Изобретение относится к технике магнитной записи, в частности к способу изготовления двух- и многодорожечных магнитных головок.
Известен способ изготовления блоков износостойких магнитных головок [1] . Кроме недостатка, связанного с введением вспомогательной операции, а именно скрепления перемычкой полюсных наконечников на участке рабочего зазора [1] , основным недостатком способа является высокая трудоемкость изготовления ввиду отсутствия одновременного выполнения отдельных операций при изготовлении составляющих частей блока магнитных головок и их сопряжения между собой.
Наиболее близким техническим решением является способ изготовления блока износостойких магнитных головок, в котором применена обработка полусердечников группами и пакетами [2] .
Однако известный способ изготовления блока магнитных головок имеет также существенные недостатки: сравнительно невысокий уровень одновременного использования операций, необходимых для изготовления магнитных головок, с группами составляющих блоков магнитных головок. Так, например, в операции изготовления полусердечников не предусмотрено применение группового способа; наличие большого количества вспомогательных операций при изготовлении блоков износостойких магнитных головок, влияющих на увеличение трудоемкости. Так, например, прикрепление спиртовым клеем общей для всех полусердечников пластины, применение технологических прямоугольных стержней, замена стержней на крепежную пластину, скрепление пластины полюсных наконечников с крепежной пластиной, отделение приклеенных ранее спиртовым клеем элементов.
Целью изобретения является снижение трудоемкости изготовления за счет одновременной обработки объединенных в группы составляющих блока магнитных головок.
Цель достигается тем, что изготовление составляющих блоков магнитных головок производится при объединении их в группы. Изготовление блоков магнитных головок состоит из изготовления блока полюсных наконечников и ответной части. Блок полюсных наконечников состоит из двух каналов, разделенных магнитным экраном, и износостойких вставок. Его изготовление производят следующим образом.
Фрезеруют стержень из немагнитного материала с поперечным сечением в форме швеллера с размерами, определяемыми размерами наружного экрана и величиной предельных отклонений размеров на сопряжение с ним.
Изготовление брус прямоугольного сечения из износостойкого материала, который в блоке магнитных головок выполняет функцию износостойкой вставки.
Собирают стержни полюсных наконечников из лент аморфного магнитомягкого материала.
Собирают в пакет стержни полюсных наконечников, брус из износостойкого материала, магнитный экран, состоящий из износостойкого магнитного материала, причем стержни полюсных наконечников отделяются от магнитного экрана и износостойкого бруса немагнитными (латунными или бронзовыми) прокладками.
Собранный пакет вводят во внутреннюю полость стержня, покрытую эпоксидным клеем, и запрессовывают, прикладывая усилие в направлении, перпендикулярном плоскости слоев полюсных наконечников, получая заготовку для изготовления полублоков полюсных наконечников.
Разрезают полученную заготовку на отдельные части, являющиеся основными заготовками для изготовления полублоков полюсных наконечников.
Складывают основные заготовки для изготовления полублоков полюсных наконечников в стопу так, чтобы слои полюсных наконечников были расположены параллельно.
Абразивным инструментом обрабатывают на плоскости разъема сложенных в стопу основных заготовок канавки, которые в дальнейшем используют для склеивания полублоков полюсных наконечников в блок, причем край одной из канавок должен ограничивать глубину рабочего зазора, расположение канавок в стопе левых полублоков должно быть зеркальным отражением канавок в стопе правых полублоков полюсных наконечников.
Обрабатывают уступ в стопах основных заготовок правых и левых полублоков полюсных наконечников для придания необходимой для сопряжения блока полюсных наконечников с экраном конфигурации.
Удаляют оставшуюся часть полюсных наконечников, кроме граней, создающих рабочий зазор.
Производят шлифование плоскости разъема сложенных в стопы полублоков полюсных наконечников.
На отшлифованные по плоскости разъема полублоки полюсных наконечников напыляют слой износостойкого материала, толщина которого равна половине величины рабочего зазора.
Разбирают стопы полублоков полюсных наконечников на отдельные полублоки.
Полублоки полюсных наконечников склеивают эпоксидным клеем, вводя его в канавки.
Обрабатывают плоскость соединения блоков полюсных наконечников с ответными частями блока магнитных головок.
Изготовление ответной части состоит из следующих операций: навивка на оправку прямоугольного сечения группы сердечников, причем навивание сердечников может быть последовательным и одновременным; прижатие сердечников с трех сторон к прямоугольной оправке пластинами; отжиг навитых на оправку сердечников с целью снятия созданных при навивании напряжений; получение U-образного сердечника путем абразивной обработки одной короткой стороны у сердечников, навитых на прямоугольную оправку; надевание каркасов на U-образные сердечники; нанесение обмоток на каркасы U-образных сердечников и припаивание концов обмоток к выводам; установка U-образных сердечников с обмотками и магнитных экранов в ванну, материал которой не имеет адгезии с заливочным компаундом, в последовательности, определяемой расположением полюсных наконечников в блоке полюсных наконечников; заливка ванны с расположенными в ней сердечниками и магнитными экранами компаундом для получения заготовки для изготовления ответных частей блоков магнитных головок; извлечение полученной заготовки из ванны; обработка поверхности, соприкасающейся с блоком полюсных наконечников; разрезка заготовки на ответные части; установка в экран и заливка расположенных в экране блока полюсных наконечников и ответной части компаундом с целью скрепления их в одно целое. Затем производится обработка рабочей поверхности блока магнитных головок.
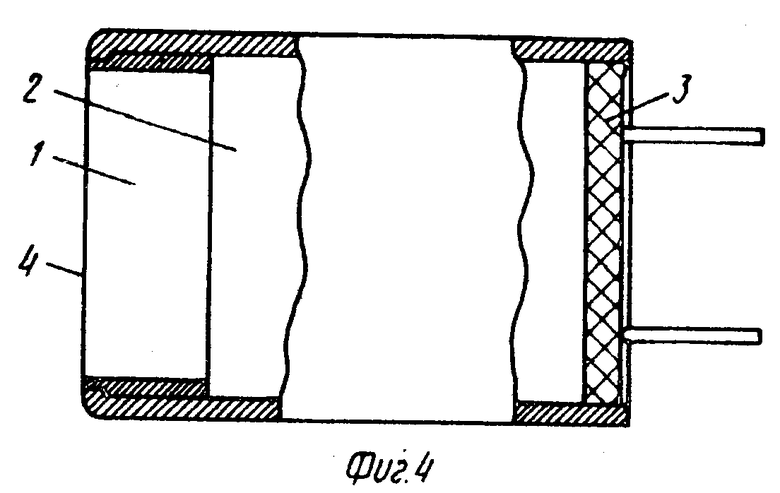
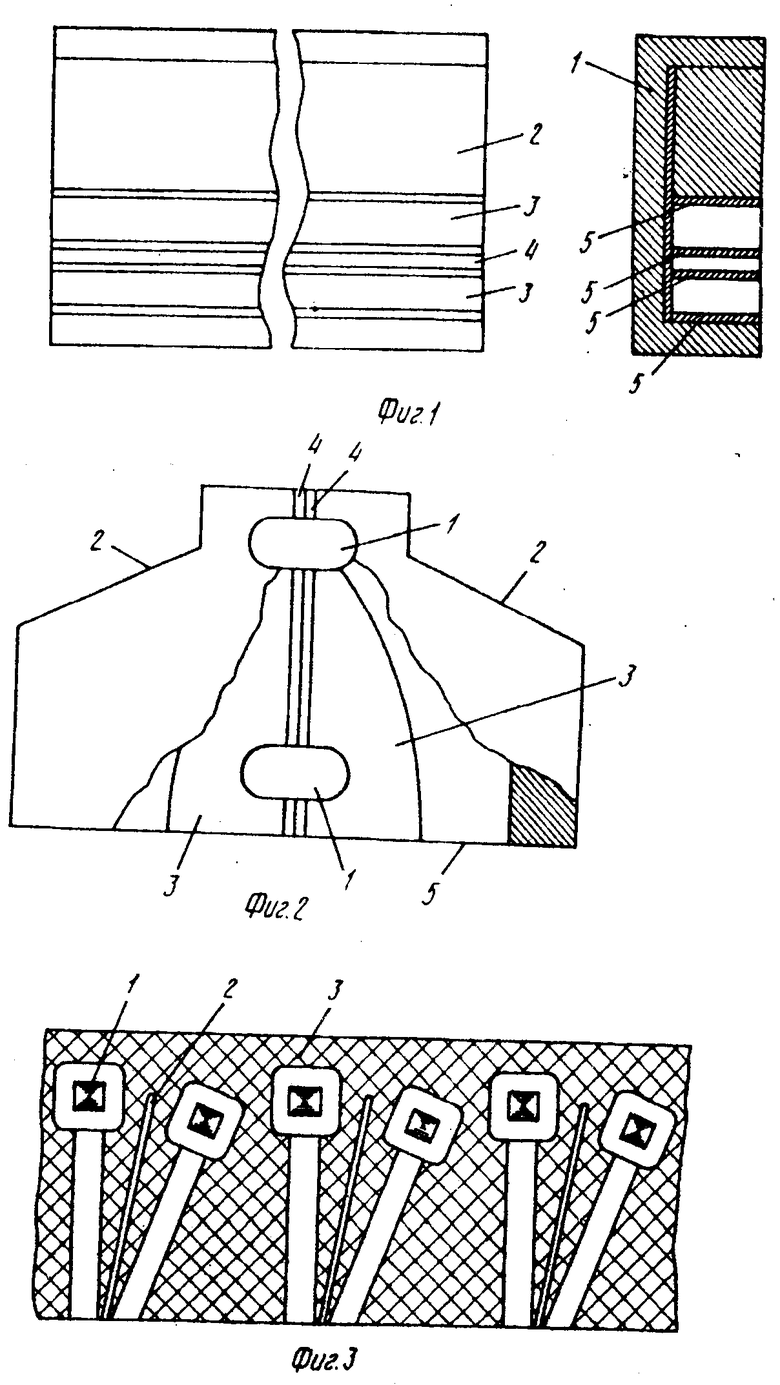
На фиг. 1 показана заготовка для изготовления полублоков полюсных наконечников; на фиг. 2 - блок полюсных наконечников после его окончательной обработки; на фиг. 3 - заготовка для изготовления ответных частей блока износостойких магнитных головок; на фиг. 4 - блок износостойких магнитных головок.
Способ изготовления блока износостойких магнитных головок может быть представлен последовательностью выполнения следующих операций:
фрезерование стержня из сплава с размерами поперечного сечения 6,5 мм ˙ 4,7 мм в форме швеллера с толщиной стенок 1,2 мм и длиной до 100 мм (фиг. 1, поз. 1);
изготовление бруса прямоугольного сечения с размерами 2,1 мм ˙ 3,3 мм длиной также до 100 мм из сплава "сендаст" (фиг. 1, поз. 2);
набирание двух стержней полюсных наконечников из лент аморфного магнитомягкого материала шириной 3,3 мм, высотой, определяемой шириной дорожки на магнитной ленте, 0,66 мм, длиной также до 100 мм (фиг. 1, поз. 3);
сборка в пакет стержней полюсных наконечников, бруса из сплава "сендаст", магнитного экрана (фиг. 1, поз. 4) из 4-6 лент аморфного материала, разделенных между собой прокладками (фиг. 1, поз. 5) из латуни толщиной 0,12 мм;
введение собранного пакета во внутреннюю полость стержня (фиг. 1, поз. 1), покрытую эпоксидным клеем, и запрессовывания при прикладывании усилия в вертикальном направлении;
разрезка полученной заготовки на отдельные части, так называемые основные заготовки для изготовления полублоков полюсных наконечников.
Складывание друг на друга основных заготовок полублоков полюсных наконечников для получения стопы, причем положение основных заготовок в стопе фиксируется базовой поверхностью, к которой они примыкают;
создание на плоскости разъема двух канавок, причем край одной из канавок должен отстоять от края сложенных в стопу основных заготовок, примыкающих к базовой поверхности, на 0,4 мм для создания глубины рабочего зазора (фиг. 2, поз. 1);
расположение канавок в стопе левых полублоков полюсных наконечников должно быть зеркальным отражением расположения канавок в стопе правых полу- блоков;
для создания полублоков полюсных наконечников обработка уступа (фиг. 2, поз. 2) в основных заготовках, необходимого для сопряжения с наружным экраном блока износостойких магнитных головок;
удаление оставшейся части полюсных наконечников (фиг. 2, поз. 3) в полублоках полюсных наконечников;
обработка шлифованием плоскости разъема (фиг. 2, поз. 4) полублоков полюсных наконечников;
нанесение окиси кремния (фиг. 2, поз. 4) на плоскость разъема полублоков полюсных наконечников;
разбирание стоп полублоков полюсных наконечников на отдельные полублоки;
склеивание полублоков полюсных наконечников эпоксидным клеем с помощью введения его в канавки (фиг. 2, поз. 1);
обработка плоскости соединения (фиг. 2, поз. 5) с ответной частью блока износостойких магнитных головок;
навивание на оправку прямоугольного сечения с размерами 4 ˙ 3 мм ленты из аморфного магнитного материала шириной 0,8 мм с целью получения сердечников с размерами поперечного сечения 1 ˙ 0,8 мм для ответных частей блоков магнитных головок;
прижатие с трех сторон сердечников к оправке;
отжиг навитых на оправку сердечников при 300оС в течение 2 ч;
для получения U-образных сердечников абразивная обработка одной стороны сердечников с целью ее удаления;
надевание каркасов на U-образные сердечники;
нанесение обмоток на каркасы, надетые на U-образные сердечники, и припаивание концов обмотки к выводам, закрепленным в каркасе;
установка U-образных сердечников с обмотками (фиг. 3, поз. 1) и магнитных экранов (фиг. 3, поз. 2) в ванну из фторопласта;
заливка ванны с уложенными в определенном порядке U-образными сердечниками и магнитными экранами компаундом рекомендованным (фиг. 3, поз. 3);
извлечение полученной заготовки из ванны;
обработка поверхности, соприкасающейся с блоком полюсных наконечников;
разрезка заготовки на ответные части;
установка в экран блоков полюсных наконечников (фиг. 4, поз. 1) и ответных частей (фиг. 4, поз. 2) и заливки их компаундом (фиг. 4, поз. 3);
обработка рабочей поверхности блока износостойких магнитных головок (фиг. 4, поз. 4). (56) 1. Авторское свидетельство СССР N 932539, кл. G 11 B 5/42, 1980.
2. Авторское свидетельство СССР N 1094057, кл. G 11 B 5/42, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИДЕОГОЛОВОК И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПОЛУБЛОКОВ ВИДЕОГОЛОВОК | 1991 |
|
RU2034340C1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Блок магнитных головок | 1990 |
|
SU1758672A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Блок магнитных головок | 1989 |
|
SU1631594A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714671A1 |
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1995 |
|
RU2101783C1 |
Изобретение относится к технике магнитной записи, в частности к способу изготовления двух- и многодорожечных магнитных головок. Сущность изобретения: изготовление составляющих блока магнитных головок, состоящих из блока полюсных наконечников и ответной части, производится при объединении их в группы. Полублоки полюсных наконечников, которые при соединении через слой окиси кремния образуют блок полюсных наконечников, изготавливают разрезкой заготовки, состоящей из уложенных в определенной последовательности, определяемой назначением блока магнитных головок, полюсных наконечников, износостойкого экрана и износостойкой вставки, разделенных немагнитными пластинами. Изготовление U-образных сердечников также производится группами при использовании оправки прямоугольного сечения, а изготовление ответных частей производится разрезкой заготовки, полученной при заливке компаундом, установленных в определенной последовательности U-образных сердечников с обмотками и магнитных экранов. 4 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК, заключающийся в расположении сердечников в ряд группами с размещением их передних поверхностей в одной плоскости, обработке плоскостей разъемов с последующим скреплением через немагнитную прокладку рабочего зазора, обработке передней поверхности сердечников с обмотками, сборке блока магнитных головок и обработке собранного блока по рабочей поверхности, отличающийся тем, что изготавливают заготовку для блока полюсных наконечников путем фрезерования стержня, имеющего форму швеллера, набирают пакет, состоящий из слойных полюсных наконечников из магнитомягкого износостойкого материала, износостойкой пластины магнитного экрана, бруса из износостойкого материала и пластин немагнитного материала для разделения в пакет магнитомягких составляющих, запрессовывают набранный пакет внутрь стержня при введении эпоксидного клея на его внутреннюю поверхность, разрезают заготовку на отдельные части - основные заготовки, которые складывают в стопу для изготовления правых и в стопу для изготовления левых полублоков полюсных наконечников, в полученных стопах обрабатывают канавки, одна из которых ограничивает глубину рабочего зазора, удаляют оставшуюся после обработки канавок часть полюсных наконечников, оставляя только грани рабочего зазора, обрабатывают стопы правых и левых полублоков полюсных наконечников до необходимой для сопряжения с наружным экраном конфигурации, шлифуют плоскость разъема стоп правых и левых полублоков полюсных наконечников и напыляют слой износостойкого немагнитного материала, толщина которого в два раза меньше величины рабочего зазора, разбирают стопы на полублоки полюсных наконечников, введением в канавки эпоксидного клея склеивают правый и левый полублоки, образуя блок полюсных наконечников, и обрабатывают его плоскость сопряжения с ответной частью, на технологическую оправку прямоугольного сечения навивают группу сердечников, поджимают их с трех сторон к технологической оправке при помощи пластин, производят термообработку навитых на оправку сердечников, для получения U-образных сердечников удаляют его часть, не поджатую к технологической оправке, снимают с оправки U-образные сердечники и заключают их в каркасы, на которые наматывают обмотку, U-образные сердечники с обмотками и пластины магнитного экрана в последовательности, определяемой назначением блока магнитных головок, размерами между полюсными наконечниками и высотой блока магнитных головок, помещают в ванну и заливают компаундом, не имеющим адгезии с материалом ванны, получая заготовку ответных частей, которую после обработки по плоскости соединения с блоком полюсных наконечников разрезают на ответные части, которые при введении в наружный экран сопрягают с блоками полюсных наконечников.
