Изобретение относится к производству строительных изделий методом пластического формования, а именно к установкам для формования, например, глиняного кирпича.
Известно устройство для наполнения пресс-форм сыпучими материалами, содержащее неподвижную цилиндрическую чашу с загрузочными окнами в днище и смонтированный внутри нее рабочий орган в виде приводного ротора с радиальными лопастями и разделительными кольцами, закрепленными на роторе [1]
Недостатком этого устройства является сложность конструкции, связанная с наличием в промежутке между ротором с радиальными лопастями и пресс-формами цилиндрической чаши с загрузочными окнами в днище. Кроме того, радиальные лопасти контактируют с днищем цилиндрической чаши, что затрудняет через загрузочные окна в днище под действием только силы тяжести заполнить форму пластической увлажненной массой по причине налипания последней на стенки окон и ограничивает технологические возможности установки использованием сыпучих материалов.
Наиболее близким по технической сущности к изобретению является устройство для послойной загрузки форм при прессовании изделий, включающее ротор с формами и подвесными пуансонами, устройство для выталкивания изделий из форм, крюки для удержания пуансонов, средство изменения положения пуансонов, выполненное в виде рамы с шарнирно закрепленными на ней защелками со скосами со стороны ввода пуансона и веерорасположенные ролики, верхняя кромка которых совпадает с верхней кромкой защелок [2] Крюки для удержания пуансонов в дальнейшем именуются пуансонодержателем.
Недостатком данного устройства является необходимость остановок ротора с формой на каждой из технологических позиций, что нарушает непрерывность процесса формования изделий, приводит к потерям производственного времени и создает дополнительные трудности при эксплуатации установки, выполненной на этом принципе. Кроме того, приведенное в качестве прототипа устройство включает конструктивные элементы, исполнение и размещение которых по периферии ротора увеличивают металлоемкость и габариты установки. Это рама с шарнирно закрепленными на ней защелками и веерорасположенными роликами, гидравлические оборудование и устройства, а также компоновка этих элементов, которая обеспечивает выталкивание изделия в направлении снизу вверх, что влечет за собой необходимость создания специального оборудования для съема изделия с ротора после выталкивания.
Целью изобретения является повышение производительности и снижение металлоемкости установки.
Это достигается тем, что установка для формования изделий, включающая ротор с формой, подвесной пуансон, средство изменения положения пуансона для выталкивания изделия из формы, пуансонодержатель для удержания пуансона, бункер и привод вращения, снабжена расположенным над ротором с формой и подпружиненным для контакта с ним дополнительным, лопастным ротором с чередующимися между собой вертикальными и наклонными лопастями, приводными валами для роторов, блоком передачи вращения от привода, приводным колесом и ползуном на приводном валу ротора, пуансонодержатель одним концом смонтирован на приводном валу ротора с возможностью перемещения вдоль оси вала и шарнирно связан с ползуном, а другим обеспечивает удержание пуансона с возможностью подвижного сопряжения последнего с формой, при этом средство изменения положения пуансона выполнено в виде размещенного над ротором с формой и связанного с приводным колесом преобразователя механизма для преобразования вращательного движения приводного колеса в возвратно-поступательное перемещение ползуна, а кинематические связи блока передачи с роторами и приводным колесом обеспечивают опережение в кратное число раз частоты вращения лопастного ротора над частотой вращения ротора с формой и одновременно равенство частот вращения ротора с формой и приводного колеса для преобразователя. Кроме того, с целью обеспечения синхронности и равномерности изменения положения пуансона относительно формы, преобразователь состоит из корпуса с зубчатым венцом внутреннего зацепления и центрального вала, один конец которого служит для закрепления приводного колеса, а другой имеет водило с установленной на нем и связанной зацеплением с зубчатым венцом шестерней, на которой смонтирован поводок для ползуна, причем делительный диаметр шестерни равен половине делительного диаметра зубчатого венца, а поводок смонтирован на шестерне таким образом, что ось поводка пересекает точку сопряжения делительных окружностей зубчатого венца и шестерни.
Такое конструктивное решение по сравнению с известными аналогами обеспечивает повышение производительности и снижение металлоемкости установки.
Повышение производительности обеспечивается наличием кинематически синхронно связанных друг с другом блока передачи, приводных валов, лопастного ротора, ротора с формой, преобразователя вращательного движения приводного колеса в поступательное движение ползуна, связанно с пуансоном посредством пуансонодержателя, при этом вращение пуансона вместе с ротором и одновременно подвижное соединение его с полостью формы обеспечивается подвижным соединением пуансонодержателя на приводном валу ротора и шарнирным соединением его с ползуном.
Приведенной совокупностью отличительных от прототипа признаков создается возможность работы установки в непрерывно-последовательном режиме с обеспечением цикличности процесса, начиная с загрузки материала в форму и формования материала лопастным ротором за период движения пуансона по дуге, пересекающей пространство над лопастным ротором, кончая выталкиванием изделия из формы непосредственно на сушильный конвейер за период движения пуансона по дуге, пересекающей полость формы без остановки вращения роторов.
Процесс непрерывной загрузки и формовки создается наличием чередующихся между собой вертикальных и наклонных лопастей, подпружиненного контакта лопастного ротора и ротора с формой и кинематической связи роторов, обеспечивающей опережение в кратное число раз частоты вращения лопастного ротора по сравнению с частотой вращения ротора с формой, за счет чего во время поворота формы в зоне контакта с лопастным ротором каждая из лопастей имеет возможность кратное число раз взаимодействовать с формой, причем форма каждый раз имеет возможность взаимодействовать с лопастями различными частями и гранями при постоянно меняющихся углах. Этим достигается равномерность заполнения формы пластичным материалом и уплотнение его за счет наличия острого угла наклона лопастей в сторону вращения лопастного ротора и создания путем нажима наклонной лопасти на пластическую массу вертикальной силы давления, под действием которой материал вынужден при прохождении лопастей над формой уплотняться во внутренней полости последней.
Синхронность и равномерность изменения положения пуансона относительно формы обеспечивается одинаковой частотой вращения ротора с формой и приводного колеса преобразователя, при этом равномерность и прямолинейность хода пуансона создается в преобразователе соотношением делительных диаметров шестерни и зубчатого венца, равным 1:2, и монтажным расположением поводка, связанного с ползуном таким образом, что ось поводка пересекает точку сопряжения делительных окружностей зубчатого венца и шестерни.
Снижение металлоемкости и габаритных размеров установки обеспечивается размещением пуансонодержателя на приводном валу ротора с формой при шарнирной связи его с ползуном, что исключает применение гидравлических прессового оборудования и устройств, применение на периферии ротора рамы с шарнирно закрепленными на ней защелками и веерорасположенных роликов. Кроме того, за счет применения преобразователя и размещения его над ротором с формой обеспечивается возможность выталкивания изделия из формы сверху вниз непосредственно на сушильный конвейер, что не влечет за собой применение сложного и металлоемкого оборудования для съема изделия после его выталкивания из формы.
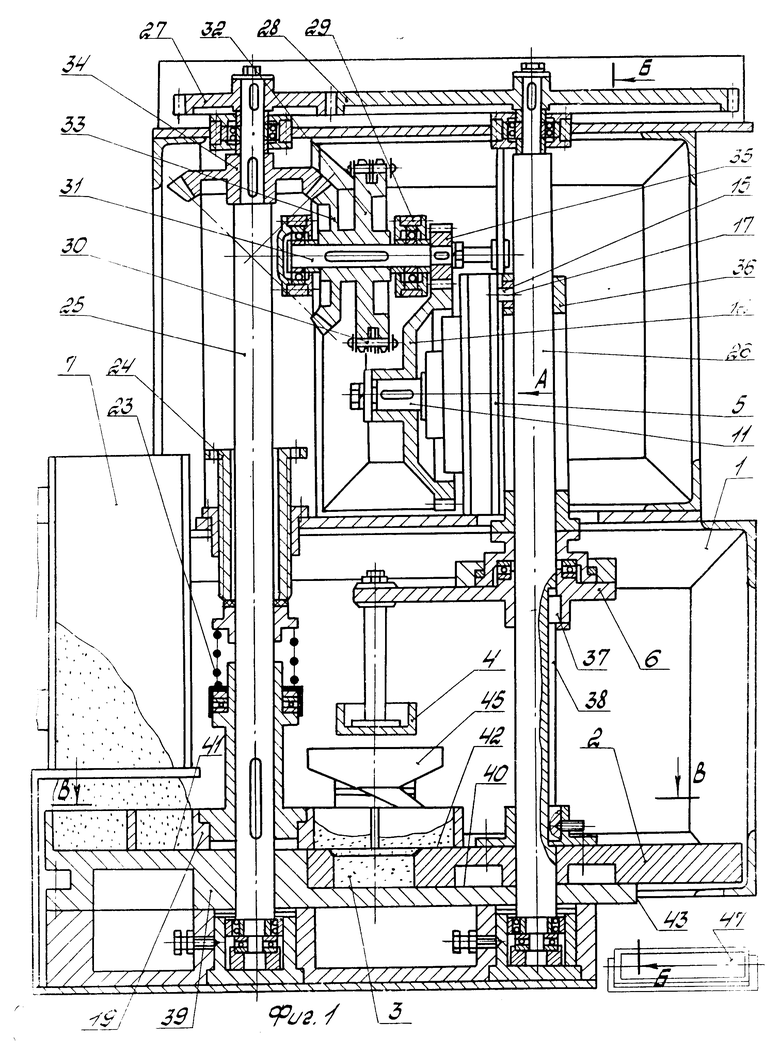
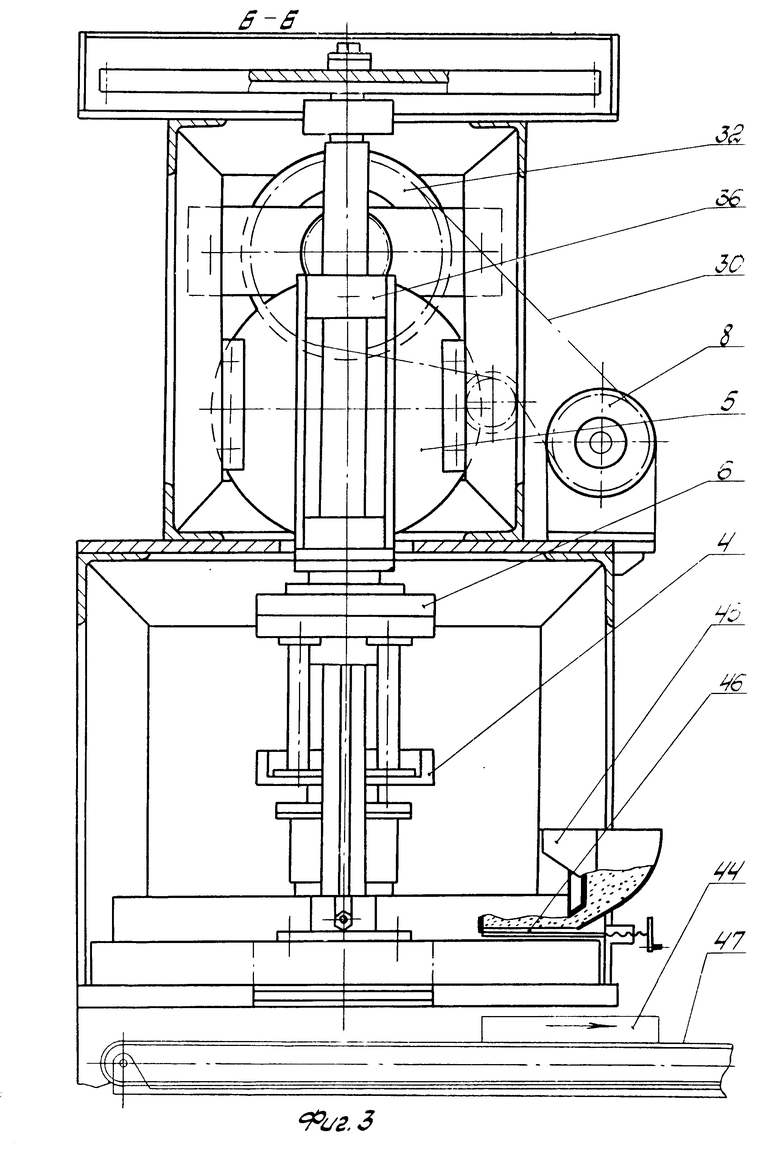
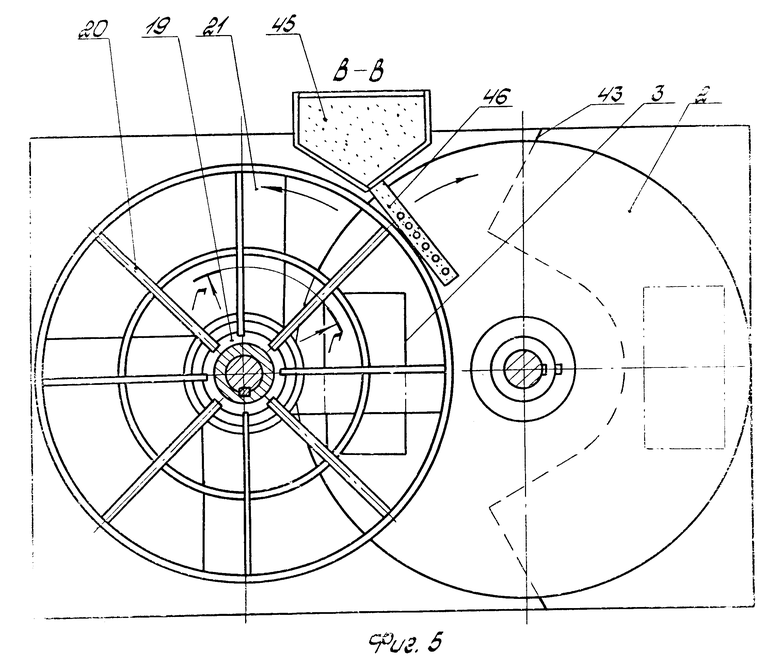
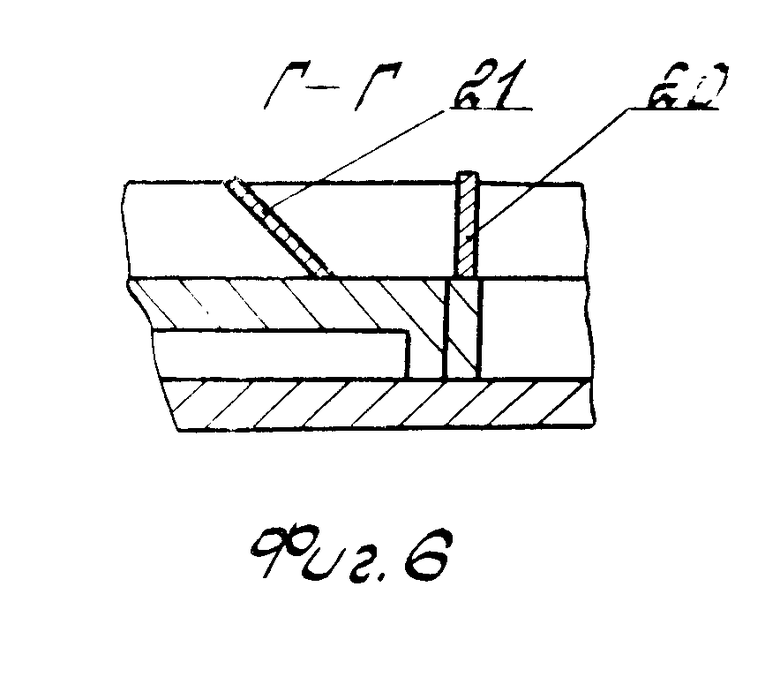
На фиг. 1 показана установка с верхним положением пуансона; на фиг.2 то же, с нижним положением пуансона; на фиг.3 сечение Б-Б на фиг.1; на фиг.4 вид по стрелке А на фиг.1; на фиг.5 сечение В-В на фиг.1; на фиг.6 сечение Г-Г на фиг.5.
Установка для формования изделий включает каркас 1 и смонтированные внутри него ротор 2 с формой 3, подвесной пуансон 4, преобразователь 5 как средство изменения положения пуансона 4 для выталкивания изделия из формы 3, пуансонодержатель 6 и бункер 7, являющийся расходной частью смесителя (не показан), и привод 8.
Преобразователь 5 состоит из корпуса 9 с зубчатым венцом 10 внутреннего зацепления и центрального вала 11, один конец которого имеет приводное колесо 12, а другой водило 13 установленной на нем шестерней 14, связанной с зубчатым венцом 10, причем делительный диаметр шестерни 14 равен половине делительного диаметра зубчатого венца 10, а шестерня 14 снабжена поводком 15, который установлен таким образом, что точка 16 сопряжения делительных окружностей шестерни 14 и зубчатого венца 10 лежит на продолжении общей горизонтальной оси 17 поводка 15, что соответствует верхнему (фиг.1) или нижнему (фиг. 2) положению поводка 15 на вертикально-диаметральной линии 18 (фиг.4), пересекающей преобразователь 5.
Над ротором 2 расположен дополнительный лопастной ротор 19 с чередующимися между собой вертикальными лопастями 20 и наклонными лопастями 21, соединенными разделительными кольцами 22. Лопастной ротор 19 подпружинен к ротору 2 пружиной 23 с возможностью регулировки винтом 24. Лопастной ротор 19 расположен над ротором 2 таким образом, что он охватывает секторной частью форму 3, расположенную на роторе 2, а наклонные лопасти 21 имеют угол наклона, направленный в сторону вращения лопастного ротора 19. Роторы 19 и 2 снабжены соответствующими приводными валами 25 и 26 и связаны между собой зубчатым зацеплением колес 27 и 28.
На каркасе 1 смонтирован блок передачи 29 вращения от привода 8 с цепной передачей 30, включающий вал 31 с приводной звездочкой 32, конической шестерней 33, находящейся в зацеплении с конической шестерней 34, установленной на приводном валу 25 и цилиндрической шестерней 35, находящейся в зацеплении с приводным колесом 12 преобразователя 5.
На приводном валу 26 ротора 2 подвижно установлен ползун 36, находящийся в шарнирном соединении с поводком 15 и пуансонодержателем 6, один конец которого посредством подвижной шпонки 37 и шпоночного паза 38 подвижно смонтиpован на приводном валу 26, а другой служит для закрепления на нем пуансона 4 с возможностью подвижного сопряжения последнего с формой 3. Конические шестерни 33 и 34 равны между собой, а число зубьев колеса 27 в кратное число раз меньше числа зубьев колеса 28, с такой же кратностью число зубьев шестерни 35 меньше, чем у приводного колеса 12 преобразователя 5.
Ротор 2 и лопастной ротор 19 смонтированы на основании 39, которое выполнено ступенчатым для размещения ротора 2 на поверхности 40 и лопастного ротора 19 на поверхности 41, при этом поверхность 42 на роторе 2 является продолжением поверхности 41 на основании 39. Основание 39 имеет специальный вырез 43 для возможности выгрузки изделия 44 из формы 3.
Каркас 1 оснащен дополнительным бункером 45 с распылителем 46 (фиг.5) для возможности нанесения тонкого слоя песка или другого материала на поверхность пластической массы, находящейся в форме 3, с целью предотвращения прилипания изделия 44 к пуансону 4 при выгрузке из формы 2 на сушильный конвейер 47.
Установка работает следующим образом.
От привода 8 постоянного направления через цепную передачу 30 приводную звездочку 32 и вал 31 блока передачи 29 вращение передается через коническую пару 33-34 на приводной вал 25 лопастному ротору 19 и одновременно, через цилиндрическую пару 27-28 на приводной вал 26 ротору 2 с формой 3 и через шестерню 35 приводному колесу 12 преобразователя 5. Так как число зубьев колеса 27 в кратное число раз меньше числа зубьев колеса 28, то лопастной ротор 19 вращается с частотой в кратное число раз большей, чем ротор 2 с формой 3, что обеспечивает многократное передвижение каждой из лопастей 20 и 21 по поверхности 42 ротора 2 над формой 3 за тот период, пока форма 3 движется в пределах зоны, охватываемой лопастным ротором 19.
Из бункера 7, являющегося расходной частью смесителя (не показан) непрерывно через ячейки, образуемые лопастями 20 и 21 и разделительными кольцами 22 на поверхность 41 основания 39 поступает сырьевая пластическая смесь, которая перемещается лопастным ротором 19 на поверхность 42 ротора 2 и заполняет форму 3, при этом вертикальные лопасти 20 выполняют функцию только загрузки, а наклонные 21 загрузки, уплотнения и заглаживания влажной пластической массы в форму 3.
В дальнейшем форма 3 выходит за пределы зоны, охватываемой лопастным ротором 19, и перемещается под распылителем 46, через который из бункера 45 происходит присыпание поверхности пластической массы, находящейся в форме мелким песком для предотвращения прилипания готового изделия 44 к пуансону 4.
Выталкивание изделия 44 из формы 3 происходит следующим образом.
Так как имеется равенство соотношений числа зубьев цилиндрической пары 27-28 и пары шестерня 35 приводное колесо 12, то приводное колесо 12 вращается с частотой, равной частоте вращения ротора 2. От приводного колеса 12 с такой же частотой вращается центральный вал 11 и водило 13 с шестерней 14. Поскольку шестерня 14 связана зацеплением с зубчатым венцом 10, то при вращении водила 13 она поворачивается на нем, а так как делительный диаметр шестерни 14 равен половине делительного диаметра зубчатого венца 10 и горизонтальная ось 17 поводка 15 расположена на пересечении с делительными диаметром шестерни 14, то по закону кругов Кардана поводок 15 с ползуном 36 совершает прямолинейное челночное движение сверху вниз и обратно.
В связи с наличием шарнирной связи между ползуном 36 и пуансонодержателем 6 последний также совершает челночные движения, при этом шпонка 37 скользит по шпоночному пазу 38, а так как приводной вал 26 вращается с той же скоростью, что и центральный вал 11 преобразователя 5, то одновременно осуществляется поворот пуансонодержателя 6 вместе с приводным валом 26. Следствием приведенного взаимодействия конструктивных элементов является циклическое движение пуансона 4 по замкнутому овальному кругу, что обеспечивает его расположение над формой 3 и лопастным ротором 19 в момент наполнения формы 3 пластической массой и вхождение его в подвижное сопряжение с формой 3 при повороте ротора 2 в диаметрально-противоположное положение, в результате чего пуансон 4 выталкивает изделие 44 из формы 3 на сушильный конвейер 47.
При вращении ротора 2 цикл повторяется.
Использование данного технического решения целесообразно на заводах малой мощности, например для сельского, дачного и индивидуального строительства, использующих пластичность и связующую способность местного природного материала глины в сочетании с добавками, что позволяет при сравнительно небольших энергозатратах установки повысить ее производительность на 25-33% по сравнению с установкой, выполненной по прототипу, а также упростить конструкцию и не менее чем на 50% снизить металлоемкость установки, что позволяет использовать ее в малой строительной индустрии не только при стационарной эксплуатации, но и в условиях, когда требуется передислокация на другие объекты, учитывая небольшие габариты, вес и возможность подключения к любым источникам (приводам) вращения постоянного направления.
Изобретение направлено на возрождение старинного народного способа получения мелкоштучного изделия, например глиняного кирпича, обладающего после обжига легкостью, прочностью и долговечностью.


Использование: в производстве строительных материалов, например, глиняного кирпича методом пластического формования. Сущность изобретения: установка содержит кинематически связанные друг с другом блок передачи вращения от привода, ротор с формой, приводное колесо, ползун и преобразователь вращения приводного колеса в возвратно-поступательное движение ползуна. Процесс загрузки материала и формования изделия создается подпружиненным контактом вертикальных и наклонных лопастей с ротором и формой и опережением в кратное число раз частоты вращения лопастного ротора по сравнению с частотой вращения ротора с формой, а также подвижным соединением пуансонодержателя на приводном валу ротора и его шарнирной связью с ползуном. Синхронность изменения положения пуансона относительно формы обеспечивается равенством частоты вращения ротора с формой и приводного колеса преобразователя, при этом прямолинейность и равномерность хода пуансона создаются в преобразователе тем, что делительный диаметр расположенной на водиле шестерни равен половине делительного диаметра зубчатого венца и монтажным расположением на шестерне поводка для ползуна, при котором ось поводка пересекает точку сопряжения делительных окружностей зубчатого венца и шестерни. 1 з.п. ф-лы, 6 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для послойной загрузки форм при прессовании изделий | 1983 |
|
SU1131657A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
