Изобретение относится к электронной технике, а именно к полупроводниковым фотопреобразователям, и может быть использовано при изготовлении солнечных батарей для электропитания электронной аппаратуры различного назначения: электронных игр, электронных часов, калькуляторов, радиоприемников, электронных игрушек.
Известен способ изготовления солнечных батарей, включающий групповое изготовление солнечных элементов на кремниевой подложке, разделение подложки на отдельные солнечные элементы, наклеивание солнечных элементов внахлест на алюминиевую подложку и электрическое соединение контактов.
Однако большое количество операций по монтажу солнечных элементов на алюминиевую подложку снижает выход годных солнечных батарей.
Способ имеет недостаточную эффективность преобразования излучения из-за затенения части активной площади солнечных элементов при их сборке "внахлест" и большого зазора между рядами собранных солнечных элементов. Кроме того, низкая точность взаимного расположения солнечных элементов также снижает эффективность преобразования излучения и портит внешний вид изделия.
Известен способ изготовления солнечных батарей, включающий изготовление на кремниевой подложке солнечных элементов, разделение подложки на отдельные солнечные элементы, приклеивание их на пластмассовую подложку между металлизированными пластинами и электрическое соединение контактов солнечных элементов.
Недостаток известного способа пониженная эффективность преобразования излучения из-за уменьшения активной площади солнечных элементов и больших зазоров между солнечными элементами и металлизированными пластинами, а трудоемкая операция монтажа солнечных элементов на подложку снижает выход годных солнечных батарей.
Наиболее близким техническим решением к изобретению является способ изготовления солнечных батарей, включающий групповое изготовление на кремниевой подложке солнечных элементов, разделение подложки алмазным диском на отдельные солнечные элементы, их монтаж на подложку из нетканого термопластического материала, обладающего клейкими свойствами, нагревание подложки с солнечными элементами до прочного закрепления солнечных элементов на подложке и электрическое соединение контактов.
Недостаток известного технического решения невысокий выход годных солнечных батарей из-за большого количества операций по монтажу солнечных элементов на основу при невысокой точности взаимного из расположения.
Другой недостаток известного способа невысокая эффективность преобразования излучения из-за больших промежутков между солнечными элементами и повышенной температуры элементов из-за плохого теплоотвода подложкой из нетканого материала.
Технический результат изобретения повышение выхода годных и эффективности преобразования солнечных батарей при высокой точности взаимного расположения солнечных элементов.
Технический результат достигается тем, что в способе изготовления солнечных батарей, включающем групповое изготовление на кремниевой подложке солнечных элементов, разделение подложки алмазным диском на отдельные солнечные элементы, электрическое соединение контактов солнечных элементов, перед разделением кремниевой подложки на отдельные солнечные элементы ее прочно соединяют со второй кремниевой подложкой, а после разделения первой кремниевой подложки на солнечные элементы разделяют обе кремниевые подложки на отдельные блоки солнечных элементов, контакты которых электрически между собой соединяют, причем соединение кремниевых подложек проводят с диэлектрическим зазором между ними, равным от 20 до 150 мкм, а толщину второй кремниевой подложки выполняют равной или больше толщины солнечных элементов.
Диэлектрический зазор между кремниевыми подложками и их прочное соединение обеспечивается стеклотканевой лентой, пропитанной эпоксидным компаундом. Режим соединения (склеивания) кремниевых подложек подобраны таким, чтобы, во-первых, обеспечить прочное соединение их между собой и, во-вторых, не окислить металлические контакты солнечных элементов, выполненных из алюминийникелевого сплава.
Режим соединения следующий: Температура 120-150оС Время выдержки на воздухе 5-10 ч.
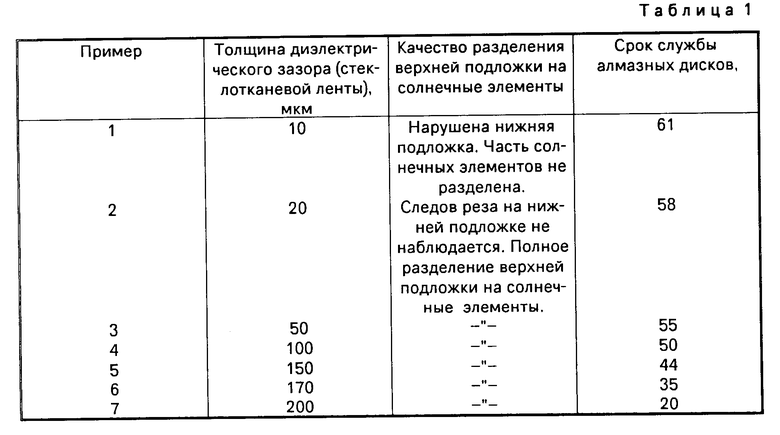
Выбранная величина диэлектрического зазора (20-150 мкм) обеспечивает разделение верхней кремниевой подложки на солнечные элементы без нарушения нижней (втоpой) кремниевой подложки (основы). Уменьшение диэлектрического зазора ниже 20 мкм не обеспечивает целостности второй кремниевой подложки (основы) из-за низкой точности существующих станков для резки полупроводниковых подложек и разнотолщинности подложек. Увеличение диэлектрического зазора больше 150 мкм увеличивает износ дисков для резки, уменьшает теплопередачу на вторую (нижнюю) кремниевую подложку и требует применения дисков с более высокой режущей кромкой.
В табл. 1 показано влияние толщины диэлектрического зазора между кремниевыми подложками на качество разделения солнечных элементов и срок службы алмазных дисков типа ДАР при использовании в качестве материала диэлектрического зазора стеклотканевой ленты.
Толщина второй (нижней) кремниевой подложки выбрана из следующих соображений.
При толщине второй подложки, меньшей толщины подложки солнечных элементов, уменьшается прочность батареи при работе ее на изгиб, в связи с чем увеличивается вероятность разрушения батареи по линиям разделения солнечных элементов. Увеличение толщины второй подложки больше полуторной толщины подложки солнечных элементов увеличивает расход материала.
Зазор между солнечными элементами определяется толщиной выпускаемых алмазных дисков и составляет 20-50 мкм.
В известных технических решениях зазор между солнечными элементами колеблется от 200 до 1000 мкм. Зазор в 200 мкм обеспечивается автоматическим роботоукладчиком. При ручном монтаже солнечных элементов зазор между элементами больше 500 мкм. Во всех случаях неравномерность ширины зазора доходит до 150-200 мкм, что снижает точность взаимного расположения элементов, эффективность преобразования излучения, портит внешний вид изделия и снижает выход годных солнечных батарей.
Изобретение позволяет увеличить активную площадь солнечной батареи из-за уменьшения зазора между солнечными элементами, в результате чего повышается эффективность преобразования излучения, улучшить внешний вид изделия из-за повышения точности взаимного расположения солнечных элементов и практически незаметных невооруженным глазом разделительных канавок, цветовой однородности входящих в солнечную батарею солнечных элементов при разных углах зрения. При монтаже солнечных элементов вручную или с помощью роботоукладчика невозможно расположить солнечные элементы с малой неплоскостностью, из-за чего по разному изменяется цвет просветляющего покрытия солнечных элементов, что объясняется следующим. Известно, что просветляющее покрытие солнечных элементов служит для уменьшения отражения энергии падающего светового излучения. При падении лучей света перпендикулярно поверхности наименьшее отражение будет у длин волн, для которых выполняется соотношение 2 nd ±m  m где n коэффициент преломления просветляющего покрытия;
m где n коэффициент преломления просветляющего покрытия;
d толщина просветляющего покрытия;
λ длина волны;
m коэффициент кратности.
При m 1 получаем nd
При изменении угла падения лучей света и угла зрения изменяется длина пути световых лучей в пленке (как бы изменяется значение, что приводит к изменению соотношения поглощаемых и отраженных лучей и изменению цвета просветляющего покрытия солнечных элементов.
Сокращаются следующие операции по изготовлению солнечных батарей: подбор солнечных элементов по цвету, укладка отдельных элементов на основу, контроль электрических параметров солнечных элементов после резки, индивидуальная отмывка элементов после резки.
Повышается эффективность преобразования излучения солнечными элементами на низких уровнях освещенности из-за устранения утечек по краям солнечных элементов, вызванных сколами и загрязнениями при сборке вручную или с помощью манипулятора.
В результате перечисленных преимуществ повышается выход годных и эффективность преобразования излучения солнечных батарей при высоком качестве внешнего вида.
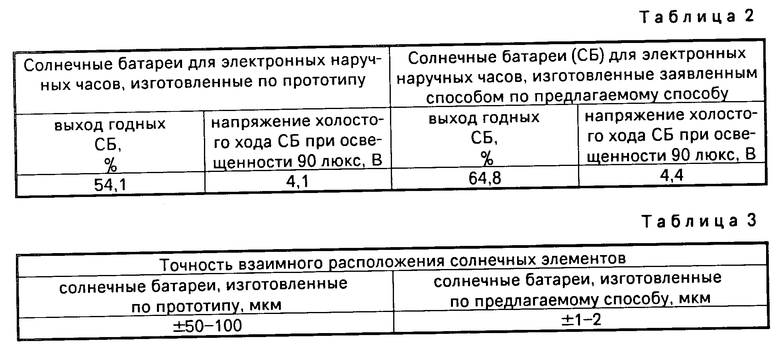
В табл. 2 показан процент выхода годных и напряжение холостого хода солнечных батарей, изготовленных по предлагаемому и известному способам.
Как видно из данных табл. 2, солнечные батареи изготовленные по предлагаемому способу, имеют большее напряжение холостого хода и по сравнению с солнечными батареями, изготовленными известным способом, выход годных солнечных батарей увеличился на 10%
В табл. 3 дана средняя точность взаимного расположения солнечных элементов в солнечных батареях, изготовленных по известному и предлагаемому способам.
Как видно из данных табл. 3, точность взаимного расположения солнечных элементов возросла в 50 раз.
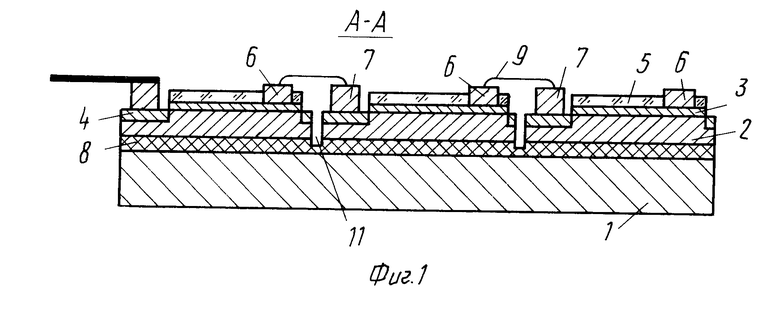
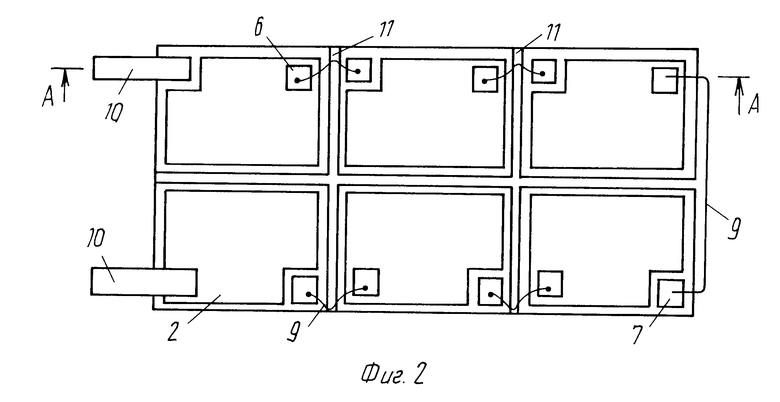
На фиг. 1 изображена солнечная батарея, изготовленная по предлагаемому способу; на фиг. 2 то же, вид сверху.
На кремниевой подложке (основе) 1 расположены кремниевые солнечные элементы 2, состоящие из кремниевой подложки р-типа проводимости, на которой сформированы высоколегированный фронтальный слой кремния n+-типа проводимости 3, слой кремния p+-типа проводимости 4, расположенный на базовом слое и окружающий слой кремния со всех сторон, просветляющее покрытие 5, локальные омические контакты 6 к слою кремния n+-типа проводимости, являющиеся минусовым электродом солнечного элемента, омический контакт к слою 7 кремния р-типа проводимости, являющийся плюсовым полюсом солнечного элемента.
Между солнечными элементами 2 и кремниевой подложкой (основой) 1 расположен диэлектрический зазор 8, представляющий собой стеклотканевую прокладку толщиной 20-150 мкм, пропитанную эпоксидным компаундом. Толщина кремниевой подложки 1 равна или больше толщины подложки солнечных элементов. Контакты солнечных элементов 6 и 7 соединены проволочными перемычками 9. Для снятия напряжения с батареи служат жесткие выводы 10. Солнечные элементы разделены между собой воздушным зазором 11.
Работает солнечная батарея следующим образом.
При освещении солнечной батареи со стороны n+-слоя, из-за поглощения света в р-n-переходах и областях полупроводника, прилегающих к р-n-переходам, происходит генерация новых носителей заряда. Диффузионные электрические поля, существующие в р-n-переходах, производят разделение неравновесных носителей. Другими словами, неравновесные электроны скатываются с потенциального барьера и попадают в n+-слой, а дырки в р-слой (базовый слой). В результате происходит накопление электронов в n+-слое,з а дырок в р-слое. Протекающий ток выводится с помощью электродов 10.
П р и м е р. Изготовление солнечной батареи, предназначенной для использования в электронных наручных часах.
На лицевой стороне кремниевой подложки типа КДБ-10 толщиной 280-320 мкм формируют фронтальный слой кремния n+-типа проводимости и просветляющее покрытие. Для этого на лицевую сторону подложки наносят фосфорсодержащую композицию КФК-50-7Т, проводят термообработку подложки в диффузионной печи при 850оС в течение 30 мин в атмосфере кислорода при расходе газов 150 л/ч. Получают слой кремния n+-типа проводимости глубиной 0,4-0,6 мкм и просветляющее покрытие толщиной 0,1 мкм.
Для снижения токов утечки по периметру солнечных элементов формируют р+-слой. Для этого на поверхность подложки с сформированным n+-слоем наносят позитивный фоторезист РН-7, сушат при 110±5оС, экспонируют фоторезист с помощью УФ-излучения через фотошаблон, промывают в 0,7-1,0 растворе гидроокиси калия водного, промывают подложку в каскадной ванне с деионизованной водой, сушат на центрифуге в течение 2-3 мин, термообрабатывают фоторезист при 140 ±10оС в течение 25-35 мин. В результате вышеперечисленных операций на поверхности подложки получают защитную фоторезистовую маску, в которой по контуру солнечных элементов имеются незакрытые фоторезистом замкнутые полоски шириной 200 мкм, с которых стравливают просветляющее покрытие и n+-слой. Травление просветляющего покрытия (фосфорносиликатного стекла) проводят в NH4F:H2O:HF=3:6:1,25 в течение 45±5 с. Травление n+-слоя проводят в HNO3:HF: H2O= 19:1:8 в течение 40 с. Глубина вытравленной канавки должна быть 0,8 ± 0,2 мкм. Затем в вытравленную кольцевую канавку проводят инплантацию бора получают р+-слой. Для ионной инплантации бора используют ионно-лучевую установку "Везувий-6". Для сохранения времени жизни неосновных носителей заряда и выращивания окисла на р+-слое проводят термообработку подложки в кислороде при 650±1оС в течение 15 мин, затем при 850±1оС в течение 40-60 мин.
После получения кольцевого р+-слоя с помощью фотолитографических приемов вскрывают окна под контакты к n+-слою и р+-слою. После вскрытия окон под контакты формируют металлические контакты к n+ и р+-слоям. Для улучшения адгезии в качестве материала контактов используют сплав никеля с алюминием следующего состава: 20-35 мас. алюминий, остальное никель. С целью обеспечения пайки контактов сверху наносят никель с небольшим содержанием алюминия (2-6 мас.). Контакты наносят термическим испарением на установке типа "Оратория-9", снабженной двумя электронно-лучевыми испарителями, при следующих режимах: Давление в рабочей камере 5,3˙10-4 Па Температура подложки 210-230оС Ускоряющее напряже- ние 6,0 кВ Ток эмиссии катода 1,0 А Время нанесения 1-го слоя 100±10 с Время нанесения 2-го слоя 140±10 с.
Затем на лицевую сторону подложки наносят фоторезист РН-7, который экспонируют УФ-излучением через фотошаблон, проявляют фотореазист и дубят при 120±10оС в течение 20-30 мин. Получают фоторезистовую маску, в которой контакты закрыты задубленным слоем фоторезиста. После этого проводят травление слоев алюминийникелевого сплава. Травление ведут в смеси концентрированных азотной и соляной кислот в соотношении 2:1 в течение 1-2 мин. Фоторезистовую маску удаляют в диметилформамиде, промывают подложку в деионизованной воде и сушат на центрифуге. Получают локальные двухслойные контакты к n+ и р+ слоям кремния. Таким образом получают кремниевую подложку, на которой изготовляют солнечные элементы с металлизированными контактами. Затем эту подложку прочно соединяют со второй кремниевой подложкой. Толщину второй кремниевой подложки выбирают равной или больше толщины первой подложки и в конкретном случае выбирают толщиной 380 мкм. Соединение подложек осуществляют с помощью стеклотканевой ленты (пленочного материала ПФГ-ПГ), пропитанной эпоксидным компаундом. Толщина ленты 80 мкм. Соединение (склеивание) подложек ведут при 150±5оС в течение 8 ч на воздухе. Алюминийникелевые контакты при этой температуре практически не окисляются.
После склеивания подложек проводят разделение верхней подложки на отдельные изолированные друг от друга солнечные элементы. Разделение проводят на станке ЭМ-225 алмазным диском ДАР-С-А толщиной 25 мкм. Получают электрически изолированные друг от друга солнечные элементы, расположенные на кремниевой подложке и электрически изолированные от последней стеклотканевой лентой. Затем проводят разделение двух склеенных подложек на отдельные блоки солнечных элементов, причем количество солнечных элементов выбирают от заданного значения напряжения или тока солнечной батареи. Разделение на блоки проводят на станке типа ЭМ-225 диском ДАР-С-А с высотой режущей кромки не менее 600 мкм.
Солнечные элементы в блоке электрически соединяют проволокой диаметром 0,1 мм пайкой с помощью оловосодержащего припоя ПОСК-50-18 с применением флюса ФСлГЛ (глицерин 94-95% соляная кислота 5-6%).
| название | год | авторы | номер документа |
|---|---|---|---|
| ОМИЧЕСКИЙ КОНТАКТ К КРЕМНИЕВУ СОЛНЕЧНОМУ ЭЛЕМЕНТУ | 1994 |
|
RU2065227C1 |
| Солнечный элемент | 1990 |
|
SU1790015A1 |
| Способ изготовления фотопреобразователя на утоняемой германиевой подложке с выводом тыльного контакта на лицевой стороне полупроводниковой структуры | 2019 |
|
RU2703820C1 |
| ПОЛУПРОВОДНИКОВЫЙ ФОТОПРЕОБРАЗОВАТЕЛЬ | 2011 |
|
RU2517924C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕТЕРОСТРУКТУРНОГО СОЛНЕЧНОГО ЭЛЕМЕНТА | 2014 |
|
RU2575974C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШУНТИРУЮЩЕГО ДИОДА ДЛЯ СОЛНЕЧНЫХ БАТАРЕЙ КОСМИЧЕСКИХ АППАРАТОВ | 2011 |
|
RU2479888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ НА УТОНЯЕМОЙ ГЕРМАНИЕВОЙ ПОДЛОЖКЕ | 2021 |
|
RU2781508C1 |
| Способ изготовления фотопреобразователя на утоняемой германиевой подложке и устройство для его осуществления | 2019 |
|
RU2703840C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧИПОВ КОНЦЕНТРАТОРНЫХ СОЛНЕЧНЫХ ФОТОЭЛЕМЕНТОВ | 2010 |
|
RU2436194C1 |
| УСТРОЙСТВО ДЛЯ НАПЫЛЕНИЯ ПРОСВЕТЛЯЮЩЕГО ПОКРЫТИЯ ФОТОПРЕОБРАЗОВАТЕЛЯ | 2016 |
|
RU2653897C2 |
Изобретение относится к электронной технике, а именно к полупроводниковым фотопреобразователям. Сущность изобретения: способ изготовления солнечных батарей включает групповое формирование на кремниевой подложке солнечных элементов, прочное соединение кремниевой подложки с сформированными на ней солнечными элементами со второй кремниевой подложкой, разделение первой кремниевой подложки на отдельные солнечные элементы, разделение обеих кремниевых подложек на отдельные блоки солнечных элементов и электрическое соединение между собой контактов солнечных элементов. При этом соединение кремниевых подложек осуществляют с диэлектрическим зазором между подложками, а толщину второй кремниевой подложки выполняют равной или больше толщины первой подложки. Соединение подложек осуществляют с помощью стеклотканевой ленты, пропитанной эпоксидным компаундом. 2 ил., 3 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ СОЛНЕЧНЫХ БАТАРЕЙ, включающий групповое изготовление на кремниевой подложке солнечных элементов, разделение подложки алмазным диском на отдельные солнечные элементы, их монтаж на подложку, обладающую клейкими свойствами, нагревание подложки до прочного закрепления солнечных элементов и электрическое соединение контактов, отличающийся тем, что монтаж и закрепление солнечных элементов проводят перед разделением кремниевой подложки на отдельные солнечные элементы, а после разделения кремниевой подложки на отдельные солнечные элементы подложку с закрепленными на ней солнечными элементами разделяют на отдельные блоки солнечных элементов в зависимости от необходимого напряжения и тока солнечных батарей, контакты которых электрически соединяют между собой, причем толщину подложки, на которой монтируют солнечные элементы, выбирают равной или больше толщины солнечных элементов.
| Патент США N 4287382, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
