Изобретение относится к строительству и может быть применено при сооружении стен, потолков, полов различных сооружений, покрытий дорог, посадочных площадок и для других целей.
Известен способ изготовления плиты путем сплачивания деревянных или пластмассовых брусьев, с нанесенными на их поверхности контакта слоями клея, и стягивания сплатки брусьев с помощью механических связей вдоль оси, перпендикулярной плоскости сплачивания (Слицкоухов Ю.В. и др. Конструкции из дерева и пластмасс. М. Стройиздат, 1986).
Известен способ изготовления плиты путем нанизывания на троса трубчатых элементов, расположенных поперечно и имеющих сквозные боковые отверстия (патент США N 3595140, кл. 94-4, 1971).
Недостатки этих способов использование дефицитных дерева, металла и пластмассы, пониженные жесткость и демпфи- рование из-за отсутствия предварительного сжатия вдоль других двух главных осей сплатки брусьев, возможность растрескивания материала, неопределенность в выборе рабочих параметров плиты, что может приводить к быстрому разрушению ее.
Известен способ изготовления плиты путем сплачивания без нанесения клея отрезков (сегментов) протекторов, вырезаемых из целых, нешерхованных утилизованных шин, пробивки в сегментах отверстий, через которые пропускаются троса без сжимающей нагрузки перпендикулярно к поверхностям сплочения, а сверху плита покрывается связующим материалом.
Недостатки этого способа использование нешерхованных протекторов, что приводит к расходованию дефицитного материала в виде чистой (бескордовой) протекторной резины, пониженные жесткость, демпфирование и износостойкость из-за наличия слоев чистой резины (армированная кордом резина имеет эти параметры в десятки раз большие), из-за отсутствия предварительного сжатия по всем трем главным осям плиты, клеевого соединения по поверхностям контакта сегментов, из-за значительных размеров неровностей на внешней стороне протекторов шин, неопределенность в выборе рабочих параметров плиты (рабочей точки) по всем трем осям.
Цель изобретения устранение расхода чистой протекторной резины без корда, из которой можно изготавливать высококачественные резиновые изделия, повышение жесткости, демпфирования и износостойкости плиты, осуществление заданных рабочих режимов (рабочих точек) плиты вдоль всех трех главных ее осей.
Поставленная цель достигается тем, что в способе изготовления плиты, включающем разделение утилизованных покрышек на элементы плоскостями, направленными по хордам, соединение элементов посредством стяжного устройства с обеспечением их плотного примыкания друг к другу, перед разделением покрышки ее внешнюю поверхность шерхуют до полного удаления бескордового слоя резины и осуществляют резку покрышки, отделяя протекторную часть для разделения ее на элементы, затем шерхуют отделенную протекторную часть с внутренней стороны. После операции разделения шерхованные поверхности элементов покрывают склеивающим герметиком для соединения. При соединении элементы сплачивают до образования прямоугольного блока, который затем подвергают операциям нагружения-разгрузки путем сжатия в осевом направлении до полного устранения зазоров, разгрузки до получения нулевого значения нагрузки, повторного плавного сжатия до получения необходимого размера плиты и фиксации его. Операции нагружения-разгрузки и фиксацию полученных размеров производят последовательно по трем осям плиты.
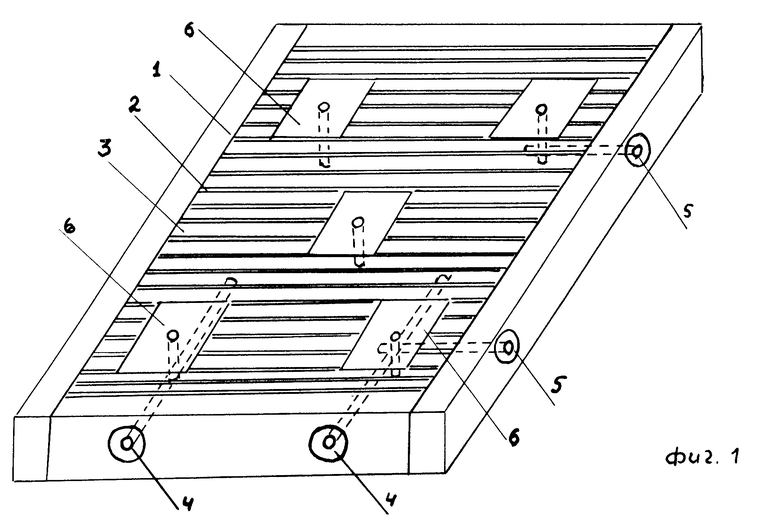
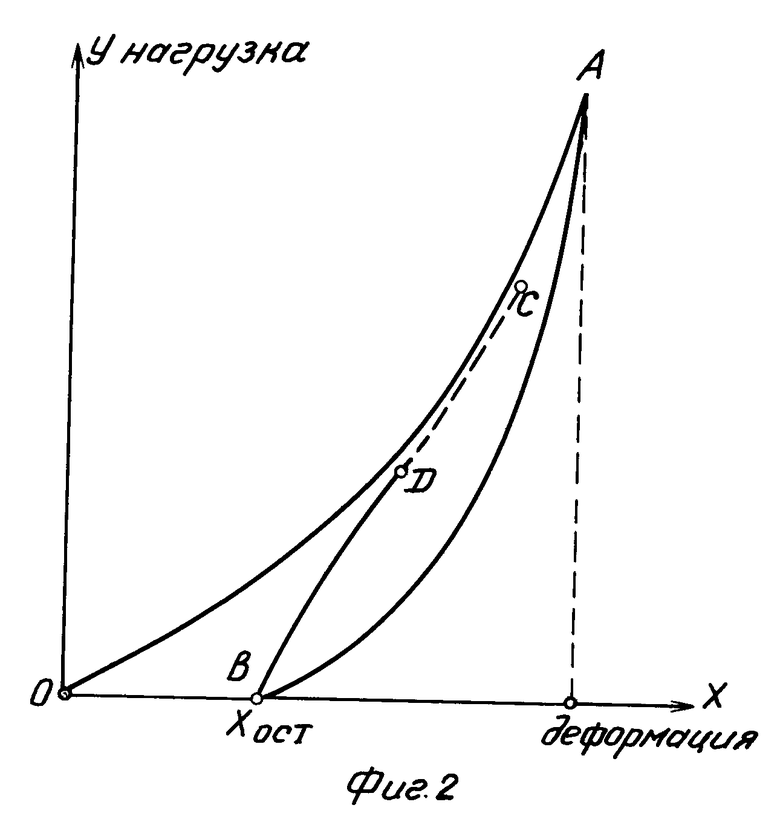
На фиг. 1 показана плита, аксонометрия; на фиг. 2 типовой гистерезисный цикл "нагружение-разгрузка" вдоль любой из главных осей плиты.
Способ осуществляется следующим образом.
С протекторов утилизованных шин шерховкой вначале удаляют бескордовый слой резины, затем из них вырезают замкнутые шерхованные с внешней стороны протекторные ленты, производят их шерховку с внутренней стороны в тонком поверхностном слое, после чего ленты режутся на сегменты необходимой длины. На шерхованные поверхности сегментов 1 наносятся слои 2 клея до полного выравнивания поверхностей. Покрытые клеем сегменты сплачиваются до образования блока 3 в форме параллелепипеда. Вначале этот блок плавно нагружают вдоль оси, перпендикулярной шерхованным поверхностям сплачивания, до получения максимально необходимой деформации сжатия (на гистерезисном цикле "нагружение-разгрузка" этому соответствует движение изображающей точки по кривой ОА), затем нагрузку плавно снимают до нуля (на гистерезисном цикле движение точки совершается по кривой АВ, при этом из-за устранения зазоров наблюдается остаточная дефоpмация (ей соответствует отрезок ОВ на оси деформации). Наконец, плита вновь плавно нагружается до получения необходимой рабочей деформации (на гистерезисном цикле ей соответствует рабочая точка С), после чего производится фиксация полученного размера плиты вдоль оси нагрузки-разгрузки с помощью механической стяжки 4. В аналогичном порядке производится нагрузка-разгрузка плиты и вдоль других двух осей. При этом фиксация достигнутых размеров плиты производится с помощью стяжек 5 и 6.
П р и м е р. Для сборки плиты размером 1 х 1 м2 и высотой 0,25 м требуются 75 протекторных вырезок из шин марки 320-508Р длиной 1,05 м, шириной 0,28 м и с толщиной 0,015 м. После сплачивания со склеиванием набор в виде параллелепипеда из 75 сегментов имеет размер вдоль оси, перпендикулярной к поверхности сплачивания, равный 1,125 м. Необходимое максимальное деформирование производится до размера 0,95 м, уменьшение нагрузки сжатия до нуля приводит к размеру 1,08 м, после чего нагрузку вновь увеличивают до достижения необходимого размера в 1,0 м. Полученный размер плиты фиксируется с помощью стяжки, например, в виде стержней, пропускаемых через соосные отверстия в сегментах. Аналогичным путем совершается нагружение-разгрузка вдоль других осей плиты. При этом величины деформаций получаются значительно меньшими в связи с ужесточением плиты при циклическом деформировании в процессе первой операции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ТРУБЫ ИЗ УТИЛИЗОВАННЫХ ШИН | 1992 |
|
RU2049948C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК | 1992 |
|
RU2010708C1 |
| ПЕРЕГОРАЖИВАЮЩЕЕ СООРУЖЕНИЕ И СПОСОБ ЕГО СБОРКИ | 1992 |
|
RU2044823C1 |
| Способ сборки трубы из утилизованных шин | 1991 |
|
SU1810713A1 |
| Плотина | 1985 |
|
SU1323643A1 |
| Почвообрабатывающий каток | 1985 |
|
SU1396976A1 |
| Стена временного сооружения | 1990 |
|
SU1728412A1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 57 мм | 2024 |
|
RU2828118C1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 70 мм | 2024 |
|
RU2827633C1 |
| Пневматическая шина для двухколесного транспортного средства с номинальной шириной профиля 100 мм | 2024 |
|
RU2827251C1 |
Использование: для изготовления плит для стен, потолков, полов различных сооружений, покрытий дорог. Сущность изобретения: способ включает разделение утилизированных покрышек на элементы плоскостями, направленными по хордам, соединение элементов посредством стяжного устройства с обеспечением их плотного примыкания друг к другу. Перед разделением покрышки ее внешнюю поверхность шерхуют до полного удаления безкордового слоя резины и осуществляют резку покрышки, отделяя протекторную часть для разделения ее на элементы. Затем шерхуют отделенную протекторную часть с внутренней стороны. После операции разделения шерхованные поверхности элементов покрывают склеивающим герметиком для соединения. При соединении элементы сплачивают до образования прямоугольного блока, который затем подвергают операциям нагружения-разгрузки путем сжатия в осевом направлении до полного устранения зазоров, разгрузки до получения нулевого значения нагрузки, повторного плавного сжатия до получения необходимого размера плиты и фиксации его. Операции нагружения-разгрузки и фиксацию полученных размеров производят последовательно по трем осям плиты. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТЫ, включающий разделение утилизированных покрышек на элементы плоскостями, направленными по хордам, соединение элементов посредством стяжного устройства с обеспечением их плотного примыкания друг к другу, отличающийся тем, что перед разделением покрышки ее внешнюю поверхность шерхуют до полного удаления безкордового слоя резины и осуществляют резку покрышки, отделяя протекторную часть для разделения ее на элементы, затем шерхуют отделенную протекторную часть с внутренней стороны, после осуществления операции разделения шероховатые поверхности элементов покрывают склеивающим герметиком для соединения, а при соединении элементы сплачивают до образования прямоугольного блока, который затем подвергают операциям нагружение-разгрузка путем сжатия в осевом направлении до полного устранения зазоров, разгрузки до получения нулевого значения нагрузки, повторного плавного сжатия до получения необходимого размера плиты и фиксации его, причем операции нагружение-разгрузка и фиксация полученных размеров производят последовательно по трем осям плиты.
| Покрытие дороги | 1985 |
|
SU1330228A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
