Изобретение относится к строительству и может быть применено при сооружении мостов, водопропуcкных труб, покрытий откосов, виброудароизолирующих фундаментов и других объектов.
Известен способ сборки трубы из утилизованных шин, заключающийся в отборе определенного количества одинаковых по типоразмеру шин, состыковки их одна с другой по боковинам до образования цилиндрического блока и скрепления их между собой по бортовым кольцам [1]
Известен способ сборки трубы из утилизованных шин, заключающийся в отборе определенного количества одинаковых по типоразмеру шин, вырезании из них сектора с центральным углом αo, где αo предельное значение угла, зависящее от диаметра шины, состыковки шин с вырезом одна с другой по боковинам до образования разрезанного по образующей цилиндрического блока, скрепления их по отрезкам бортовых колец и замыкания блока в цилиндр с помощью тросов [2]
Недостатками таких труб являются большой расход остродефицитной чистой резины без корда, составляющей по объему большую часть протектора шины, пониженные жесткость и демпфирование как в осевом и радиальном направлениях, так и при изгибе, герметичность.
Известен способ сборки трубы из боковин, вырезанных из утилизованных шин одного типоразмера, заключающийся в покрытии боковин как с внешней, так и внутренней стороны склеивающим герметиком, состыковки боковин друг с другом до образования цилиндрического блока, который вначале плавно деформируют сжимающей нагрузкой до устранения зазоров, затем нагрузку плавно снижают до нулевого значения и затем вновь увеличивают нагрузку до получения необходимой длины трубки с фиксацией ее с помощью осевого стяжного элемента. Сжатую в осевом направлении трубу с круглой формой сечения вначале плавно деформируют в радиальном направлении сжимающей нагрузкой до устранения зазоров, затем нагрузку плавно снижают до нулевого значения и затем вновь увеличивают до получения необходимых длин осей эллиптического сечения трубы [3]
Недостатками этой трубы являются сравнительно небольшие грузоподъемность, жесткость и демпфирование как в осевом и радиальном направлениях, так и при изгибе, обусловленные тонким слоем корда в боковинных частях шин.
Техническим результатом являются снижение расхода остродефицитной чистой протекторной резины без корда, увеличение грузоподъемности трубы, ее жесткости и демпфирования как при нагружении в осевом и радиальном направлениях, так и при изгибе, герметичности.
Это достигается тем, что перед сборкой трубы у отобранных шин одного типоразмера шерховкой полностью удаляют бескордовый слой протектора, далее шины шерхуют в тонком поверхностном слое как с внешней стороны боковин, так и с внутренней стороны тороида шины, покрывают шерхованные поверхности слоями склеивающего герметика, после чего подготовленные таким образом шины состыковываются друг с другом до образования цилиндрического блока, который вначале плавно нагружают в осевом направлении до максимально необходимой деформации сжатия, затем нагрузку плавно снижают до нулевого значения (при этом наблюдается остаточная деформация из-за устpанения зазоров) и затем вновь плавно нагружают до получения нужной длины трубы, после чего труба фиксируется по длине с помощью осевых стяжных элементов. Собранная в таком виде труба с осевым напряжением состоянием плавно нагружается в одном из радиальных направлений до максимально необходимой деформации (при этом получается эллиптическая форма трубы), затем нагрузка плавно снижается до нулевого значения (при этом наблюдается радиальная остаточная деформация) и вновь плавно нагружают до получения необходимых длин осей эллипса, после чего эллиптическая форма трубы фиксируется с помощью контурных стяжных элементов.
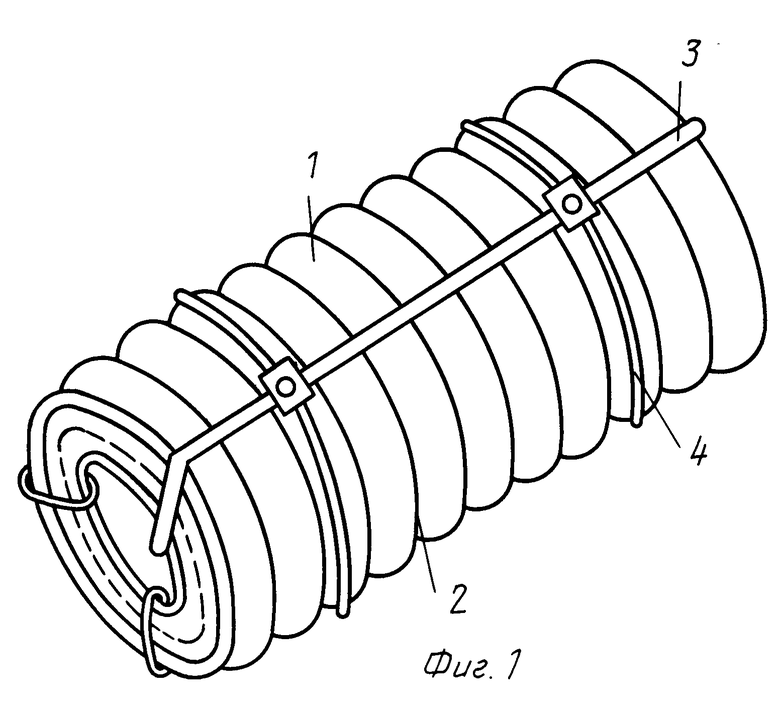
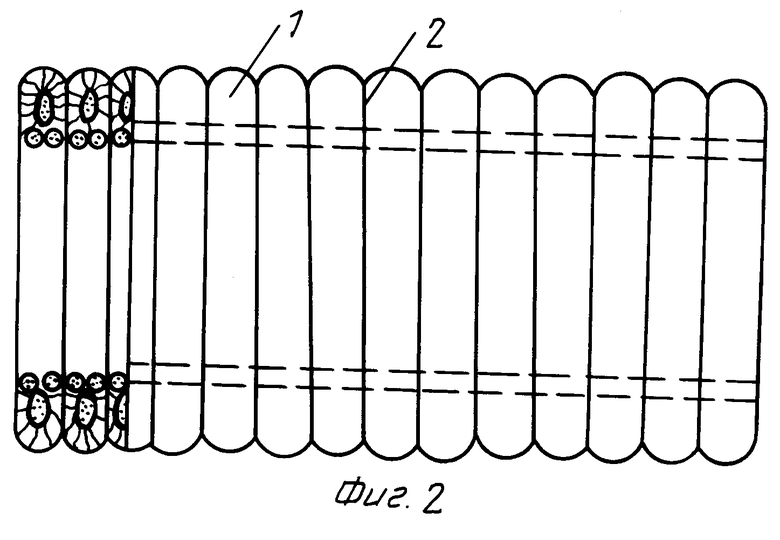
На фиг. 1 показана труба в аксонометрическом виде; на фиг. 2 то же, вид сбоку с частичным сечением в осевой плоскости; на фиг. 3 типовой гистерезисный цикл "нагружение-разгрузка" трубы как при осевом, так и радиальном нагружении.
Перед сборкой трубы у отобранных шин 1 шерховкой полностью удаляется бескордовый (из чистой резины) слои протектора, затем эти же шины дополнительно шерхуются в тонком поверхностном слое с внешней стороны обеих боковин и изнутри тороида полностью, после чего на внешней и внутренней поверхностях полностью шерхованных шин наносят слои склеивающего герметика 2. Подготовленные таким образом шины состыковываются друг с другом до образования цилиндрического блока, который вначале плавно нагружают в осевом направлении до получения максимально не- обходимой деформации сжатия (на гистерезисном цикле "нагружение-разгрузка" движение изображающей точки совершается кривой ОА), затем нагрузка также плавно снижается до нулевого уровня (соответствующее движение изображающей точки на гистерезисном цикле совершается по кривой АВ до получения остаточной деформации χo) и вновь плавно нагружается по кривой ВС до рабочей точки Д, положение которой определяется необходимой длиной трубы, после чего труба фиксируется по длине с помощью осевых стяжных элементов 3. Собранная в таком виде труба плавно нагружается в одном из радиальных направлений до максимально необходимой радиальной деформации сжатия (при этом получается эллиптическая форма трубы), затем радиальная нагрузка также плавно уменьшается до нулевого уровня, после чего снова производится плавное нагружение до необходимого значения радиального сжатия (при этом ход изображающей точки на плоскости "нагрузка-деформация" происходит в указанном выше порядке), па полученная при этом форма сечения трубы фиксируется с помощью контурных элементов 4.
К примеру, в случае применения шерхованных шин типа 320-508Р (грузовые шины), мы имеем толщину бортового кольца порядка 40 мм (толщина боковины и кордной части протектора несколько меньше). Для сборки двухметровой трубы без предварительного обжатия потребовалось бы 25 штук шерхованных шин указанного типа. Однако труба при этом была бы весьма податлива при нагруженных как в осевом и радиальном направлениях, так и при изгибе. Поэтому для сборки достаточно жесткой трубы необходимо брать 30 штук шерхованных шин (при этом длина трубы, несжатой в осевом направлении, равна 240 см). Максимальное сжатие набора цилиндрического блока из 30 шерхованных шин осуществляется на 48 см (при этом нагрузка достигает величины порядка 9500 кг, а длина трубы равна 192 см), разгрузка до нуля приводит к остаточной деформации порядка 20 см (длина трубы 220 см) и, наконец, дополнительная деформация еще на 20 см (предварительная нагрузка достигает 6500 кг) приводит к нужной длине трубы в 200 см.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки трубы из утилизованных шин | 1991 |
|
SU1810713A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТЫ | 1992 |
|
RU2035559C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК | 1992 |
|
RU2010708C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ-ОБОЛОЧКИ ИЗ УТИЛИЗОВАННЫХ ШИН | 1992 |
|
RU2019415C1 |
| ПЕРЕГОРАЖИВАЮЩЕЕ СООРУЖЕНИЕ И СПОСОБ ЕГО СБОРКИ | 1992 |
|
RU2044823C1 |
| Плотина | 1985 |
|
SU1323643A1 |
| Тара для сыпучих грузов | 1985 |
|
SU1330026A1 |
| Устройство для образования вентиляционного канала в скирдах | 1985 |
|
SU1296048A1 |
| Плотина | 1988 |
|
SU1587115A1 |
| Виброизолирующая опора трубопровода | 1985 |
|
SU1295129A1 |

Сущность изобретения: отбирают одинаковые по типоразмеру шины. Затем полностью удаляют бескордовый слой протектора и резины. Шины с внешней стороны обеих боковин и внутри по всей поверхности тороида придают шероховатость. Стыкуемые поверхности покрывают слоями склеивающего герметика до образования цилиндрического блока. Блок сначала плавно сжимают в осевом направлении до устранения зазоров, затем плавно разгружают до получения нулевого значения нагрузки при полном устранении зазоров. После этого производят повторное плавное осевое сжатие до получения необходимой длины трубы с фиксацией этой длины осевым стяжным элементом. Сжатую в осевом направлении трубу с круглой формой сечения плавно сжимают в радиальном направлении до получения эллиптической формы сечения. Затем радиальную нагрузку сжатия плавно снижают до нуля при устранении зазоров и вновь плавно увеличивают до получения необходимых длин осей эллиптического сечения труб с фиксацией полученного радиального сжатия контурными стяжками. 3 ил.
СПОСОБ СБОРКИ ТРУБЫ ИЗ УТИЛИЗОВАННЫХ ШИН, заключающийся в отборе одинаковых по типоразмеру шин, состыковки их одна с другой с предварительным покрытием стыкуемых поверхностей слоями склеивающего герметика до образования цилиндрического блока, который сначала плавно сжимают в осевом направлении до устранения зазоров, затем плавно разгружают до получения нулевого значения нагрузки при полном устранении зазоров, после чего производят повторное плавное осевое сжатие до получения необходимой длины трубы с фиксацией этой длины с помощью осевого стяжного элемента, сжатую в осевом направлении трубу с круглой формой сечения вначале плавно сжимают в радиальном направлении до получения эллиптической формы сечения, затем радиальную нагрузку сжатия плавно снижают до нуля при устранении зазоров и вновь плавно увеличивают до получения необходимых длин осей эллиптического сечения трубы с фиксацией полученного радиального сжатия с помощью контурных стяжек, отличающийся тем, что у отобранных для сборки трубы шин полностью удаляют бескордовый слой протектора и резины, затем перед нанесением слоев склеивающего герметика шинам с внешней стороны обеих боковин и внутри по всей поверхности торроида придают шероховатость.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ сборки трубы из утилизованных шин | 1991 |
|
SU1810713A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
