Изобретение относится к измерительной технике для контроля линейных размеров в области машиностроения и приборостроения, в частности к средствам контроля отклонения формы и расположения поверхностей.
Известны различные устройства для контроля указанных отклонений, например устройство для контроля неплоскостности торца и его неперпендикулярности к оси отверстия [1]
Наиболее близким техническим решением, выбранным в качестве прототипа, является прибор для контроля неперпендикулярности торца к оси отверстия [2] содержащий оправку, два центрирующих мостика, прикрепленных к оправке по ее длине, державку, установленную на оправке и снабженную регулируемым упором, эталонный диск, расположенный под державкой перпендикулярно оси оправки и жестко связанный с оправкой, сепаратор с шариками, находящимися между эталонным диском и державкой и контактирующими с их поверхностями, а также индикатор, закрепленный на державке.
Центрирующий мостик представляет собой втулку, жестко связанную с оправкой. Во втулке в одной плоскости выполнены три радиальных отверстия через 120о, в которых установлены пальцы со сферическими торцами, два неподвижно, а третий подвижно и подпружинен. Благодаря последнему пальцу осуществляется выборка зазоров и контакт всех пальцев со стенками отверстий контролируемого изделия и центрирование оси оправки прибора.
Недостатком устройства является погрешность измерения, которая возникает за счет разности фактических размеров пальцев.
Целью изобретения является повышение точности измерения прибора.
Это достигается тем, что в приборе, содержащем оправку в виде втулки с эталонной торцовой поверхностью и закрепленные на оправке с возможностью поворота относительно ее оси и взаимодействия с эталонной торцовой поверхностью державку с индикатором и механизм центрирования изделия, на цилиндрической поверхности оправки выполнен сквозной радиальный паз, центрирующий механизм выполнен в виде размещенного в пазу с возможностью перемещения вдоль него и фиксации прижима, предназначенного для взаимодействия с валом, а прибор снабжен шарнирно закрепленным на державке равноплечим рычагом, одно плечо которого предназначено для взаимодействия с торцом контролируемого вала, а другое с индикатором. С помощью прижима изделие приводится в соприкосновение образующей вала на заданной длине со стенкой отверстия оправки, тем самым ось вала выставляется перпендикулярно эталонной торцовой поверхности оправки.
На фиг. 1 представлен прибор, общий вид по сечению А-А; на фиг. 2 то же, план; на фиг. 3 сечение Б-Б на фиг. 1.
Прибор для контроля формы и расположения поверхности изделия содержит оправку 1 с эталонной торцовой поверхностью 2. На оправке установлена съемная державка 3 с индикатором 4, закрепленным с державкой при помощи стойки 5. Державка имеет паз 6 для обеспечения свободного прохода через изделие при ее установке в приборе. Снизу к державке прикреплен сепаратор 7 с тремя шариками 8, контактирующими сверху с дном кольцевой оправки державки и снизу с эталонной поверхностью оправки.
Индикатор снабжен равноплечим рычагом 9 на оси 10 стойки, имеющим контакт с торцом 11 контролируемого изделия 12 и измерительным наконечником индикатора. В оправке имеется охватывающее контролируемое изделие отверстие 13. Перпендикулярно оси отверстия выполнен паз, в котором расположен прижим 14, отжимаемый от изделия возвратными пружинами 15, установленными на винтах 16. Для перемещения прижима к изделию предназначен винт 17, ввернутый в посаженное на оправке кольцо 18, поддерживаемое снизу шайбой 19.
Прибор работает следующим образом. Контролируемое изделие 12 вводится в отверстие 13 оправки 1, на которую устанавливается державка 3 с индикатором 4, сепаратором 7 с шариками 8. Винтом 17 прижим 14 перемещается к изделию, выбирая зазор между противоположной образующей цилиндрической поверхности контролируемого вала изделия и отверстия оправки. При этом ось вала устанавливается перпендикулярно эталонной поверхности 2 оправки. Отсчетный узел индикатора 4 настраивается на ноль при контакте концов рычага 9 с контролируемым торцом 11 и измерительным наконечником индикатора, после чего осуществляется поворот державки на 360о. По разности показаний индикатора определяется величина биения контролируемого торца 11 относительно оси вала контролируемого изделия 12.
При вывинчивании винта 17 контролируемое изделие освобождается и с помощью пружин 15 прижим 14 возвращается в исходное положение. Державка 3 с индикатором снимается с оправки, после чего из него извлекается контролируемое изделие.
Прибор, в котором центрирующий механизм выполнен в виде прижима, установленного в перпендикулярном к оси пазу оправки, повышает точность измерения за счет сокращения количества высокоточноных деталей, составляющих центрирующий механизм, и соответствующего сокращения количества погрешностей в деталях центрирующего механизма.
Данный прибор может быть использован для контроля биения торцовых поверхностей цилиндрических валов с высокой точностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля неплоскостности торца и его неперпендикулярности к оси отверстия | 1978 |
|
SU868314A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ НЕПЕРПЕНДИК^№^Ша1?;Н1^;:?11„_ ТОРЦА К ОСИ ОТВЕРСТИЯ | 1970 |
|
SU261712A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ БИЕНИЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ОТНОСИТЕЛЬНО ОСИ ОТВЕРСТИЯ | 1973 |
|
SU381862A1 |
| Устройство для контроля неплоскостности торца и его неперпендикулярности к оси отверстия | 1984 |
|
SU1227936A1 |
| Устройство для контроля взаимного расположения поверхностей | 1986 |
|
SU1366864A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СООСНОСТИ ДЕТАЛЕЙ, СТЫКУЕМЫХ ПО ВЕРТИКАЛИ | 2023 |
|
RU2805190C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ | 2011 |
|
RU2485478C1 |
| Оправка переналаживаемая для контроля отверстий | 1990 |
|
SU1763865A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Устройство для центрирования деталей | 1980 |
|
SU1004743A1 |
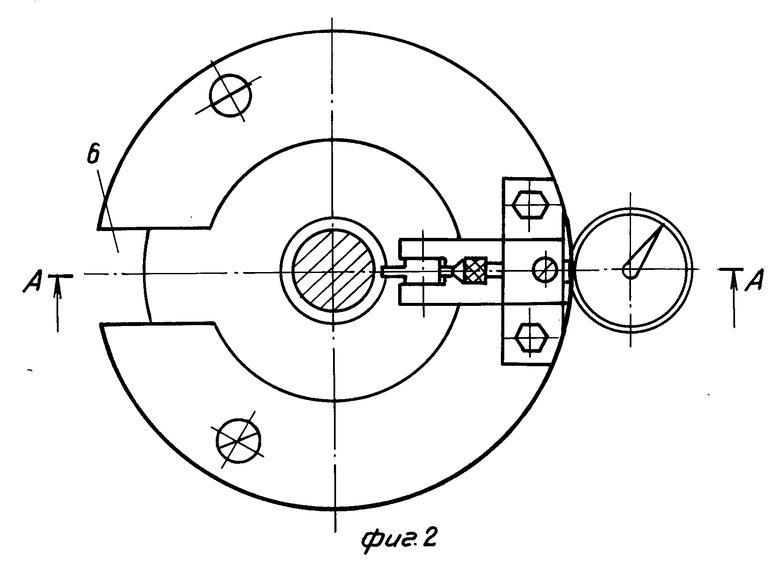

Изобретение относится к измерительной технике и может быть использовано для контроля отклонения формы и расположения поверхностей. Цель изобретения - повышение точности контроля. Это достигается за счет того, что на оправке 1 с эталонной поверхностью 2 закреплена державка 3 с индикатором 4 посредством стойки 5. К державке 3 прикреплен сепаратор 7 с тремя шариками, контактирующие с дном и эталонной поверхностью оправки. На оси 10 закреплен рычаг 9, одно плечо которого контактирует с измерительным стержнем индикатора, а другое - с торцом 11 контролируемого изделия 12. В пазу оправки размещен прижим, поджимающий изделие 12 к внутренней поверхности отверстия 13 посредством винта 17, ввернутого в кольцо. Прижим 14 отжимается от изделия посредством пружин 15, установленных на винтах 16. 3 ил.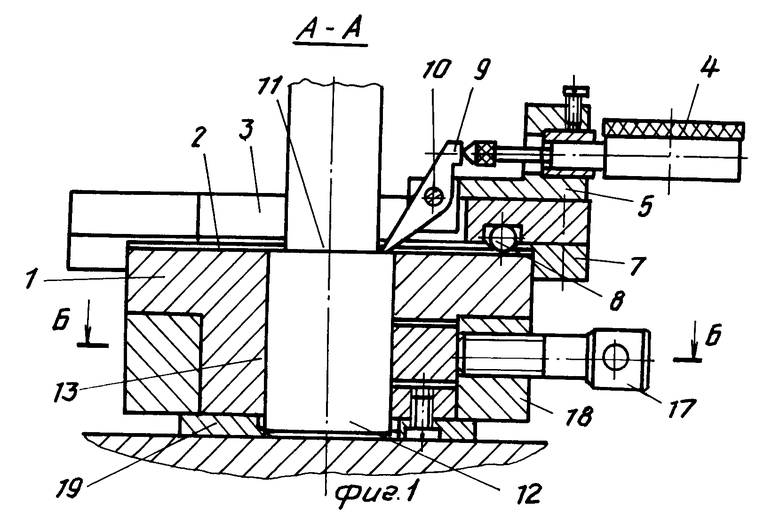
ПРИБОР ДЛЯ КОНТРОЛЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЯ, содержащий оправку в виде втулки с эталонной торцевой поверхностью и закрепленные на оправке с возможностью поворота относительно ее оси и взаимодействия с эталонной торцевой поверхностью державку с индикатором и механизм центрирования изделия, отличающийся тем, что, с целью повышения точности контроля биения торца вала относительно его оси, на цилиндрической поверхности оправки выполнен сквозной радиальный паз, центрирующий механизм выполнен в виде размещенного в пазу с возможностью перемещения вдоль него и фиксации прижима, предназначенного для взаимодействия с валом, а прибор снабжен шарнирно закрепленным на державке равноплечим рычагом, одно плечо которого предназначено для взаимодействия с торцом контролируемого вала, а другое с индикатором.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ НЕПЕРПЕНДИК^№^Ша1?;Н1^;:?11„_ ТОРЦА К ОСИ ОТВЕРСТИЯ | 0 |
|
SU261712A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
