Изобретение относится к металлургии, в частности к прокатке, волочению и очистке от окалины.
Известно устройство абразивно-порошковой очистки проката от окалины содержащее рабочую камеру с входным отверстием для очищаемого проката, совмещенным с отверстием для выхода абразивного порошка, смешанного с окалиной, механизм нагнетания в рабочую камеру абразивного порошка, снабженный приемным бункером для абразивного порошка, вибросито для сепарации абразивного порошка от окалины и элеватор для подачи абразивного порошка в приемный бункер.
Недостатками устройства-аналога являются потери абразивного порошка при сепарации на вибросите, загрязнение воздуха пылевидной окалиной, сложность и металлоемкость изготовления системы циркуляции и сепарации абразивного порошка, необходимость затрат энергии на привод вибросита и элеватора.
Наиболее близким техническим решением к изобретению является устройство абразивно-порошковой очистки проката от окалины, содержащее рабочую камеру с входным отверстием для очистки проката, совмещенным с отверстием для выхода абразивного порошка, смешанного с окалиной, механизм нагнетания в рабочую камеру абразивного порошка, снабженный приемным бункером, систему циркуляции, сепарации и обеспыливания абразивного порошка, выполненную в виде трубопровода с диффузором и двумя соосными отверстиями, одно из которых служит для ввода очищаемого проката и абразивного порошка, смешанного с окалиной, а другое для вывода очищаемого проката, причем трубопровод соединен с одной стороны с приемным бункером, а с другой стороны со средством нагнетания газового потока.
Это устройство, принятое за прототип, используется преимущественно для очистки проволоки и мелких сортовых профилей и в нем совмещены процессы циркуляции, сепарации и обеспыливания абразивного порошка, за счет чего исключаются потери абразивного порошка при сепарации, загрязнение воздуха пылевидной окалиной, снижается сложность и металлоемкость изготовления системы сепарации, исключены вибросито, элеватор, а следовательно, и энергетические затраты на привод вибросита и элеватора.
Однако недостаток устройства-прототипа заключается в его ограниченных функциональных возможностях: его нельзя применять для очистки листового и крупного сортового проката из-за того, что диффузор размещен в зоне расположения указанных соосных отверстий. В результате упомянутые виды проката невозможно транспортировать через эти соосные отверстия, так как прокат должен пересекать трубопровод в месте, где расположен диффузор, а габариты поперечного листового и крупного сортового проката значительно больше диаметра диффузора и соответствующего ему диаметра трубопровода.
В результате листовой и крупный сортовой прокат вынуждены обрабатывать в устройствах, содержащих вибросита и элеваторы, что требует значительных материальных и энергетических затрат.
Целью изобретения является расширение технологических возможностей устройства за счет очистки листового и крупного сортового проката.
Это достигается тем, что предлагаемое устройство абразивно-порошковой очистки проката от окалины, снабжено дополнительной камерой, патрубок выполнен составным, дополнительная камера размещена между составными частями патрубка и соединена с ними своей верхней частью, а в трубопроводе в месте расположения диффузора выполнено гнездо для монтажа нижней части дополнительной камеры.
Указанные технические решения обеспечивают следующие преимущества предлагаемого устройства.
Введение в состав устройства дополнительной камеры позволяет отделить в пространстве зону, где расположен патрубок для сквозного пропуска очищаемого проката, от зоны расположения участка трубопровода с диффузором и средством нагнетания газового потока, способного транспортировать смесь абразивного порошка и окалины. Разделение в пространстве указанных зон позволяет выбрать размеры патрубка по габаритам поперечного сечения очищаемого проката независимо от ограниченных габаритов участка трубопровода с диффузором и средством нагнетания газового потока. Причем цель достигается с минимальными энергетическими затратами благодаря тому, что гнездо для монтажа дополнительной камеры в трубопроводе ниже патрубка для прохода очищаемого проката.
В результате смесь абразивного порошка окалины, попадая в дополнительную камеру в ее верхней части, имеет возможность падать вниз под действием силы тяжести, а также под действием вакуума, создаваемого в нижней части диффузором, способствующего освобождению от абразивного порошка верхней поверхности очищаемого проката.
Сочетание силы тяжести и потока воздуха, вызванного разностью давлений его по высоте, обеспечивает транспортировку смеси абразивного порошка и окалины с минимальными энергетическими затратами.
Таким образом, введение дополнительной камеры, в которой патрубок для прохода очищаемого проката и гнездо для монтажа дополнительной камеры в трубопроводе, разделены в пространстве и по высоте, позволяет применить для очистки листового и крупного сортового проката устройство с пневматической системой циркуляции и сепарации абразивного порошка, которое раньше можно было использовать только для очистки проволоки и мелких сортовых профилей. В результате отпадает необходимость производить дополнительные материальные и энергетические затраты, связанные с использованием вибросита и элеватора.
Так как гнездо для монтажа нижней части дополнительной камеры в трубопроводе осуществлено на участке этого трубопровода, в котором установлен диффузор, то за счет высокой скорости потока, создаваемой средством нагнетания газового потока, в зоне соединения статическое давление потока становится меньше наружного давления воздуха, вследствие чего происходит подсос воздуха из дополнительной камеры, и за счет этого не происходит выбивания пылевидной окалины через патрубок для прохода проката.
Таким образом, предложенное устройство создает возможность очистки листового и крупного сортового проката и снижает материальные и энергетические затраты на транспортировку, сепарацию и обеспыливание абразивного порошка.
На чертеже показано устройство абразивно-порошковой очистки проката от окалины продольный разрез.
Устройство содержит рабочую камеру 1 с входным отверстием 2 для прохода абразивного порошка 3 из приемного бункера 4, составным патрубком 5 (а, б) для прохода очищаемого проката 6 и абразивного порошка 3, смешанного с окалиной 7.
Механизм нагнетания абразивного порошка 3 в рабочую камеру выполнен в виде шнека 8, снабженного приводом 9. Шнек 8 имеет осевой канал 10 для прохода очищаемого проката 6. Устройство содержит также систему циркуляции, сепарации и обеспыливания абразивного порошка, включающую трубопровод 11 с диффузором 12, соединенный с одной стороны с приемным бункером 4, а, с другой со средством нагнетания газового потока, выполненным в виде эжектора 13, дополнительную камеру 14, расположенную между рабочей камерой 1 и диффузором 12. В стенке 15 трубопровода 11, на участке, в котором установлен диффузор 12, выполнено гнездо 16 для монтажа нижней части 17 дополнительной камеры 14. В верхней части 18 дополнительная камера 14 соединена с составными частями патрубка 5. Часть патрубка 5а служит для ввода в дополнительную камеру 14 очищаемого проката 6, выходящего из рабочей камеры 1, а также захватываемого силами трения абразивного порошка 3, смешанного с окалиной 7. Часть патрубка 5б служит для вывода очищаемого проката 6. С приемным бункером 4 соединен с помощью трубы 19 циклон 20, снабженный фильтром 21.
Внутри приемного бункера 4 расположен отбойник 22 газового потока, транспоpтирующего смесь абразивного порошка 3 и окалины 7. Указанные узлы смонтированы на основании 23.
Устройство работает следующим образом.
Включают магистраль сжатого воздуха. В результате через эжектор 13 и диффузор 12 по трубопроводу 11 начинает нагнетаться газовый поток. Одновременно очищаемый прокат 6 через осевой канал 10 шнека 8 подают в рабочую камеру 1. Шнеком 8 в рабочую камеру нагнетают абразивный порошок 3, поступающий из приемного бункера 4 через отверстие 2. При протягивании очищаемого проката 6 через уплотненный шнеком 8 абразивный порошок 3 в рабочей камере происходит очистка проката 6 от окалины 7, при этом абразивный порошок 3 смешивается с окалиной.
Затем очищаемый прокат 6 и абразивный порошок 3, смешанный с окалиной 7, через часть патрубка 5а поступает в дополнительную камеру 14. Очищаемый прокат 6 через часть патрубка 5б выходит из устройства, а абразивный порошок 3, смешанный с окалиной 7, под действием силы тяжести и разности давлений воздуха, создаваемой диффузором 12, поступает сначала в нижнюю часть 17 промежуточной камеры 14, а затем через гнездо 16 для монтажа нижней части 17 промежуточной камеры 14 в систему циркуляции, сепарации и обеспыливания абразивного порошка 3.
Разделение в дополнительной камере 14 патрубка 5 и гнезда 16 по высоте позволяет применять устройство для очистки листового и крупного сортового проката с данной системой циркуляции, сепарации и обеспыливания абразивного порошка, а также сэкономить энергию за счет использования сил тяжести и вакуума, создаваемого диффузором 12.
В диффузоре 12 абразивный порошок 3, смешанный с окалиной 7, подхватывается газовым потоком, создаваемым средством нагнетания газового потока, и транспортируется в приемный бункер 4. За счет разности плотностей и диаметров частиц абразивного порошка 3 и окалины 7 в трубопроводе 11 и приемном бункере 4 происходит сепарация абразивного порошка 3 от окалины 7. Вследствие расширения тракта транспортирования в месте соединения трубопровода 11 с приемным бункером 4 скорость газового потока падает, и более крупные и тяжелые частицы абразивного порошка 3 поступают в нижнюю часть приемного бункера 4, а более легкие и мелкие частицы окалины 7 транспортируются газовым потоком, обладающим достаточной для этого скоростью, в циклон 20.
Отбойник 22, установленный в месте соединения трубопровода 11 с приемным бункером 14, препятствует выносу за счет инерции частиц абразивного порошка 3 в циклон 20, при этом от ударов частиц абразивного порошка 3 об отбойник 22 происходит отделение от частиц абразивного порошка налипших частиц пылевидной окалины 7, что улучшает качество сепарации. В циклоне 20 частицы окалины 7 оседают, а наиболее мелкая пылевидная окалина улавливается фильтром 21, установленном на выходе из циклона 20.
Таким образом, применение предложенного устройства позволяет создать возможность очистки листового и крупного сортового проката и снизить материальные и энергетические затраты на транспортировку, сепарацию и обеспыливание абразивного порошка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1990 |
|
RU2030938C1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1992 |
|
RU2086321C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЛИСТОВОГО ПРОКАТА ОТ ОКАЛИНЫ | 1996 |
|
RU2108880C1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ КРУГЛОГО ПРОКАТА ОТ ОКАЛИНЫ | 1989 |
|
RU2033289C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1990 |
|
RU2030939C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1990 |
|
RU2061568C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНОГО ЦИЛИНДРИЧЕСКОГО ПРОКАТА ОТ ОКАЛИНЫ | 1996 |
|
RU2108177C1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1993 |
|
RU2060851C1 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКА МЕХАНИЗМА НАГНЕТАНИЯ ДАННОГО УСТРОЙСТВА | 1996 |
|
RU2113299C1 |
Изобретение относится к адъюстажному оборудованию прокатных цехов, в частности к устройствам абразивно-порошковой очистки проката от окалины. Цель изобретения - расширение технологических возможностей за счет очистки листового и крупного сортового проката. При протягивании очищаемого проката 6 через абразивный порошок 3, находящийся в рабочей камере, происходит очистка проката от окалины. Абразивный порошок с окалиной попадает далее в дополнительную камеру 14 и через ее нижнюю часть - в диффузор 12, откуда благодаря средству нагнетания газового потока в виде эжектора 13 порошок попадает в трубопровод 11, приемный бункер 4 и снова в рабочую камеру 1 посредством шнека 8, а окалина - в циклон 20. 1 ил.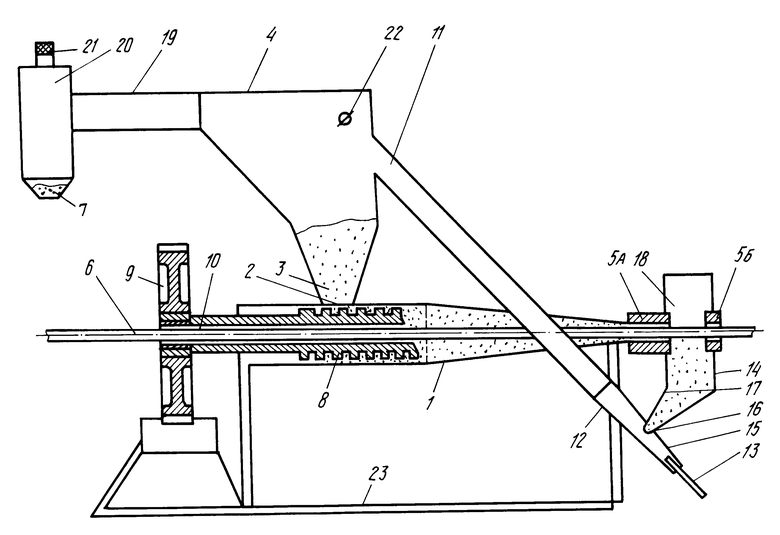
УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ, содержащее рабочую камеру с входным отверстием для прохода абразивного порошка из приемного бункера, соединенный с выходным отверстием рабочей камеры патрубок для прохода очищаемого проката и абразивного порошка, размещенный в рабочей камере шнек с каналом для прохода очищаемого проката, систему циркуляции, сепарации и обеспыливания абразивного порошка, включающую трубопровод с диффузором и средством нагнетания газового потока, при этом трубопровод с одной стороны соединен с приемным бункером, а с другой стороны со средством нагнетания газового потока, отличающееся тем, что, с целью расширения технологических возможностей за счет очистки листового и крупного сортового проката, оно снабжено дополнительной камерой, патрубок выполнен составным, дополнительная камера размещена между составными частями патрубка и соединена с ними своей верхней частью, а в трубопроводе в месте расположения диффузора выполнено гнездо для монтажа нижней части дополнительной камеры.
| Авторское свидетельство СССР N 1814792, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
