Изобретение относится к металлургической промышленности, в частности к устройствам абразивно-порошковой очистки проката от окалины.
Цель изобретения сократить энергетические, эксплуатационные и капитальные затраты, уменьшить габариты устройства.
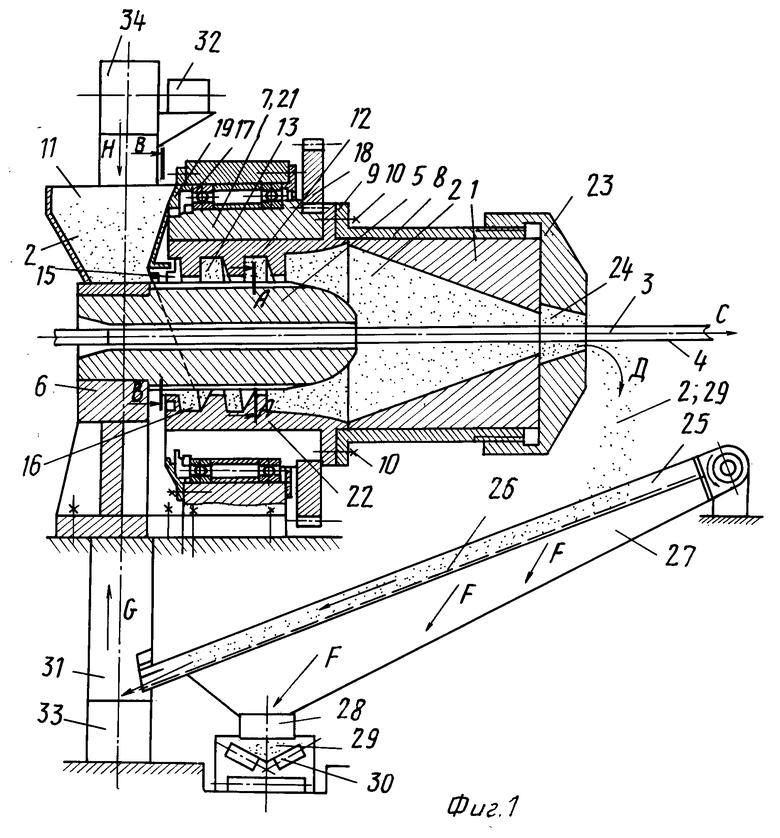
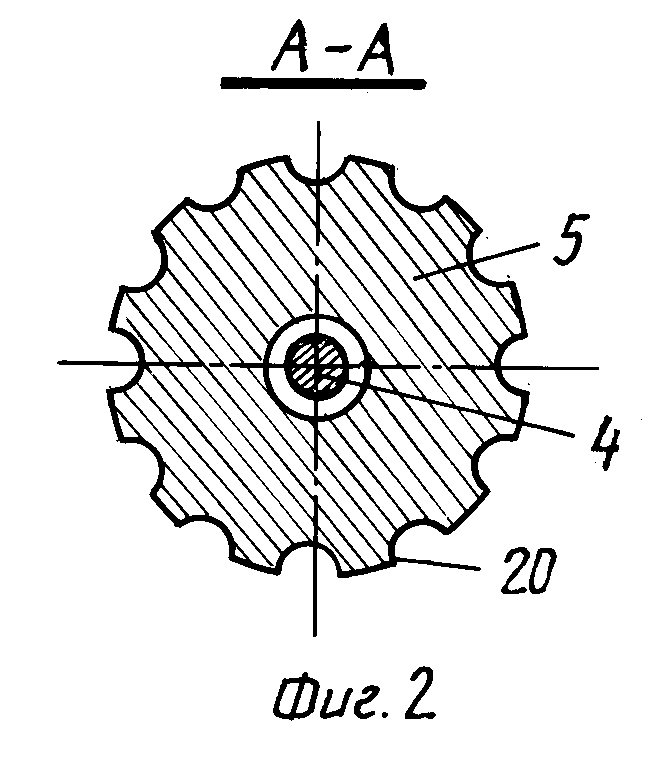
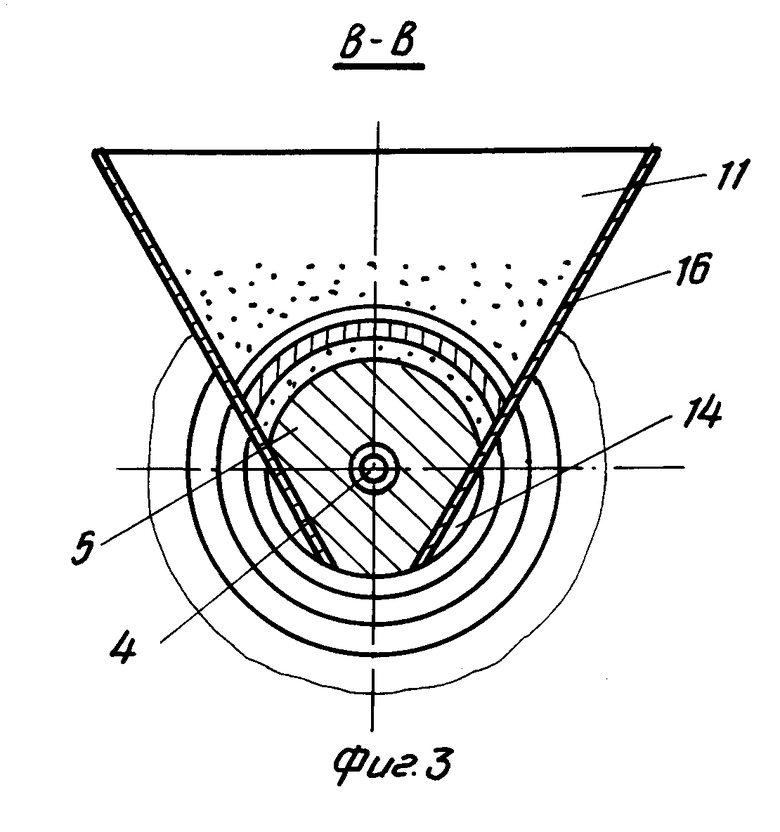
На фиг. 1 изображено устройство, продольный разрез, вертикальной осевой плоскостью; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез В-В на фиг. 1.
Устройство содержит камеру 1 уплотнения абразивного порошка 2, выполненную с возможностью вращения относительно оси 3 прохождения очищаемого проката 4, неподвижную часть 5 корпуса, закрепленную в опорной станине 6, подвижную часть 7 корпуса, соединенную с камерой 1 уплотнения с помощью стакана 8, имеющего фланец 9, прижимаемый к подвижной части 7 корпуса болтами 10, загрузочный бункер 11, соединенный с неподвижной частью 5 корпуса.
Неподвижная часть 5 корпуса размещена внутри его подвижной части 7, концентрично с ней, при этом на внутренней поверхности 12 подвижной части 7 корпуса выполнен винтовой канал 13.
Для подачи из загрузочного бункера 11 абразивного порошка 2 в винтовой канал 13 в неподвижной части 5 корпуса выполнены выемки 14 (фиг. 3) в виде плоских лысок, причем выемки 14 расположены напротив первого витка 15 (фиг. 1) винтового канала 13. В выемках 14 герметично (например, с помощью сварки) закреплены стенки 16 загрузочного бункера 11.
Возможность вращения камеры 1 уплотнения совместно со скрепленной с ней подвижной частью 7 корпуса реализована путем установки подвижной части 7 корпуса в подшипниках 17, привод вращения камеры 1 уплотнения вместе с подвижной частью 7 корпуса осуществляется через зубчатое колесо 18 (остальные элементы привода не показаны). Для предотвращения попадания абразивного порошка 2 в подшипники 17 последние закрыты крышкой 19. Для лучшего направления абразивного порошка 2 при его транспортировке по винтовому каналу 13 наружная поверхность 20 (фиг. 2) неподвижной части 5 корпуса выполнена с продольными углублениями типа шлицев.
Для периодических замен износившейся поверхности 12 винтового канала 13 подвижная часть 7 корпуса выполнена составной из двух элементов наружного кольца 21 и внутреннего сменного стакана 22.
Для регулирования расхода абразивного порошка 2 предусмотрены сменные кольца 23 с различными диаметрами отверстий 24.
Для циркуляции и сепарации абразивного порошка 2 предусмотрены вибросепаратор 25, имеющий сетку 26 и корпус 27 с отверстием 28 для направления окалины 29 на транспортер 30, элеватор 31 с приводом 32. Элеватор 31 снабжен приемной воронкой 33 для подачи на нее по сетке 26 абразивного порошка 2 после отделения от него окалины 29 и выводным патрубком 34 для высыпания абразивного порошка 2 в загрузочный бункер 11. Направление движения через устройство очищаемого проката обозначено стрелкой C, направление движения порошка 2 из отверстия 24 на сетку 26 вибросепаратора 25 стрелкой D, направление движения порошка 2 по сетке 26 вибросепаратора 25 в приемную воронку 33 элеватора 31 стрелками E, направление движения окалины 29 внутри корпуса 27 вибросепаратора 25 стрелками F, направление движения порошка 2 вверх по элеватору 31 стрелкой G, направление движения порошка 2 из выводного патрубка 34 в загрузочный бункер 11 стрелкой H.
Устройство работает следующим образом.
Передний (заправочный) конец подвергаемого очистке цилиндрического проката 4 заправляют в устройство с помощью толкающего блока (не показан) по оси 3 в направлении стрелки C через осевое отверстие неподвижной части 5 корпуса, камеру 1 уплотнения и калиброванное отверстие 24 сменного кольца 23.
Затем включают привод вращения камеры 1 уплотнения который через зубчатое колесо 18 начинает вращать с заданной скоростью указанную камеру 1 уплотнения и соединенную с ней подвижную часть 7 корпуса, вместе с расположенным на ее внутренней поверхности 12 винтовым каналом 13. Одновременно включают приводы вибросепаратора 25 и элеватора 31. Подвижная часть 7 корпуса, вращаясь, транспортирует винтовым каналом 13 абразивный порошок 2 из бункера 11 в камеру 1 уплотнения, при этом подбором скорости вращения регулируют скорость транспортировки и расход порошка 2, тем самым устанавливая в камере 1 уплотнения добавление порошка, необходимое для очистки проката 4 от окалины. Абразивный порошок 2 при транспортировке по винтовому каналу 13 опирается на наружную поверхность неподвижной части 5 корпуса, причем имеющиеся на этой поверхности шлицевые продольные углубления (фиг. 2) облегчают движение порошка в нужном направлении к камере 1 уплотнения. Прокат 4, проходя через слой абразивного порошка 2, уплотненный до необходимого давления внутри камеры 1, взаимодействует с абразивными частицами, вследствие чего наружная поверхность проката 4 очищается полностью или частично от окалины. Выходя в направлении стрелки C из камеры 1 уплотнения, прокат 4 захватывает с помощью сил трения прилегающие к его поверхности частицы абразивного порошка 2, смешанные с частицами отделившейся окалины 29, которые после выхода из отверстия 24 под действием сил тяжести падают в направлении стрелки D на наклонную сетку 26 вибросепаратора 25. Далее вследствие наклона сетки 26 и ее вибрации более крупные частицы абразивного порошка 2 движутся по поверхности сетки 26 в направлении стрелок E в приемную воронку 33 элеватора 31, а более мелкие частицы окалины 29 проходят через отверстия в сетке 26 вниз через сетку 26 в направлении стрелок F и через отверстие 28 попадают на транcпортер 30, который транcпортирует окалину 29 к месту ее сбора и утилизации (не показано). Очищенный от окалины 29 абразивный порошок 2 из приемной воронки 33 поднимается в направлении стрелки G по элеватору 31 к его выводному патрубку 34, откуда вновь попадает в направлении стрелки H в загрузочный бункер 11, поддерживая в нем уровень порошка 2, необходимый для стационарной работы установки. Взамен частиц абразивного порошка 2, вынесенных из камеры 1 уплотнения движущимся прокатом 4, в камеру 1 уплотнения непрерывно поступают по винтовому каналу 13, новые порции абразивного порошка 2, в результате внутри камеры 1 уплотнения давление абразивного порошка 2 поддерживается постоянным.
Благодаря размещению неподвижной части 5 корпуса внутри подвижной части 7 корпуса между их торцовыми частями отсутствует узкий зазор, следовательно, к этим торцовым частям не попадает порошок 2 и не происходит трения и износа этих поверхностей, не расходуется энергия на преодоление сил трения.
Благодаря расположению винтового канала 13 на внутренней поверхности 12 подвижной части 7 корпуса вращение винтового канала 13 и движение порошка 2 по винтовому каналу 13 осуществляется от того же приводного колеса 18, которое приводит во вращение камеру 1 уплотнения. В результате по сравнению с работой устройства-прототипа исключена необходимость индивидуального привода винтового канала 13, что обеспечивает нагнетание в камеру 1 уплотнения абразивного порошка 2 с меньшими энергетическими и эксплуатационными затратами. Кроме того, благодаря исключению трения абразивного порошка 2 о торцовые участки подвижной 7 и неподвижной 5 частей корпуса, нагрева и износа этих участков камера 1 уплотнения вращается с более высокой скоростью, чем аналогичная камера устройства-прототипа. Это увеличивает скорость нагнетания в нее абразивного порошка 2 и, как следствие, скорость скольжения абразивных частиц порошка 2 относительно поверхности очищаемого проката 4. В результате очистка поверхности проката 4 происходит при меньшем давлении порошка 2, что обеспечивает возможность протягивания проката 4 через камеру 1 уплотнения с меньшим усилием, т. е. дополнительно снижает энергозатраты.
Благодаря герметическому закреплению стенок 16 (фиг. 3) загрузочного бункера 11 в углублениях (выемках) 14 неподвижной части 5 корпуса абразивный порошок 2 попадает из бункера 11 непосредственно в первый виток 15 винтового канала 13 без использования специальных средств уплотнения зазора между неподвижными элементами устройства (поз. 11, 5, 6) и подвижной частью 7 корпуса. Это дополнительно сокращает затраты на эксплуатацию устройства.
Таким образом, благодаря вышеуказанным отличительным признакам конструкция устройства выполнена по сравнению с прототипом более компактной, с меньшими капитальными затратами, а при его работе сокращаются эксплуатационные и энергетические затраты, т. е. достигается цель изобретения.
Габариты устройства по длине технологической линии сокращаются на длину приводной части шнека, т. е. примерно на 30% по занимаемой площади на 40-50% (площадь, занимаемая приводной частью шнека и его силовым приводом, включая редуктор).
Энергетические затраты уменьшаются примерно в 1,5 раза, эксплуатационные на 10%
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки поверхности проката от окалины | 1985 |
|
SU1319390A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ОТ ОКАЛИНЫ | 2004 |
|
RU2268802C1 |
| Способ очистки металлических полос от окалины | 1987 |
|
SU1572725A1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1990 |
|
RU2036032C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНОГО ЦИЛИНДРИЧЕСКОГО ПРОКАТА ОТ ОКАЛИНЫ | 1996 |
|
RU2108177C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1990 |
|
RU2061568C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЛИСТОВОГО ПРОКАТА ОТ ОКАЛИНЫ | 1996 |
|
RU2108880C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1990 |
|
RU2030939C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1990 |
|
RU2030938C1 |
| Механизм уплотнения порошка устройства абразивно-порошковой очистки листового проката от окалины | 1986 |
|
SU1490782A1 |
Изобретение относится к металлургической промышленности, в частности к устройствам абразивно-порошковой очистки проката от окалины. Цель изобретения - сокращение энергетических, эксплуатационных и капитальных затрат и уменьшение габаритов устройства. Очищаемый прокат проходит через вращаемую камеру уплотнения с абразивным порошком, который прогоняется через камеру винтовым каналом. При этом неподвижная часть корпуса размещена внутри подвижной, охватывает прокат, исключая его контакт в этой зоне с порошком и тем самым способствуя уменьшению тягового усилия. При этом камера уплотнения и винтовой канал имеют общий привод от зубчатого колеса. Описанная конструкция компактна, менее энергоемка в сравнении с известной, проще в эксплуатации. 1 з.п. ф-лы, 3 ил.
| Авторское свидетельство СССР N 1785130, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
