Изобретение относится к машиностроению, а именно к изготовлению фрикционных изделий типа тормозных накладок, колец сцепления и др. применяющихся в тормозных и фрикционных механизмах.
Известен способ изготовления фрикционных изделий, при котором осуществляют покрытие нитей полимерным отверждаемым материалом, укладку нитей в брикет, формование изделия, термическую и механическую обработку [1]
Наиболее близким к изобретению по технической сущности является способ изготовления фрикционных изделий, при котором осуществляют покрытие нитей полимерным отверждаемым материалом, укладку нитей в брикет для образования заготовки изделия, формование ее для получения изделия и его термическую и механическую обработку [2]
Однако в известных способах наблюдается ухудшение эксплуатационных свойств изделий в случае снижения прочностных характеристик нитей в результате их раздавливания и деформирования в процессе формования, особенно при плотной укладке нитей в брикет.
Технический результат изобретения состоит в улучшении эксплуатационных свойств изделий за счет исключения возможности раздавливания нитей при формовании, а также в расширении возможностей использования нитей из твердых хрупких материалов (стеклонить, керамические нити и др.) для изготовления изделий.
Для этого в способе изготовления фрикционных изделий, при котором осуществляют покрытие нитей полимерным отверждаемым материалом, укладку нитей в брикет для образования заготовки изделия, формование ее для получения изделия и его термическую и механическую обработку, согласно изобретению при укладке нитей в брикет сумму длин линий сечений нитей, приходящихся на длину каждой линии каждого сечения брикета в направлении формования, выбирают равной или меньшей длины соответствующей линии сечения сформованного изделия.
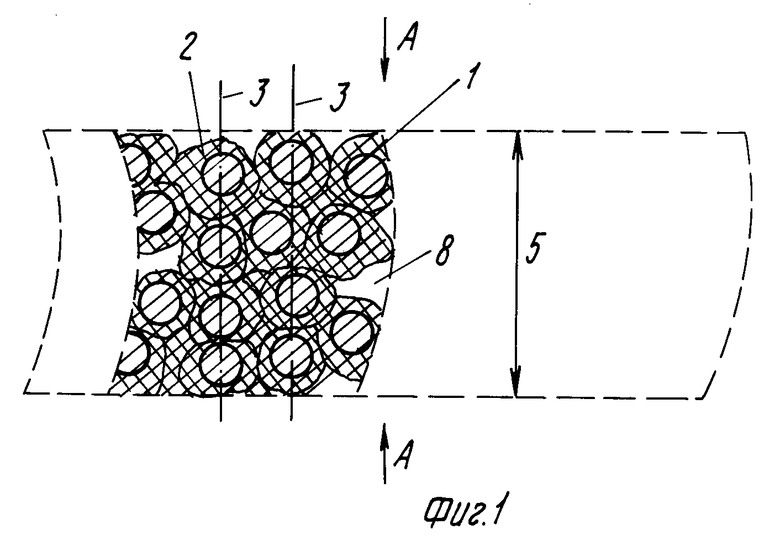
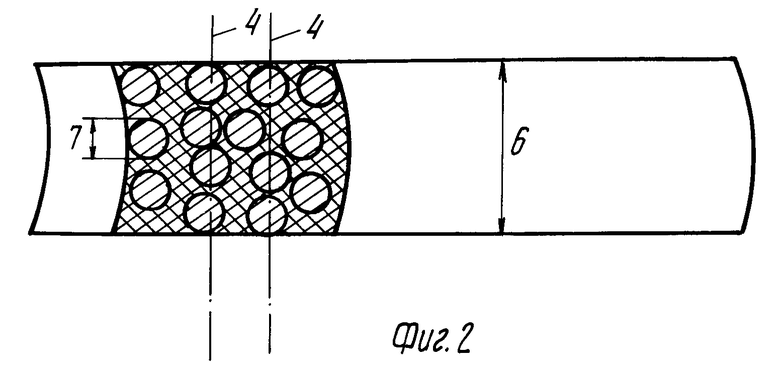
На фиг.1 показано сечение брикета; на фиг.2 сечение сформированного изделия.
Способ изготовления фрикционных изделий осуществляют следующим образом.
Исходные нити 1 (или нить) покрывают полимерным отверждаемым материалом 2. При этом в качестве исходных могут использоваться керамические, стеклянные, полимерные и др. монолитные или комбинированные нити. В качестве полимерного отверждаемого материала могут использоваться материалы на основе каучуков, латексов, смол, их смеси с различными наполнителями, вулканизующими группами и др. Покрытую нить или несколько нитей укладывают в брикет нужной формы (кольцо, сектор и др.). Укладка может быть упорядоченной (спиральная или эллиптическая навивка) или хаотичной. Линии 3 сечения брикета в направлении прессования А соответствуют линиям 4 сечения фрикционного изделия, получаемого из брикета, при этом длина 5 линий 3 больше длины 6 линий 4 на величину упрессовки брикета при формовании. Укладку нитей в брикет осуществляют таким образом, чтобы суммарная длина линий 7 сечений нитей, приходящаяся на длину 5 линий 3 (каждой линии каждого сечения брикета), была равна или меньше длины 6 линий 4 (соответствующей линии сечения сформованного изделия). Брикет подвергается формованию (прессованию) в пресс-форме сжатием брикета в направлении А до образования монолитной структуры, термообработке и механической обработке.
Если суммарная длина сечений нитей на одной из линий сечения брикета в направлении формования окажется больше длины соответствующей линии сечения сформованного изделия (до механической его обработки), то одна или несколько нитей могут быть раздавлены в результате жесткого контактирования нитей и прессующих брикет поверхностей (матрицы и пуансона). Максимально допустима суммарная длина сечений нитей, равная длине сечения сформованного изделия. В этом случае нити и прессующие поверхности контактируют между собой без раздавливания нитей, что сохраняет их армирующие свойства во фрикционном изделии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 1998 |
|
RU2142360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 1993 |
|
RU2085781C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 1995 |
|
RU2085390C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 1995 |
|
RU2111123C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 1993 |
|
RU2065097C1 |
| ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 1994 |
|
RU2045431C1 |
| ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 1993 |
|
RU2044667C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 1998 |
|
RU2149294C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ КАРКАСОМ | 1997 |
|
RU2115840C1 |
| ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 1995 |
|
RU2090411C1 |
Использование: для изготовления фрикционных изделий типа тормозных накладок, колец сцепления и др., применяющихся в тормозных и фрикционных механизмах. Сущность изобретения: в способе изготовления фрикционных изделий при укладке нитей в брикет сумму длин линий сечений нитей, приходящихся на длину каждой линии каждого сечения брикета в направлении формования, выбирают равной или меньшей длины соответствующей линии сечения сформованного изделия. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННЫХ ИЗДЕЛИЙ, при котором осуществляют покрытие нитей полимерным отверждаемым материалом, укладку нитей в брикет для образования заготовки изделия, формование ее для получения изделия и его термическую и механическую обработку, отличающийся тем, что при укладке нитей в брикет сумму длин линий сечений нитей, приходящихся на длину каждой линии каждого сечения брикета в направлении формования, выбирают равной или меньшей длины соответствующей линии сечения сформованного изделий.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4411851, кл | |||
| Солесос | 1922 |
|
SU29A1 |

