Изобретение относится к технологии изготовления оптических деталей и может быть использовано при изготовлении вогнутых поверхностей оптических деталей, в частности вогнутых подложек дифракционных решеток с заданными радиусами кривизны.
Известен способ изготовления оптических деталей с плоскими поверхностями, включающий шлифование и полирование подложки, наложение на плоскую поверхность подложки плоского пробного стекла и определение отклонения точности изготовления по пробному стеклу в долях интерференционной полосы. В серийном производстве для контроля плоскостей большое распространение получили цеховые интерферометры типа Тваймана, позволяющие проверять поверхности диаметром до 400 мм (см. Технология оптических деталей/Под ред. М. Н. Семибратова. М. Машиностроение, 1985, с. 162-169). Способ позволяет изготавливать плоские оптические детали с точностью до 0,1 интерференционной полосы.
Однако способ не может быть использован для изготовления вогнутых поверхностей, так как контроль вогнутых поверхностей с помощью плоских пробных стекол в особенности с малыми радиусами кривизны невозможен, с большими радиусами кривизны затруднен из-за необходимости подсчета большого количества интерференционных полос (колец) в поле зрения пробного стекла или в поле зрения интерферометра типа Тваймана. Это исключает возможность изготовления указанных вогнутых поверхностей с заданными радиусами кривизны, в особенности оптических деталей с асферическими поверхностями.
Наиболее близким по технической сущности к предлагаемому изобретению является способ, включающий операции шлифования и полирования подложки, наложения на вогнутую поверхность подложки пробного стекла и определения отклонения точности изготовления подложки по пробному стеклу в долях интерференционной полосы (Технология обработки оптических деталей/Под ред. М. Н. Семибратова. М. Машиностроение, 1985, с. 53-92, рис. 72, 73; Карлин О. Г. Кукс В. Г. Липовецкий Л. Е. и др. Изготовление и контроль асферической оптики. ЦНИИинформация, 1980, с. 69).
При наложении выпуклого пробного стекла на вогнутую контролируемую поверхность подложки в тонком перемененном по толщине воздушном промежутке происходит интерференция света. В монохроматическом свете она состоит из темных и светлых интерференционных колец или полос (при больших отступлениях радиусов кривизны подложки от пробного стекла), или долей полосы при малых отступлениях радиусов кривизны подложки от пробного стекла. Контроль сагиттального радиуса кривизны тороидальной подложки осуществляется выпуклым пробным стеклом того же радиуса кривизны, а для контроля меридионального радиуса кривизны изготавливается специальное тороидальное выпуклое пробное стекло, имеющее меридиональный радиус кривизны, равный меридиональному радиуcу кривизны подложки, и сагиттальный радиус, меньший на 5-10% сагиттального радиуса кривизны подложки.
Если при контроле максимальный зазор между поверхностями детали и пробного стекла расположен в центре, то радиус кривизны детали будет больше радиуса кривизны пробного стекла. Такое отклонение называют ямой. Когда максимальный зазор расположен на краю детали, то в этом случае радиус кривизны детали будет меньше радиуса кривизны пробного стекла. Такое отклонение называют бугром. Контроль с помощью пробных стекол достаточно прост и точен и поэтому применяется повсеместно.
Однако в большинстве случаев применения вогнутых дифракционных решеток, в особенности в серийных спектральных приборах, важно как точное знание радиусов кривизны поверхности подложек решеток, так и постоянство с высокой степенью точности радиусов кривизны подложек от партии к партии. А это зависит от значений отступлений в долях интерференционной полосы ошибки изготавливаемой детали от пробного стекла, а также от знака этой ошибки, наблюдаемой при контроле изготавливаемых подложек решеток. В результате вогнутые подложки, изготавливаемые по одному и тому же пробному стеклу, имеют различные радиусы кривизны, разброс которых достигает в ряде случаев 10 и более мм, что значительно затрудняет юстировку таких решеток в спектральных приборах. В особенности это наблюдается при изготовлении подложек вогнутых дифракционных решеток с нестандартными радиусами кривизны по пробным стеклам, аттестация которых не может быть выполнена с высокой степенью точности из-за отсутствия соответствующей аппаратуры.
Целью изобретения является повышение точности изготовления подложек решеток с заданным радиусом кривизны.
Для этого в известном способе изготовления вогнутых подложек дифракционных решеток, включающем шлифование и полирование подложки, наложение на вогнутую поверхность подложки пробного стекла и определение отклонения точности изготовления подложки по пробному стеклу в долях интерференционной полосы Δp, устанавливают подложку решетки после изготовления в спектрограф и измеряют расстояние от вершины вогнутой поверхности подложки до ее изображения и по измеренному значению расстояния вычисляют реальное значение отклонения точности изготовления подложки от пробного стекла по формуле
Δпроб.стекла=  где А апертура подложки решетки;
где А апертура подложки решетки;
Rн номинальное значение радиуса кривизны подложки дифракционной решетки;
Rизм. фактически полученное значение радиуса кривизны подложки, равное расстоянию от вершины вогнутой поверхности подложки до ее изображения; после чего осуществляют окончательное изготовление подложки решетки, вводя коррекцию
Δ= Δp Δпроб.стекла в значение отклонения точности изготовления подложки решетки от пробного стекла.
Отличительные существенные признаки предлагаемого способа удовлетворяют критерию "существенные отличия", так как не обнаружены в известных науке и технике решениях.
Сначала заготовку решетки из стекла по ОСТ 3-4014-78 "Заготовки стеклянные для дифракционных решеток. Размеры и технические требования" обрабатывают по форме грубой шлифовкой так, чтобы она приближалась по своей конфигурации к подложке дифракционной решетки. Эту операцию обычно выполняют на заготовительных участках оптических цехов алмазными и абразивными кругами и свободным абразивом. Затем проводят грубое шлифование вогнутой поверхности. Оно может проводиться как на станках при крупносерийном производстве, так и вручную в мелкосерийном и единичном производствах. Поштучную обработку подложек выполняют на грибах и чашках на шлифовально-обдирочных станках. Радиусы кривизны обрабатываемых поверхностей контролируют притирочными инструментами. Окончательное шлифование придает заготовке тонкую шлифованную структуру, которая проверяется пробными стеклами. Затем производится полирование подложки полировальником. Рабочая поверхность полировальника формируется нанесением на предварительно нагретую поверхность полировочной смолы и последующим приданием ей выпуклой формы на шлифованной вогнутой поверхности, подлежащей полированию. Интерференционная точность достигается за счет регулирования режимов обработки, а также правки рабочей поверхности полировальника (подрезки смолы) по результатам контроля пробным стеклом. После предварительного изготовления подложки на вогнутую поверхноcть подложки накладывают пробное стекло и определяют отклонение точности изготовления подложки по пробному стеклу в долях интерференционной полосы Δр. Затем указанную вогнутую подложку дифракционной решетки устанавливают в спектрограф и измеряют расстояние от вершины вогнутой поверхности подложки до ее изображения, т. е. полученный радиус кривизны, и по измеренному значению расстояния вычисляют реальное значение отклонения точности изготовления подложки от пробного стекла по формуле
Δпроб.стекла=  где А апертура подложки решетки;
где А апертура подложки решетки;
Rн номинальное значение радиуса кривизны подложки решетки;
Rизм. фактически полученное значение радиуса кривизны подложки, равное расстоянию от вершины вогнутой поверхности подложки до ее изображения.
После нахождения Δ проб.стекла осуществляют окончательное изготовление подложек решеток, вводя коррекцию
Δ= Δр Δпроб.стекла в значение отклонения точности изготовления подложки решетки от пробного стекла.
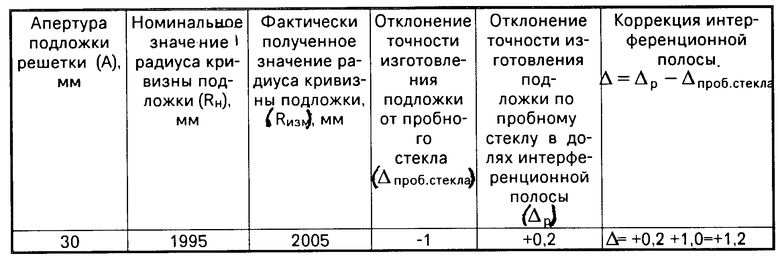
П р и м е р. По предлагаемому способу были изготовлены вогнутые подложки дифракционных решеток размером 30 x30 x10 мм и радиусом кривизны 1995 мм. Сначала была изготовлена подложка решетки с заданными геометрическими размерами. Затем шлифованием и полированием подложки достигалась интерференционная точность изготовления. На предварительно изготовленную вогнутую поверхность подложки решетки накладывалось пробное стекло и определялось отклонение точности изготовления подложки по пробному стеклу в долях интерференционной полосы Δр Затем подложка решетки устанавливалась в спектрограф и определялось реальное значение отклонения точности изготовления подложки от пробного стекла по формуле, приведенной выше, после чего осуществляли окончательное изготовление подложки решетки, вводя коррекцию
Δ= Δр Δпроб.стекла в значение отклонения точности изготовления подложки решетки от пробного стекла. Данные, полученные при изготовлении указанной подложки решетки, сведены в таблицу. Из таблицы следует, что для получения радиуса кривизны подложки решетки, равного 1995 мм, необходимо ввести соответствующую коррекцию так, чтобы показания пробного стекла были бы не +0,2 полосы, а +1,2 полосы. При введении коррекции были получены с указанным пробным стеклом подложки решетки с радиусом кривизны 1995.
Приведем обоснование аналитического выражения, приведенного в формуле изобретения. Стрелка прогиба для любой сферической поверхности может быть представлена в виде
S  где А апертура подложки;
где А апертура подложки;
Rн номинальное значение радиуса кривизны подложки.
Изменение стрелки кривизны ΔS в зависимости от Rн может быть представлено в виде (как первая производная)
ΔS  d
d
 ΔS соответствует Δ проб.стекла, Δ R Rн-Rизм. Отсюда Δпроб.стекла=
ΔS соответствует Δ проб.стекла, Δ R Rн-Rизм. Отсюда Δпроб.стекла= 
Таким образом, благодаря тому, что после пробного изготовления измеряют расстояние от вершины вогнутой поверхности подложки до ее изображения и по измеренному значению расстояния вычисляют реальное значение отклонения точности изготовления подложки от пробного стекла по аналитической зависимости этого отклонения от параметров подложки и номинального значения радиуса кривизны подложки, а поcле чего оcущеcтвляют окончательное изготовление подложки решетки, вводя коррекцию в значение отклонения точности изготовления подложки от пробного стекла, достигается цель предлагаемого изобретения повышение точности изготовления подложек решеток с заданным радиусом кривизны, а следовательно, и возможность изготавливать вогнутые дифракционные решетки с заданным радиусом кривизны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОПИЙ ДИФРАКЦИОННЫХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 1992 |
|
RU2030770C1 |
| МАСТЕР-МАТРИЦА ДЛЯ ИЗГОТОВЛЕНИЯ КОПИЙ ДИФРАКЦИОННЫХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2731457C1 |
| Способ настройки устройства для записи голограммных дифракционных решеток на вогнутых подложках | 1990 |
|
SU1755240A1 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ЗАГОТОВКИ НА РАБОЧЕЙ ПОЗИЦИИ ПРИ НАРЕЗАНИИ ДИФРАКЦИОННОЙ РЕШЕТКИ | 1991 |
|
RU2038939C1 |
| Способ изготовления низкочастотных амплитудных решеток и алмазный резец для нарезания низкочастотных амплитудных решеток | 1991 |
|
SU1791787A1 |
| Способ записи голограммных дифракционных решеток | 1990 |
|
SU1778732A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОГНУТЫХ ДИФРАКЦИОННЫХ РЕШЕТОК СО СТУПЕНЧАТЫМ ПРОФИЛЕМ ШТРИХОВ | 1991 |
|
RU1799161C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 2016 |
|
RU2642139C1 |
| СПОСОБ КОПИРОВАНИЯ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2019 |
|
RU2717568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОПИЙ ОТРАЖАТЕЛЬНЫХ ДИФРАКЦИОННЫХ РЕШЕТОК | 2023 |
|
RU2805274C1 |
Использование: в оптике, в частности в производстве вогнутых поверхностей оптических деталей. Сущность изобретения: способ предусматривает шлифование и полирование подложки, измерение радиуса кривизны автоколлимационным методом и определение отклонения точности изготовления подложки по пробному стеклу. Затем ведут окончательное изготовление подложки с учетом коррекции, расчитываемой по формуле: Δ=Δp-Δпроб.стекла , где Δp - отклонение точности изготовления по пробному стеклу в долях интерференционной полосы; Δпроб.стекла - отклонение точности изготовления подложки от пробного стекла.
СПОСОБ ИЗГОТОВЛЕНИЯ ВОГНУТЫХ ПОДЛОЖЕК ДИФРАКЦИОННЫХ РЕШЕТОК, включающий шлифование и полирование подложки, наложение на вогнутую поверхность подложки пробного стекла и определение отклонения точности изготовления подложки по пробному стеклу в долях интерференционной полосы Δp , отличающийся тем, что, с целью повышения точности изготовления подложек решеток с заданным радиусом кривизны, после изготовления подложки измеряют радиус кривизны подложки Rизм автоколлимационным методом и определяют реальное значение отклонения точности изготовления подложки от пробного стекла по формуле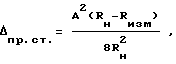
где A апертура подложки решетки;
Rн номинальное значение радиуса кривизны подложки решетки;
Rизм фактически полученное значение радиуса кривизны подложки, равное расстоянию от вершины вогнутой поверхности подложки до ее изображения,
после чего осуществляют окончательное изготовление подложки решетки, вводя коррекцию
Δ = Δp-Δпр.ст.
в значение отклонения точности изготовления подложки решетки от пробного стекла.
| Технология оптических деталей/ Под ред | |||
| М.Н.Семитратова.- М.: Машиностроение, 1985, с.162-169, 53-92. |
