Изобретение относится к производству дифракционных решеток, в частности, может быть использовано при изготовлении дифракционных решеток с переменным шагом.
Наиболее близким по технической сущности к предложенному является известный способ ориентирования заготовки, применяющийся при изготовлении дифракционных решеток с переменным шагом на делительной машине, управляемой муаровым интерферометром.
Изменение шага решетки по этому способу может быть достигнуто путем перемещения непрозрачного экрана с вырезами по форме интерференционной полосы, помещенного в пространстве между решетками муарового интерферометра и приводимого в движение от кулачка соответствующей формы, установленного на станине машины, или путем перемещения решетки-индекса муарового интерферометра относительно делительной каретки в процессе изготовления решетки.
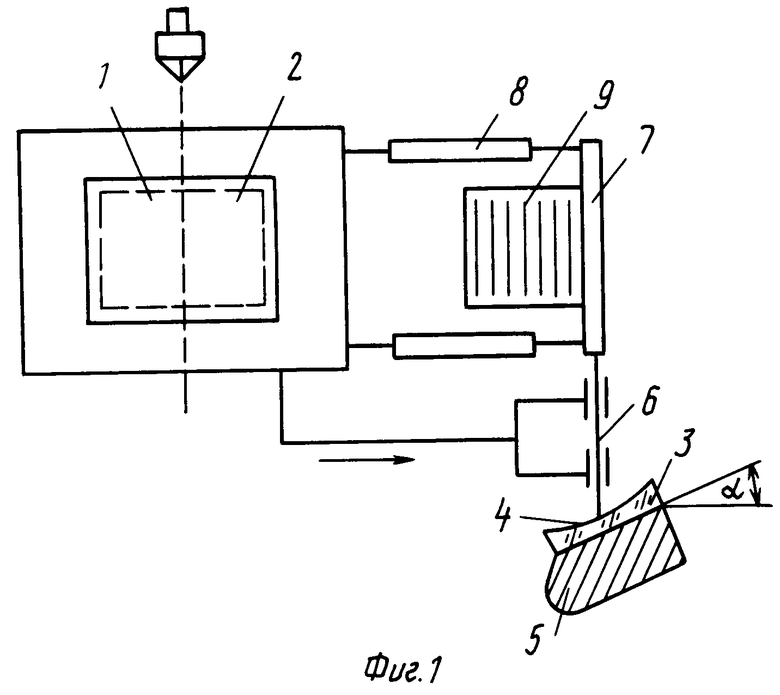
На фиг.1 приведена схема работы механизма для получения переменного шага (по прототипу).
Заготовку 1 нарезаемой решетки устанавливают на делительной каретке 2 делительной машины. Корректирующий шаблон (линейка) 3, содержащий рабочую поверхность 4, устанавливают на станине 5 делительной машины под расчетным углом α к направлению движения делительной каретки 2, указанному стрелкой. Посредством штихмасса 6 рабочая поверхность 4 корректирующего шаблона 3 связана с подвижной пластикой 7 пружинного параллелограмма 8, на котором установлена решетка-индекс, входящая в состав муарового интерферометра.
При движении делительной каретки 2 штихмасс 6 своим наконечником скользит по рабочей поверхности 4 корректирующего шаблона 3, сообщая решетке-индексу 9 дополнительное смещение ее в направлении подачи, которое приводит к изменению шага решетки, нарезаемой на заготовке 1. Механизм юстируется таким образом, что номинальное значение шага, задаваемого муаровым интерферометром, реализуется в центре решетки 1 (обозначенного осевой линией и условным обозначением резца. При этом способе ориентирования заготовки на делительной каретке 2 сопрягают координаты ширины нарезаемой решетки у заготовки 1 с координатой длины рабочей поверхности корректирующего шаблона 3 посредством муарового интерферометра.
Приведенный способ ориентирования заготовки 1 дифракционной решетки при изготовлении дифракционных решеток с переменным шагом позволяет изготавливать решетки, у которых величина шага в их центре соответствует цене интерференционной полосы муарового интерферометра.
Недостатком способа ориентирования является то, что другие величины шага в центре решетки, несоответствующие цене интерференционной полосы муарового интерферометра, не могут быть реализованы. Известно, что дифракционные интерферометры, установленные на делительных машинах, имеют цену интерференционной полосы кратную 1; 0,55; 0,42 мкм, что позволяет изготавливать дифракционные решетки с частотой штрихов 1000/n, 1800/n и 2400/n, где n целое число, т.е. решетки с другими частотами штрихов на таких делительных машинах не могут быть изготовлены.
Разработка новых спектральных приборов с качественно новыми характеристиками вызывают необходимость изготовления неклассических дифракционных решеток с произвольным числом штрихов в их центре, например 1441; 1405; 721 и т.п.
Целью настоящего изобретения является расширение технологических возможностей за счет обеспечения условий изготовления решеток с переменным шагом и произвольной величиной шага в центре решетки.
Поставленная цель достигается тем, что в известном способе ориентирования заготовки на рабочей позиции при нарезании дифракционной решетки, заключающемся в установке заготовки на делительной каретке, сопряжение координаты ширины нарезаемой решетки у заготовки с координатой длины рабочей поверхности корректирующего шаблона посредством муарового интерферометра и закрепления заготовки, согласно изобретению перед закреплением заготовки ее фиксируют относительно станины, затем перемещают каретку относительно заготовки при отключенном шаблоне на расстояние, равное разнице величин расстояний между штрихами решетки, у которой шаг кратен цене деления полосы муарового интерферометра и штрихами решетки с заданной величиной шага в центре решетки, при этом контролируют величину перемещения каретки числом соответствующих этой величине муаровых полос, а после закрепления заготовки на каретке, последнюю возвращают в исходное положение.
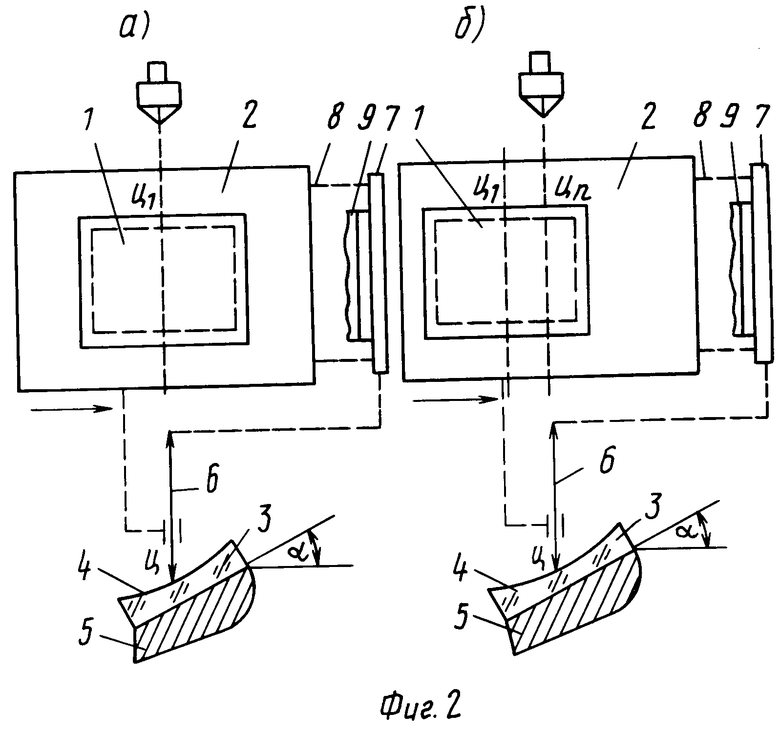
На фиг. 2 приведена схема ориентирования заготовки а) начальная позиция заготовки, б) окончательная ориентация заготовки.
Ориентирование заготовки 1 на рабочей позиции при нарезании дифракционной решетки заключается в следующем. Заготовку 1 устанавливают на рабочей позиции столике делительной каретки 2 делительной машины (столик и делительная машина на фиг.2 не показаны). Затем выбирают корректирующий шаблон 3 с требуемой формой рабочей поверхности 4 и устанавливают его на станине 5 делительной машины в требуемом положении, задаваемом углом α по отношению к направлению перемещения делительной каретки, указанному стрелкой.
Форму рабочей поверхности 4 корректирующего шаблона 3 и угол его установки α рассчитывают предварительно исходя из закона изменения шага решетки. Перемещая делительную каретку 2, устанавливают наконечник штихмасса 6, закрепленного на делительной каретке 2 и контактирующего с подвижным плечом 7 пружинного параллелограмма 8, на котором установлена решетка-индекс 9 муарового интерферометра в центр Ц1 длины рабочей поверхности 4 корректирующего шаблона 3. Совмещают центр Ц1, ширина нарезаемой площади решетки с плоскостью перемещения резца (перпендикулярна плоскости рисунка и указана на фиг.2 условным обозначением резца) путем перемещения столика с заготовкой 1 относительно делительной каретки 2 без ее перемещения и закрепляют столик в этом положении с помощью фиксирующего устройства. Рассчитывают, исходя из заданного закона изменения шага расстояние от центра решетки Ц1, до местоположения штриха с заданной величиной шага Цn, принимая во внимание то, что при вышеприведенной ориентации заготовки 1 в центре нарезаемой решетки реализуется величина шага, соответствующая цене интерференционной полосы даваемой муаровым интерферометром. Пересчитывают полученное расстояние в число интерференционных полос, даваемых интерферометром. Затем открепляют столик от делительной каретки 2 и без смещения в горизонтальной плоскости и фиксируют его относительно станины делительной машины. Отключают штихмасс 6 от корректирующего шаблона 3 и перемещают делительную каретку 2 в направлении рассчитанного штриха Цn с заданной величиной шага на рассчитанное расстояние, контроль величины перемещения осуществляют путем подсчета количества интерференционных полос, прошедших в плоскости локализации в зоне зрения муарового интерферометра. По окончании перемещения столик с заготовкой 1 открепляют от станины и закрепляют на делительной каретке 2, которую затем возвращают в исходное положение. Штихмасс 6 подсоединяют к корректирующему шаблону 3. После окончания ориентации в плоскости перемещения резца при нарезании решетки будет находиться штрих с заданной величиной шага (фиг.2).
Пример реализации изобретения.
Ориентированные заготовки для нарезания дифракционной решетки для дифракционного стигматического спектрографа.
Исходные данные.
Закон изменения шага решетки задан выражением
d d0(1 + μ y), где d шаг решетки;
d0 шаг решетки в центре заштрихованной поверхности;
Y координата ширины заштрихованной площади, где шаг решетки равен d;
L ширина заштрихованной площади;
μ коэффициент коррекции аберраций решетки;
d0 0,843 мкм (1185 штрихов на 1 мм);
μ 3,9819˙10-3 мм-1;
L 40 мм.
П р и м е ч а н и е. 1185 штр/мм номинал числа штрихов на 1 мм решеток фирмы Джерел Аш (США).
Заготовка устанавливалась на столике делительной каретки базовой делительной машины УДМ-150, снабженной устройством типа пружинного параллелограмма для дополнительного перемещения решетки-индекса муарового интерферометра, управляющего перемещением делительной каретки делительной машины. Корректирующий шаблон имел цилиндрическую форму рабочей поверхности с радиусом цилиндра равным 606 мм. Рассчетный угол установки корректирующего шаблона составляет 31,8о. Шаблон был установлен на установочное место на станине машины. С ним контактировал наконечник штихмасс пружинного параллелограмма, который был установлен посредством перемещения делительной каретки в центре длины его рабочей поверхности. Центр ширины заштрихованной поверхности совмещался с плоскостью перемещения резца путем перемещения столика с заготовкой относительно каретки с помощью микрометрического винта, при этом каретка оставалась неподвижной. После достижения точного совмещения центра ширины нарезаемой поверхности с плоскостью перемещения резца столик фиксировался относительно делительной каретки с помощью фиксирующих винтов. Рассчитанное математическим путем расстояние от штриха с шагом 0,833 мкм, соответствующего цене интерференционной полосы муарового интерферометра, управляющего движением делительной каретки, т.е. не позиционированием, до штриха с шагом 0,843 мкм составило 2,979 мм, что в пересчете на число полос муарового интерферометра составило 3589 полос.
После открепления от делительной каретки столик с заготовкой фиксировался относительно резцовой каретки делительной машины, что равносильно фиксации его относительно станины, так как резцовая каретка не имеет свободы перемещения в направлении движения делительной каретки, но ближе чем станина расположена к столику с заготовкой. Операция фиксации в этом случае осуществлялась более просто. Затем посредством механизма вращения винта подачи делительная каретка перемещалась на рассчитанное расстояние 2,979 мм, величина которого контролировалась числом полос, прошедших в поле зрения фотоприемника муарового интерферометра. Счет полос осуществлялся с помощью электронного счетчика интерференционных полос. Закрепление столика на делительной каретке и возвращение ее в исходное положение осуществлялось аналогичным предыдущим операциям способом.
Контроль правильности ориентации осуществлялся на пробной нарезке, оцениваемой по углам дифракции расчетных длин волн на спектрографе. Отклонение величины шага в центре решетки от заданного не было обнаружено в пределах точности измерения углов дифракции.
Таким образом, способ обеспечивает ориентацию заготовок для нарезания решеток с переменным шагом с произвольно заданной величиной шага в центре решетки, что позволяет организовать производство таких решеток для обеспечения потребностей спектрального приборостроения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ НАРЕЗАНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 1990 |
|
RU2027578C1 |
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРИОДИЧЕСКИХ ШТРИХОВЫХ СТРУКТУР, ПРЕИМУЩЕСТВЕННО ДИФРАКЦИОННЫХ РЕШЕТОК (ВАРИАНТЫ) | 1998 |
|
RU2130374C1 |
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 1990 |
|
RU2036770C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОГНУТЫХ ДИФРАКЦИОННЫХ РЕШЕТОК СО СТУПЕНЧАТЫМ ПРОФИЛЕМ ШТРИХОВ | 1991 |
|
RU1799161C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК С ПЕРЕМЕННЫМ ШАГОМ | 1970 |
|
SU269528A1 |
| Делительная машина для изготовления дифракционных решеток | 1972 |
|
SU482276A1 |
| Привод резцовой каретки делительной машины | 1990 |
|
SU1756114A1 |
| Способ изготовления низкочастотных амплитудных решеток и алмазный резец для нарезания низкочастотных амплитудных решеток | 1991 |
|
SU1791787A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОГНУТЫХ ПОДЛОЖЕК ДИФРАКЦИОННЫХ РЕШЕТОК | 1991 |
|
RU2036485C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ НАРЕЗАНИЯ ШТРИХОВ ДИФРАКЦИОННЫХ РЕШЕТОК АЛМАЗНЫМ РЕЗЦОМ | 1990 |
|
RU2031869C1 |
Использование: оптическое производство, преимущественно дифракционных решеток, станкостроение, устройства для точной установки заготовок или инструмента с использованием оптических средств. Сущность: устанавливают заготовку на делительной каретке, сопрягают координаты ширины нарезаемой решетки у заготовки с координатой длины рабочей поверхности корректирующего шаблона посредством муарового интерферометра. Перед закреплением заготовки ее фиксируют относительно станины. Далее перемещают каретку относительно заготовки при отключенном шаблоне на расстояние, равное разнице величин расстояний между штрихами решетки, у которой шаг кратен цене деления полосы муарового интерферометра и штрихами решетки с заданной величиной шага в центре решетки. Производят контроль величины перемещения каретки по числу соответствующих этой величине муаровых полос. После закрепления заготовки на каретке последнюю возвращают в исходное положение. 2 ил.
СПОСОБ ОРИЕНТИРОВАНИЯ ЗАГОТОВКИ НА РАБОЧЕЙ ПОЗИЦИИ ПРИ НАРЕЗАНИИ ДИФРАКЦИОННОЙ РЕШЕТКИ, заключающийся в установке заготовки на делительной каретке, сопряжении координаты ширины нарезаемой решетки у заготовки с координатной длины рабочей поверхности корректирующего шаблона посредством муарового интерферометра и закреплении заготовки, отличающийся тем, что, целью расширения технологических возможностей путем обеспечения условий изготовления решеток с переменным шагом и произвольной величиной шага в центре решетки, перед закреплением заготовки ее фиксируют относительно станины, затем перемещают каретку относительно заготовки при отключенном шаблоне на расстояние, равное разнице величин расстояний между штрихами решетки, у которой шаг кратен цене деления полосы муарового интерферометра, и штрихами решетки с заданной величиной шага в центре решетки, при этом контролируют величину перемещения каретки числом соответствующих этой величине муаровых полос, а после закрепления заготовки на каретке последнюю возвращают в исходное положение.
| Оптика и спектроскопия, т.4.6, вып.6, 1979, с.1179-1181. |
