Изобретение относится к строительству и может быть использовано в многосекционных формах при изготовлении из железобетона преднапряженных несущих балок и пролетных строений мостов.
Известна форма для изготовления предварительно напряженных железобетонных элементов, включающая поддон с поворотными шарнирами, наружные боковые щиты, разделенные на секции, торцовые стяжки для отрыва наружных боковых щитов [1]
Однако в известной форме невозможно обжать изготавливаемый элемент в соответствии с действующим по его длине изгибающим моментом.
Наиболее близкой по техническому pешению к заявляемой является форма для изготовления предварительно напряженных железобетонных элементов, содержащая поддон, поворотные боковые щиты, разделенные на секции, съемные торцовые щиты с прорезями для выхода арматуры, установленными по концам секции, катки для продольно-горизонтального перемещения поддона, поперечные балки, винтовые стяжки для отрыва боковых щитов и устройство для натяжения стержней арматуры [2]
Недостатком известной формы является недостаточно симметричное обжатие бетона относительно центральной части изготавливаемого элемента из-за возникновения сил сопротивления качению при продольно-горизонтальном перемещении поддона и связанное с этим ухудшение работоспособности элемента.
Задачей настоящего изобретения является устранение указанного недостатка.
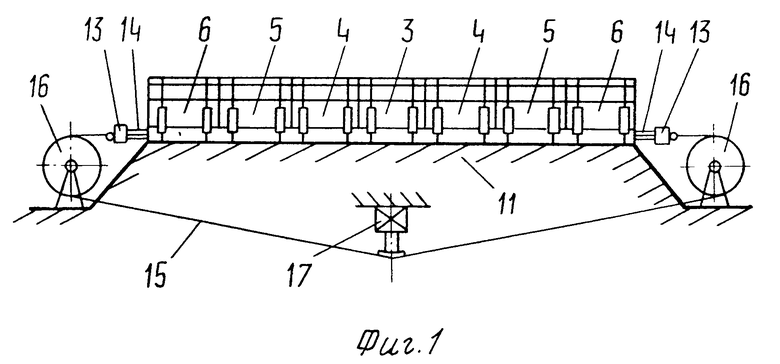
На фиг.1 изображена форма, общий вид; на фиг.2 то же, вид сбоку.
Форма содержит поддон 1, шарнирно закрепленные боковые щиты 2, разделенные на секции 3-6 и содержащие проушины 7 для прикрепления с помощью болтов торцовых щитов 8. Винтовые стяжки 9 с помощью шарниров 10 соединены с наружными боковыми щитами 2 и основанием 11 и служат для фиксации и отрыва боковых щитов 2 от изделия 12.
Форма снабжена двумя траверсами 13, закрепленными на концах стержней арматуры 14. Траверсы 13 соединены между собой посредством гибкой связи 15, огибающей два барабана 16. Барабаны установлены на основании таким образом, что участок связи 15 между траверсой 13 и точкой соприкосновения с барабаном расположен на одной линии с создаваемыми усилиями в арматуре 14. Под центральной частью основания 11 установлен домкрат 17 для натяжения стержневой арматуры.
Изготовление преднапряженных изделий производят следующим образом.
Вначале укладывают пучки арматуры 14 в форму и производят их натяжение домкратом 17, прикладывая усилия к гибкой связи 15. При этом величину натяжения контролируют, например, манометром, чтобы усилия в пучках арматуры 14 соответствовали действующему изгибающему моменту в середине пролета изделия 12. Затем при помощи винтовых стяжек 9 приводят в проектное положение наружные боковые щиты 2 центральной секции 3, прикрепляют с помощью болтов к проушинам 7 торцовые щиты 8 и бетонируют секцию 3. После набора бетоном необходимой прочности производят частичный отпуск пучков арматуры 14, чтобы их натяжение соответствовало изгибающему моменту, действующему на участках симметрично расположенных секций 4. Затем открепляют съемные торцовые щиты 8 от наружных боковых щитов 2 секции 3, приводят в проектное положение наружные боковые щиты 2 секций 4 и фиксируют путем прикрепления торцовых щитов 8 с одной стороны и соединением между собой боковых щитов 2 соседних секций 3 и 4 с помощью болтов и проушин 7 с другой. После этого бетонируют секции 4. Аналогичные операции проводят для бетонирования секций 5 и т.д.
Техническим эффектом по сравнению с прототипом является то, что заявленная форма позволяет обжать бетон изготавливаемого элемента строго симметрично относительно его центральной части в соответствии с действующим по длине изгибающим моментом и таким образом улучшить работоспособность элемента (трещиностойкость на концевых участках). В свою очередь улучшение работоспособности продлевает срок службы элемента.
Сущность изобретения: форма для изготовления предварительно напряженных железобетонных элементов содержит поддон 1, боковые щиты 2, разделенные на секции, торцовые щиты 8, винтовые стяжки 9,две траверсы, закрепленные на концах стержней арматуры. Траверсы соединены между собой посредством гибкой связи, огибающей два барабана. Барабаны установлены таким образом, что участок связи между траверсой и точкой соприкосновения с барабаном расположен на одной линии с создаваемыми усилиями в арматуре. 2 ил.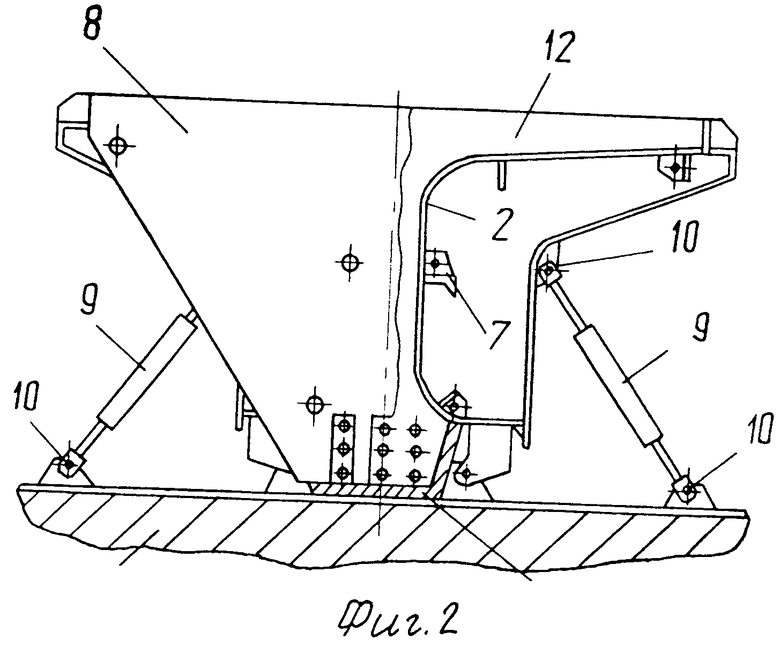
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ, содержащая поддон, поворотные боковые щиты, разделенные на секции, съемные торцевые щиты с прорезями для выхода арматуры, установленных по концам секции, винтовые стяжки для отрыва боковых щитов и устройство для натяжения стержней арматуры, отличающаяся тем, что устройство для натяжения стержней арматуры снабжено установленными на основании у торцевых щитов барабанами и траверсами для крепления концов арматуры, соединенными между собой посредством гибкой связи, огибающей барабаны, при этом участок связи между траверсой и точкой соприкосновения с барабаном и арматура расположены соосно.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма для изготовления предварительно напряженных железобетонных элементов | 1985 |
|
SU1328208A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
