(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДНАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
1
Изобретение относится к оборудованию для изготовления предварительно напряженных строительных изделий в производстве сборного железобетона.
Известна форма для изготовления железобетонных изделий, содержащая поддон, с которым шарнирно соединены рабочие торцовые борта, установленные на регулируемых связях торцовые упорные щиты и упорные элементы 1 .
Однако конструкция формы не позволяет изготавливать в ней предварительно напряженные изделия-, необходимость отрыва при распалубке всей площади упорных щитов требует значительных усилий и ужесточения соединительных элементов.
Известна также форма-вагонетка для изготовления преднапряженных строительных изделий, содержащая силовой поддон с закрепленными на нем упорами для преднапрягаемой арматуры и гребенками, откидные борта, шарнирно соединенные с поддоном, уплотнительные элементы и приспособления для регулирования их прижима к стыкам формы 2.
Однако форма не может обеспечить точности геометрических размеров изделий.
Цель изобретения - обеспечение возможности формования изделий с арматурой, размещенной по периметру, снижение трудоемкости и повыщение качества изделий.
Поставленная цель достигается тем, что форма для изготовления преДнапряженных строительных изделий, содержащая силовой поддон с упорами для напрягаемой арматуры, продольные и торцовые борта, щарнирно соединенные с поддоном, снабжена установленными на поддоне поворотными траioверсами с регулируемыми винтовыми тягами, соединенными посредством, вертккальных шарниров с торцовыми бортами, выполненными в виде упорных щитов с прорезями под напрягаемую арматуру.
На фиг. 1 изображена форма для изгото
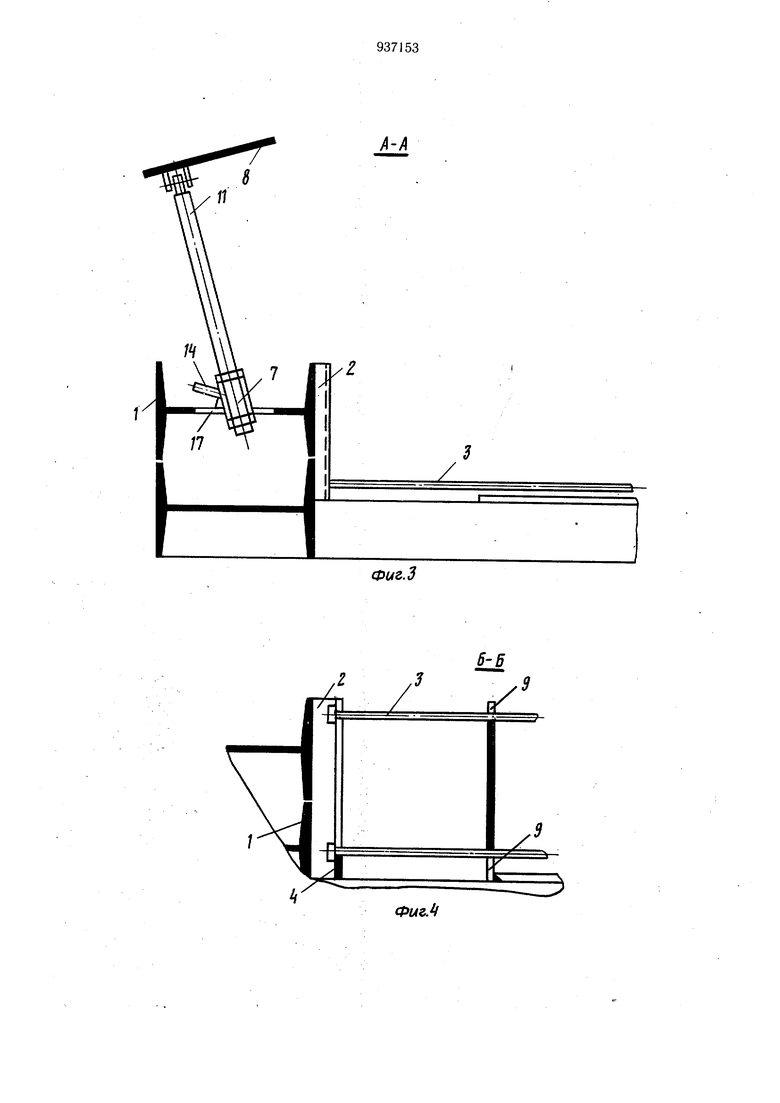
is вления преднапряженных строительных изделий, вид в плане; на фиг. 2 - разрез А-А на фиг. 1, торцовой борт в рабочем положении; на фиг. 3 - то же, торцовый борт в открытом положении; на фиг. 4 - разрез Б-Б
20 на фиг. 1; на фи-г. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрез Г-Г на фиг. I.
Форма для изготовления преднапряженных строител)Ных изделий состоит из силового поддона 1, на котором жестко закреплены упоры 2 для арматуры 3. В нижней части упоры 2 снабжены ограничителями 4. Кроме того, на поддоне смонтированы фаскообразователи 5 и кронштейны 6 шарниров траверс 7. Торцовые борта 8 выполнены в виде упорных щитов, в которых по периметру изделия изготовлены вертикальные пазы 9 для размеш,ения преднапрягаемой арматуры 3. Каждый торцовой борт 8 соединен посредством вертикальных шарниров 10, как минимум, с двумя регулируемыми винтовыми тягами 11. Последние смонтированы в траверсе 7 и ограничены упорными 12 и контргайками 13. Траверсы снабжены рукоятками 14. С поддоном 1 шарнирно соединены продольные борта 15, а торцовые 8 и продольные 15 борта соединяются замками 16. Для размещения концов тяг 11 при повороте торцовых бортов 8 в поддоне выполнены окна 17i Форма работает следующим образом. Для распалубки изделий необходимо открыть замки 16 откинуть продольные борта 15, отпустить контргайки 13 и при помощи упорных гаек 12 оторвать последовательно обе части торцового борта 8 от изделия на небольшую величину (30-40мм). При этом упорные щит (торцовый борт 8) ведет себя как гибкий борт, что облегчает процесс распалубки. Зазор, образовавшийся между торцовым бортом 8 и изделием, необходим для обрезки арматуры заподлицо с изделием. После обрезки арматуры 3 при помощи рукоятки 14 торцовой борт 8 поворачивается на 95- 100° и готовое изделие извлекается из формы. Производится чистка и смазка формы, устанавливаются в рабочее положение продольные борта 15 и устанавливается в упоры 2 до ограничителей 4 нижний ряд арматуры 3. Затем торцовые борта 8 поворачиваются в рабочее поло ;ссние и контргайками 13 прижимаются к фаскообразователям 5 (фиг. 2). Укладывается верхний ряд арматуры 3 до упора в пазы 9, выполненные в торцовых бортах 8, н закрываются замки 16. Форма готова к бетонированию. Благодаря наличию в упорах 2 ограничителей 4 и вертикальных пазов 9 в торцовых бортах 8 обеспечивается точная фиксация арматуры 3 по высоте и щирине изделия. Высокая точность геометрических размеров изделий обеспечивается также наличием регулируемых тяг 11 и выполнением торцовых бортов 8 в виде упорных щитов, которые при помощи контргаек 13 устанавливаются в проектное положение вплотную к фаскообразователям. 5. Наличие тяг 11 и упорных щитов 8, упорных гаек 12 и соединение тяг со щитами вертикальными шарнирами обеспечивает легкий отрыв торцовых бортов от изделия, упрощает процесс обрезки арматуры и, как следствие, облегчается процесс распалубки изделий. Предлагаемое выполнение формы обеспечивает возможность изготовления изделий с размещенной по периметру его арматурой, например, длиномерных преднапряженных панелей 12 1,8м, способствует повышению эксплуатационной надежности формы, упрощает ее обслуживание и позволяет снизить трудозатраты при изготовлении железобетонных предварительно напряженных изделий. Формула изобретения Форма для изготовления преднапряженных строителных изделий, содержащая силовой поддон с упорами для напрягаемой арматуры, продольные и торцовые борта, шарнирно соединенные с поддоно.м, отличающаяся тем, что, с целью обеспечения возможности формования изделий с арматурой, размещенной по периметру, снижения трудоемкости и повышения качества изделий, она снабжена установленными на поддоне поворотными траверсами с регулируемыми винтовыми тягами, соединенными посредством вертикальных шарниров с торцовыми бортами, выполненными в виде упорных щитов с прорезями под напрягаемую арматуру. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 499116, кл. В 28 В 7/02, 1972. 2.Авторское свидетельство СССР № 655540, кл. В 28 В 7/02, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| Форма-вагонетка для изготовления преднапряженных строительных изделий | 1977 |
|
SU655540A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1121141A1 |
| Форма для изготовления преднапряженных железобетонных изделий | 1990 |
|
SU1715616A1 |
| Форма для изготовления железобетонных изделий | 1978 |
|
SU772860A1 |
| Установка для изготовления преимущественно преднапряженных железобетонных изделий | 1986 |
|
SU1433813A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1985 |
|
SU1261799A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ РЕБРИСТЫХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2154719C1 |
| УНИВЕРСАЛЬНАЯ ТРАНСФОРМИРУЕМАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРОТЯЖЕННАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ, РИГЕЛЬ И БОЛЬШЕПРОЛЕТНАЯ БАЛКА, ИЗГОТОВЛЕННЫЕ В ЭТОЙ ТРАНСФОРМИРУЕМОЙ ОПАЛУБКЕ | 2005 |
|
RU2289006C1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1986 |
|
SU1414649A1 |


/
/2 7
./f/
3
/ /7
j
v
f 5
/О
(У
О5к/г.
f(-K
/
15
......щ
Ф ьх
Фиг. 5
У- / / J/T7
/2 7
/
/
V.e
Фиг. 6
