(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЯЕЗОЁЕТОННЫХ КОРОБЧАТЫХ БЛОКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления железобетонных коробчатых блоков | 1977 |
|
SU716826A1 |
| Установка для изготовления железобетонных блоков коробчатого сечения | 1976 |
|
SU660831A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| Установка для формования изделий с пустотами из бетонных смесей | 1981 |
|
SU1004109A1 |
| Способ изготовления монолитных объемных блоков | 1989 |
|
SU1735542A1 |
| Установка для изготовления преимущественно преднапряженных железобетонных изделий | 1986 |
|
SU1433813A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1472263A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ФАСОННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033919C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОБЕТОННЫХ МАССИВОВ, ИЗДЕЛИЙ, ДЕТАЛЕЙ И ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211195C2 |
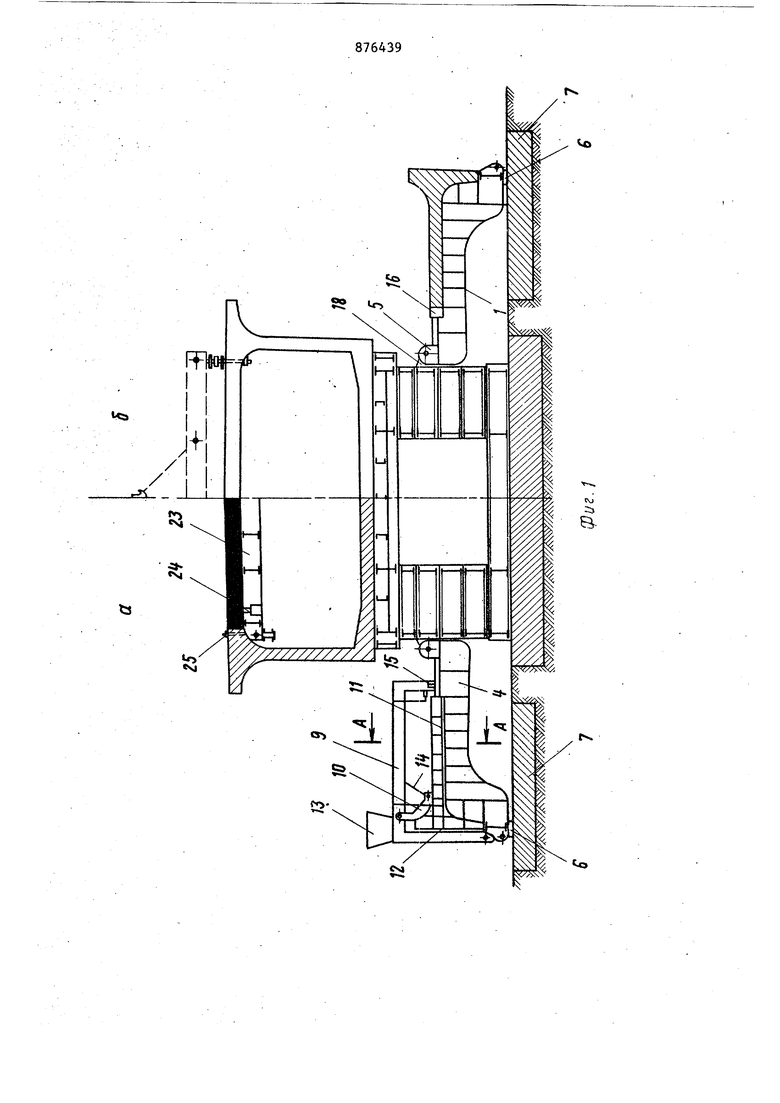
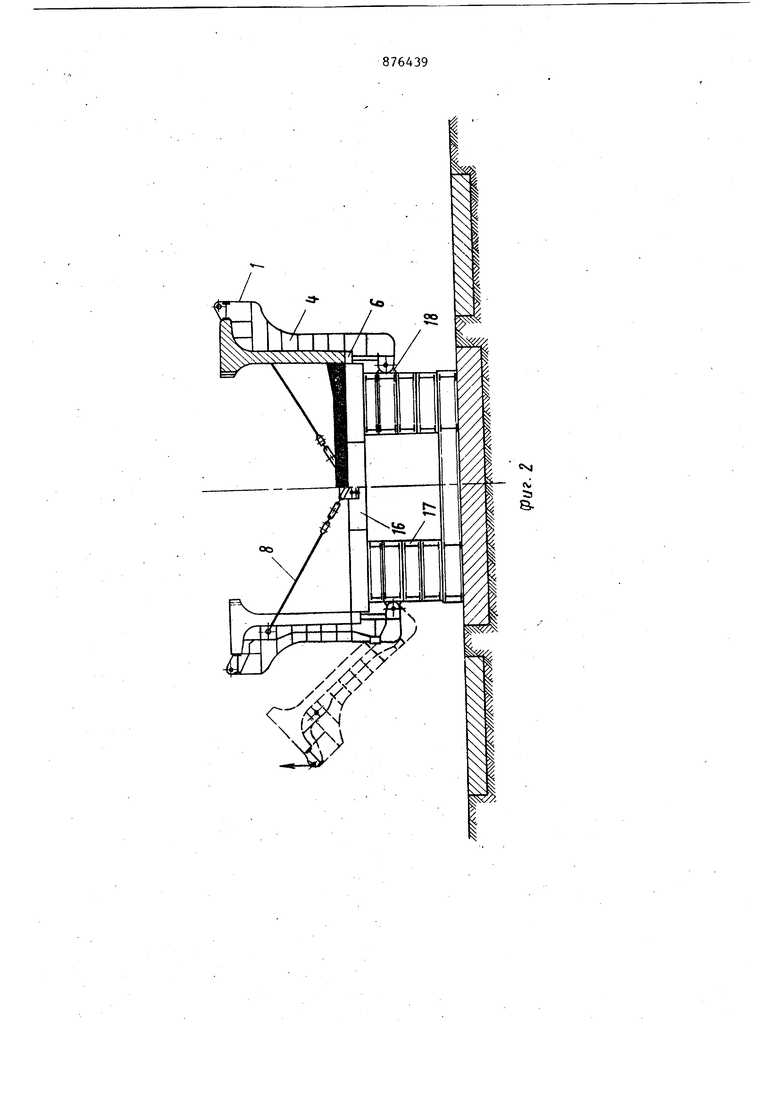
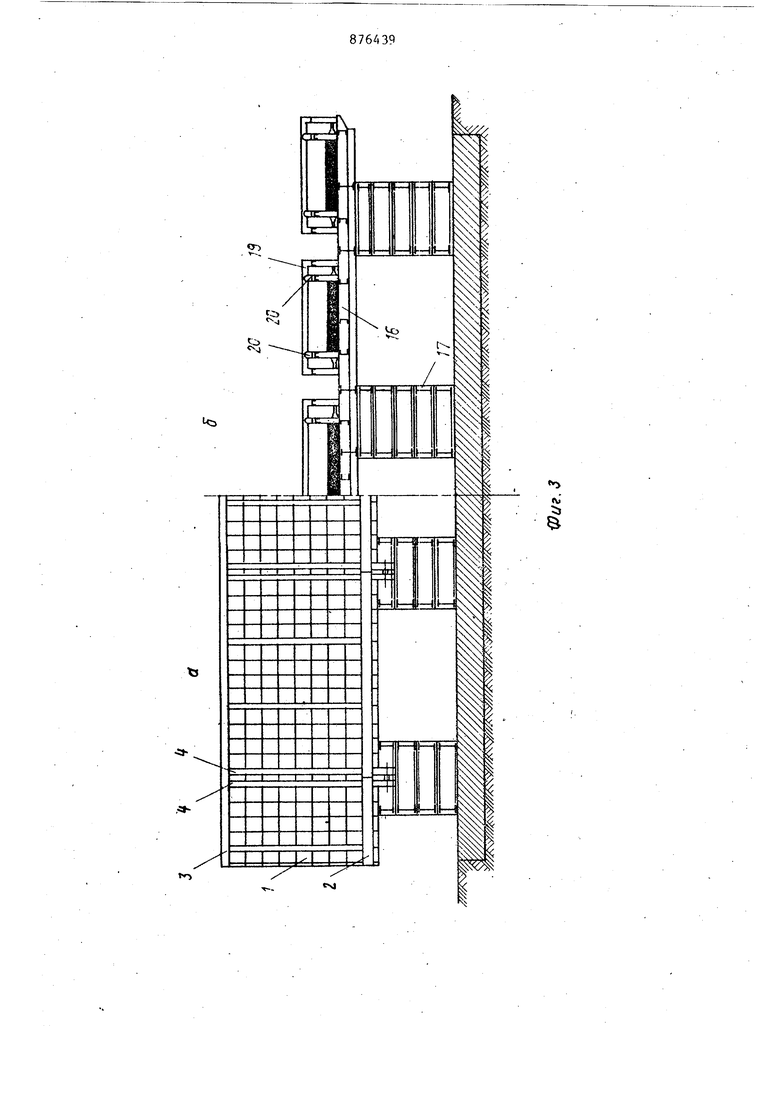
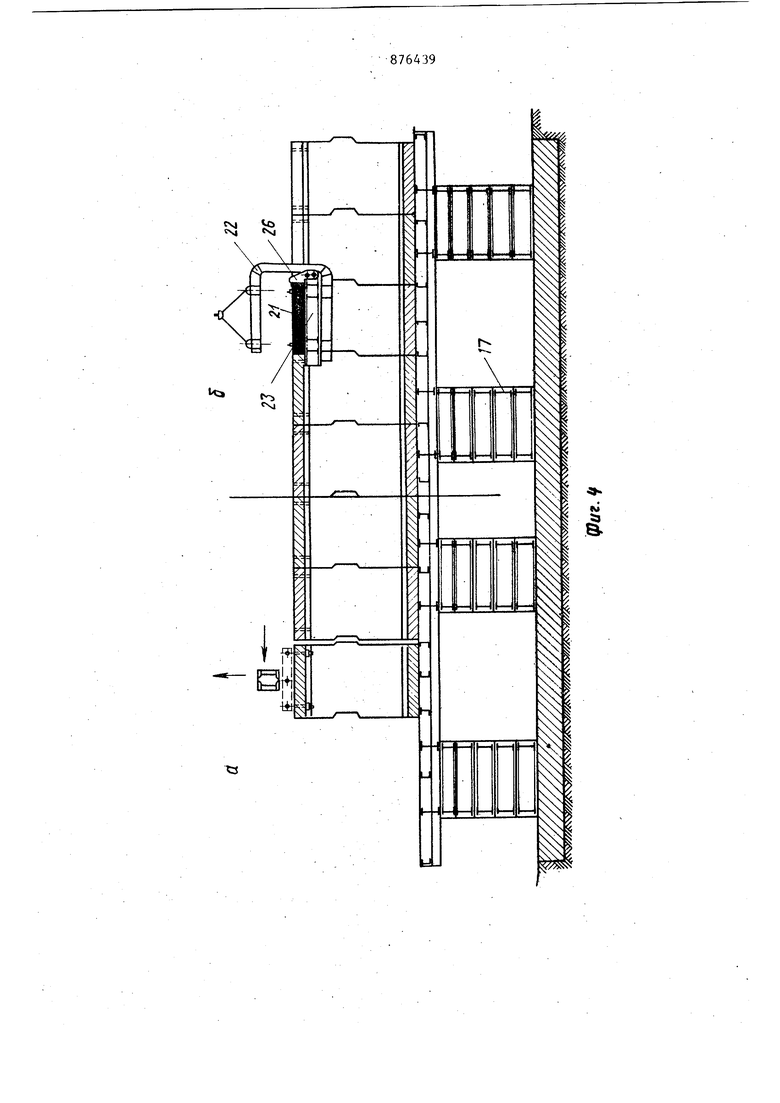
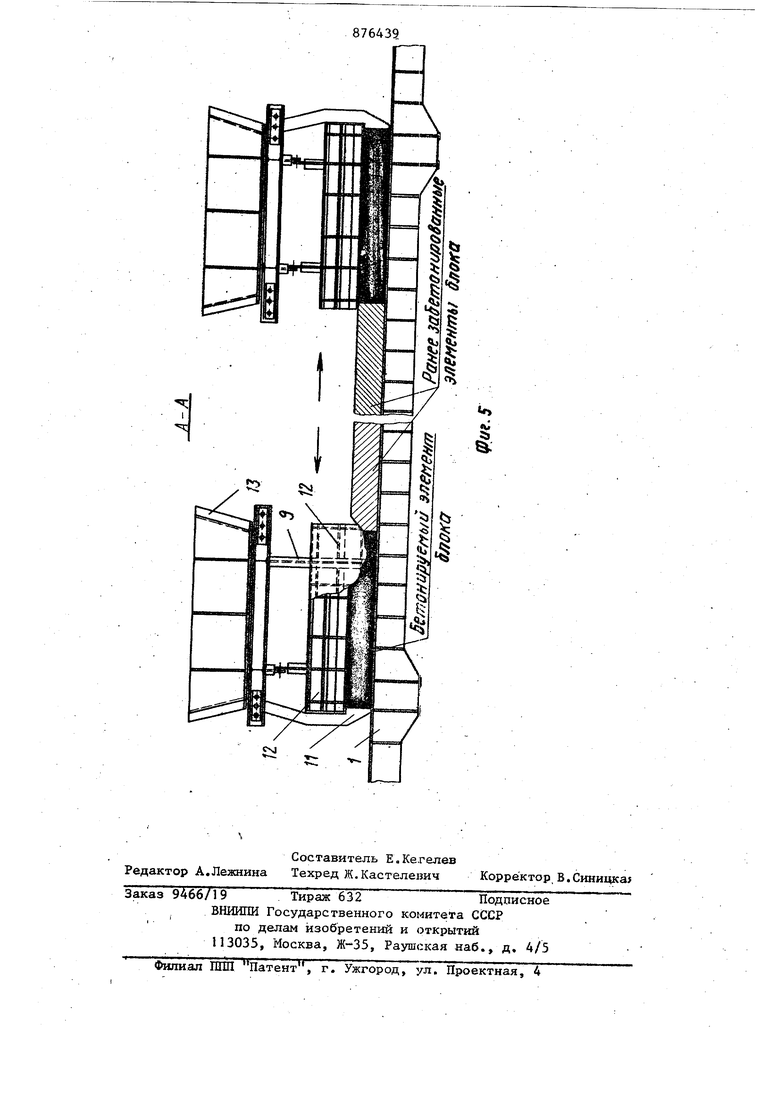
Изобретение относится к строитель ству, в частности к установкам для и готовления железобетонных коробча- тьк блоков. Известна установка для изготавдения железобетонных коробчатых блоков включающая основание, боковые откидные щиты, поддоны верхних и нижних плит, торцовые щить и приспособления для распалубливания iJК недостаткам этой установки можно отнести невысокую производительность , неблагоприятйые условия формования боковых стенок блоков, что отрицательно сказывается на качестве изделия, и наличие внутренней опалуб ки боковых стенок блоков, затрудняюЩей изготовление на одной и той же установке блоков различных типоразме ров.. По основному авт. св. № 716826 известна установка для изготовления железобетонных коробчатых блоков, состоящая ИЗ установленных на основа |нии опорных тумб с поддоном, боковых поворотных щитов с бортоснасткой, опорных пят, закрепленных на основании для опирания боковых щитов в горизонтальном положении, оснастки для формования элементов верхних и нижних плит коробчатых блоков и приспособ лений для распалубки Г23. Недостатком этой установки явля-ется невысокая производительность труда и трудность изготовления бло- ков с различной толщиной стенок элементов при недостаточно высоком каче стве изделий, . Цель изобретения - увеличение производительности, повьшение качества изделий и возможность изготовления блоков с различной толщиной стенок элементов при постоянной и переменной высоте блоков. Поставленная цель достигается тем, что установка снабжена отъемным порталом под бетоноукладчик, установленным на бортоснастку бокового поворотного щита, и щитом .для изготовления вута, закрепленным на съем ном портале, причем оснастка для фо мования - нижних : плит коробчатого блока вьшолнена в виде съемной рамы с шарнирно прикрепленными бортами, а оснастка для формования верхней плиты состоит из траверсы, на которой закреплены поддон, средства для распалубки и приспособления для базирования и крепления оснастки к элементам коробчатого блока. Каждая из опорных тумб под поддоном составлена по высоте из отдельных элементов. Бортоснастка поворотного бокового щита под нижний торец изделия выполнена подвижной относительно пл кости этого щита. На фиг, 1 изображена предлагаема установка, поперечный разрез (а) на стадии бетонирования боковых стенок второй очереди и верхних плит перво очереди; 5) на стадии съема блоков и готовности поворотных боковых щи- тов к подъему; на фиг. 2 - то же, на стадии подъема и закрепления откидных боковых щитов, вид сбоку; на фиг. 3 - то же, д) вид с фасада, 5) продольный разрез на стадии бето нирования нижних плит, на фиг. 4 то же, вид с фасада продольный разрез, с)) на стадии съема блоков, f) стадии бетонирования верхних плит; на фиг. 5 - разрез А-А на фиг. 1.. Установка изображена для случая изготовления коробчатых блоков с прямолинейной и горизонтальной нижней образующей составной конструкции (т.е. для блоков постоянной высоты). Установка для изготовления железобетонных коробчатых блоков составных конструкций с приторцованньми стыковыми поверхностями состоит из боковых поворотных щитов 1, длиной, равной суммарной длине всех одновременйо изготавливае лк блоков выполненных с нижней 2 и верхней 3 несутчими блоками, объединенными главными ребрами 4 с проушинами 5. Опорная пята 6 для опирания боковых щитов в горизонтальном положении закреплена на основании 7. Поворотные боковые щиты 1 оснащены элемента ми 8 крепления и шарнирно закрепленным на верхней 3 и нижней 2 несущих балках съемным порталом 9 под бетоноукладчик со щитом 10 формования 94 вута,Бортоснастка поворотного бокового щита I состоит из торцового щита 15 боковых стенок блоков, внешнего формующего элемента 12, приемной воронки 13, приспособлений 14 и 15 для распалубливания и бортика 16 формования нижнего торца боковой стенки блока, выполненного подвижным относительно плоскости этого щита. Поддон 16, повторяющий очертание нижней образующей составной конструкции, закреплен на составных по высоте опорных, тумбах 17, снабженных проушинами 18, к которым шарнирно присоединены боковые поворотные щиты 1, и оснащен оснасткой для формования элементов нижних плит, состоящей из свободно опирающейся на поддон 16. съемной рамы 19 с шарнирно прикрепленными бортами 20. Оснастка для формования верхних плит 21 коробчатых блоков состоит из траверсы 22, к которой прикреплен поддон 23 верхних плит с встроенными, в него средствами 24 для распалубливания и приспособлениями 25 для базирования и крепления оснастки к элементам коробчатого блока и торцового щита 26. Изготовление элементов блоков на установке и их объединение в коробчатое сечение осуществляют следующим образом. На раскрытых боковых поворотных щитах 1 производят изготовление боковых стенок группы блоков первой очереди с приторцовкой их стыковых поверхностей, после чего о.ткидные баковые щиты совместно с изготовленными на них боковыми стенками поворачивают вокруг оси, вставленной между проушинами 5 и 18, в проектное положение и бетонируют нижние плиты с приторцовкой их стыковых поверхностей и омоноличиванием их с боковыми стенками, затем опускают боковые поворотные щиты 1 в исходное положение, крепят при помощи приспособлений 25 для базирования поддон 23 верхних плит с торцовым щитом 26 к вуту боковых стенок блоков. После этого бетонируют верхние пли.ты блоков с приторцовкой их стыковы:х поверхностей и омоноличиванием с боковыми стенками, причем бетонирование верхних плит совмещают с началом нового цикла, т.е. с бетонированием боковых стенок блоков второй очереди.
При бетонировании боковых стенок блоков съемный портал 9 со щитами 10 и 11 и внеш1шм формующим элементом 12 устанавливают по оси бетонируемого элемента. Отрыв щитов 10 и 11 от бетона производят приспособлениями 14 для распалубливания типа фаркопфа, а отрыв внешнего формующего элемента 12 производят приспособлением 15 типа винтового упора путем поворота съемного портала 9 относительно шарнира на верхней несущей балке 3.
За счет возможности совмещения таких технологических операций как бетонирование верхних плит первой очереди с боковыми стенками второй очереди, заблаговременной заготовки арматурных каркасов в арматурном цехе и простоты укладки бетона, ведения работ на широком фронте значительно повышается производительность труда по выпуску готовых изг делий. Кроме того, за счет изменения -высоты и очертания бортика 16, устанавливаемого на нижней несущей балке 2, с соответствующим изменением высоты опорных тумб 17 и очертания верха поддона нижних плит на данной установке можно изготавливать блоки приозвольной высоты и произволного очертания нижней образующей составной конструкции. В связи с- отт сутствием внутренней опалубки изготавливать блоки с любыми толщинами элементов.
Формула изобретения
авт. св. № 716826, о т л и ч а ю щ а я с я тем, что, с целью увеличения производительности повышеизготовления блоков с различной тол-
щиной стенок элементов при постоянной и переменной высоте этих блоков, установка снабжена съемным порталом под бетоноукладчик, установленным иа бортоснастку бокового поворотного щита, и щитом для изготовления вута, закрепленным на съемном портале, причем оснастка для формования иижних плит коробчатого блока выполнена в виде съемной рамы с шарнирно прикрепленными бортами, а оснастка для формования верхней плиты состоит из траверсы, на которой закреплены поддон, средства для распалубки и приспособления для базирования и крепления оснастки к элементам коробчатого блока;
отличающаяся тем,что каждая из опорных тумб под поддоном составлена по высоте из отдельных элементов.
Источники информации. принятые во внимание при экспертизе
с. 23-25.
NI
i 5) S0-)
kj
f
«Nl
(V
м
i
