Изобретение относится к технологии облицовки внутренней поверхности всех видов трубопроводов и псевдопроводов, например, в грунте и может быть использовано для их ремонта, а также для внутренней плакировки трубопроводных систем, эксплуатируемых в химически агрессивных средах.
Известен являющийся наиболее близким к изобретению способ покрытия внутренней поверхности трубопровода, заключающийся во введении в него облицовочного рукава в виде пропитанного термореактивным связующим рукава из волокнистого армирующего материала, размещенного между внутренним и наружным герметичными рукавами из синтетического пленочного материала, прижатии облицовочного рукава к внутренней поверхности трубопровода и последующем отверждении [1]
В известном способе не обеспечивается необходимая жизнеспособность облицовочного рукава, т.е. сохранение техноло- гических свойств материала во времени до его использования по назначению.
Технической задачей изобретения является повышение жизнеспособности облицовочного рукава.
Достигается это тем, что в известном способе покрытия внутренней поверхности трубопровода, заключающемся во введении в него облицовочного рукава в виде пропитанного термореактивным связующим рукава из волокнистого армирующего материала, размещенного между внутренним и наружным герметичными рукавами из синтетического пленочного материала, прижатии облицовочного рукава к внутренней поверхности трубопровода и последующем отверждении, используют рукав из волокнистого армирующего материала, пропитанный связующим, состоящим из 100 мас.ч. ненасыщенной полиэфирной смолы и 0,5-3,5 мас.ч. отверждающей системы трет-бутилпербензоата (А) и перекиси или гидроперекиси (Б) при соотношении А Б от 96 4 до 20 80, после чего связующее равномерно распределяют по всей длине рукава.
Увеличение жизнеспособности облицовочного рукава обеспечивается за счет достижения оптимальной скорости полимеризации покрывочного материала, при которой процесс структурирования идет таким образом, что облицовочный рукав может сохраняться в течение определенного времени до его использования по назначению.
П р и м е р 1. Рукав из армирующего материала трикотажной структуры марки РСТ-ОВ (ТУ 6-48-0209777213289) помещали между двумя полиэтиленовыми герметичными пленочными рукавами и на него нагнетали связующее, состоящее из 100 мас. ч. стирольной полиэтиленгликольмалеинатной смолы ПН-1 (ТУ 6-05-1082-67) и 2 мас.ч. отверждающей системы, представляющей смесь трет-бутилпербензоата (А) ТУ 6-01-461-70 и перекиси бензоила СТУ 12-10303-64 (Б) при соотношении А Б 58 42, затем это связующее вынуждали роликом растекаться до конца рукава. Далее вводили пропитанный облицовочный рукав в полость ремонтируемой трубы из асбестоцемента диаметром 200 м длиной 36 м. Потом прижимали его к стенкам с помощью теплоносителя водяного пара при давлении 0,2 ати с последующим отверждением.
П р и м е р 2. Осуществлялся аналогично примеру 1, но вместо перекиси бензоила применяли перекись метилэтилкетона ТУ 6-01-465-70.
П р и м е р 3. Осуществлялся аналогично примеру 1, но применяли перекись лаурида ТУ 6-01-464-70.
П р и м е р 4. Осуществлялся аналогично примеру 1, но применяли перекись ди-трет-бутила ТУ 6-01-462-70.
П р и м е р 5. Осуществляли аналогично примеру 1, но применяли кумола гидроперекись МРТУ 38-2-5-66.
П р и м е р 6. Осуществляли аналогично примеру 1, но использовали соотношение А Б 96 4 и брали 0,5 мас.ч. отверждающей системы.
П р и м е р 7. Осуществляли аналогично примеру 1, но использовали соотношение А Б 20 80 и брали 3,5 мас.ч. отверждающей системы.
П р и м е р 8. Осуществляли аналогично примеру 1, но вместо полиэтиленгликольмалеинатной смолы применяли стирольную смолу на основе оксипропилированного дифенилопропана марки ПН-15 ТУ 6-05-211-861-73.
П р и м е р 9. Осуществляли аналогично примеру 1, но применяли олигоэтиленгликольмалеинатфталатную смолу, содержащую в качестве сшивающего мономера диметакрилат триэтиленгликоля марки ПН-609 МРТУ 6-05-1306-70.
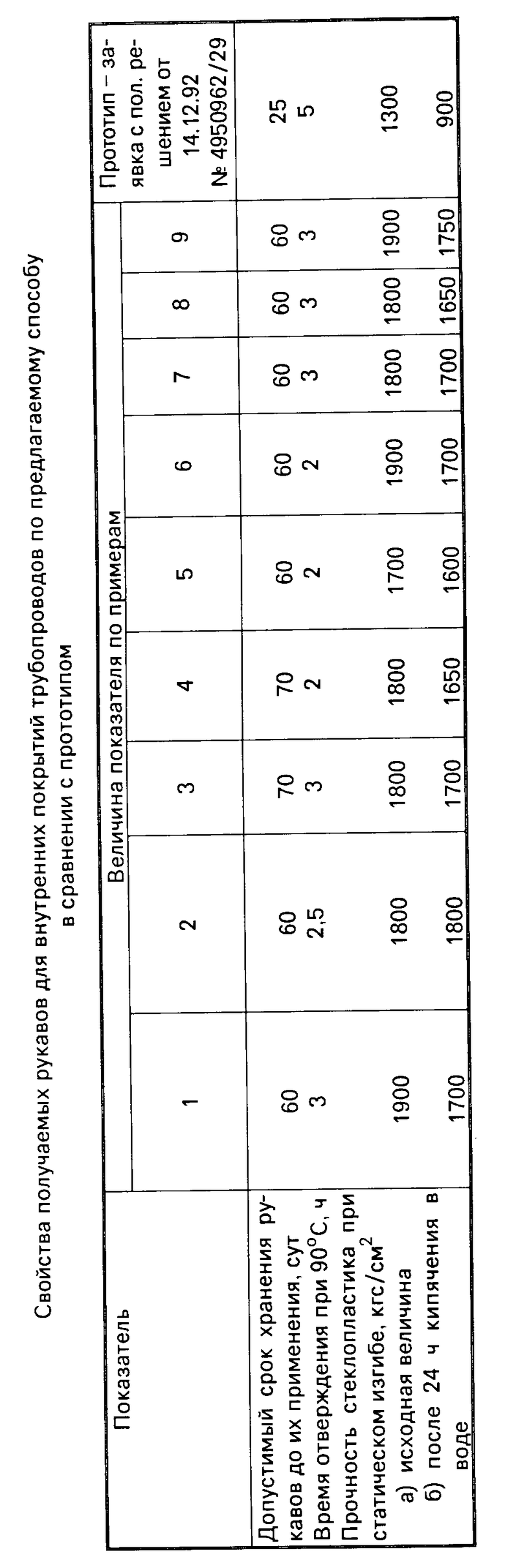
Свойства облицовочных рукавов и стеклопластика на их основе по примерам представлены в таблице.
Из данных таблицы видно, что жизнеспособность облицовочных рукавов по заявленному способу в сравнении с прототипом выше в среднем в 2,6 раза, прочность стеклопластика при статическом изгибе выше в 1,8 раза при более быстром отверждении.
Следует отметить, что при осуществлении способа, в котором количество отверждающей системы взято выше 3,5 мас.ч. а соотношение А Б более 96 80, процесс структурирования стеклопластика идет так быстро, что резко сокращается жизнеспособность облицовочного рукава, он практически не хранится, его следует тут же использовать, что неудобно.
В случае использования отверждающей системы ниже 0,5 мас.ч. а отношения А Б ниже 20 4 процесс структурирования идет так медленно, что для обеспечения заданных свойств ремонтному покрытию требуется более сложное аппаратурное оформление, позволяющее обеспечить высокую температуру, а это обстоятельство делает технологический процесс пожаровзры- воопасным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ САНИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТЕПЛОТРАССЫ И РУКАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111408C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1993 |
|
RU2037733C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1997 |
|
RU2141072C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1994 |
|
RU2081368C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1994 |
|
RU2075687C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1994 |
|
RU2076990C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1993 |
|
RU2037734C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1993 |
|
RU2037732C1 |
| СПОСОБ ОБЛИЦОВКИ ТРУБОПРОВОДА | 1998 |
|
RU2145029C1 |
| ПОКРЫТИЕ ДЛЯ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО НАНЕСЕНИЯ ЭТОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2000 |
|
RU2174640C1 |
Использование: в трубопроводных системах, эксплуатируемых в химически агрессивных средствах. Сущность изобретения: при покрытии внутренней поверхности трубопровода пропитку рукава из волокнистого армирующего материала осуществляют между внутренним и наружным герметичными рукавами из синтетического пленочного материала связующим, состоящим из 100 мас. ч. ненасыщенной полиэфирной смолы и 0,5 - 3,5 мас.ч. отверждающей системы - трет-бутилпербензоата (А) и перекиси или гидроперекиси (Б) при соотношении А:Б от 96 : 4 до 20 : 80, после чего связующее равномерно распределяют по всей длине рукава.1 табл.
СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА, заключающийся в введении в него облицовочного рукава в виде пропитанного термореактивным связующим рукава из волокнистого армирующего материала, размещенного между внутренним и наружным герметичными рукавами из синтетического пленочного материала, прижатии облицовочного рукава к внутренней поверхности трубопровода и последующем отверждении, отличающийся тем, что используют рукав из волокнистого армирующего материала, пропитанного связующим состоящим из 100 мас.ч. ненасыщенной полиэфирной смолы и 0,5 3,5 мас.ч. отверждающей системы, представляющей смесь трет-бутилпербензоата (А) и пероксида или гидропероксида (Б) при соотношении А Б 96 4 20 80, после чего связующее равномерно распределяют по всей длине рукава.
| СПОСОБ КРЕПЛЕНИЯ МОСКИТНОЙ СЕТКИ | 2011 |
|
RU2482252C2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
