Изобретение относится к устройствам для изготовления приводных ремней.
Известно устройство для изготовления приводных ремней, в котором с вращающейся оправки с резиновой заготовкой отрезными ножами под заданным углом скоса кромки вырезают бесконечный ремень [1]
Однако в этом устройстве получения точного среза скоса кромки у ремня требует усложнения опорных и направляющих устройств. На этом устройстве можно изготавливать лишь приводные ремни с простым профилем.
Наиболее близким из известных является устройство для изготовления приводных ремней из армированных вулканизированных заготовок, содержащее натяжной узел для заготовок, связанный с приводом, и приводной шлифовальный инструмент [2] В этом устройстве с натянутого ремня фигурным инструментом и в несколько проходов шлифования получают профилированный ремень.
Однако скорость изготовления ремня вала. Из-за плохой теплопроводимости резины этот способ целесообразно использовать лишь при охлаждении шлифовального материала, чтобы, с одной стороны, предотвратить возгорание резины, с другой стороны, получить достаточную скорость изготовления. В данном устройстве обычно используют охлаждение водой, производительность шлифования при этом ограничивается, во-первых, максимально допустимой температурой шлифования (80-100оС), во-вторых, количеством охлаждающей воды, которая может впрыскиваться в количествах, не вызывающих вплятия инструмента в шлифуемый паз.
Кроме того, с учетом требований защиты окружающей среды необходим контур охлаждающей воды с соответствующими отстойниками для шлифовальной пыли, так как охлаждающая вода, содержащая шлифовальную пыль, очень быстро приводит к снижению производительности шлифования, а также к возгоранию шлифуемого материала.
Технический результат изобретения состоит в создании устройства, с помощью которого можно изготовлять приводной ремень в виде одно- и многоканального клинового ремня с достаточной геометрической точностью при высокой скорости процесса. Кроме того, следовало найти способ охлаждением, неоказывающим отрицательного влияния на окружающую среду и достаточно дешевым.
Для достижения этого технического результата в устройстве, содержащем натяжной узел для заготовок, связанный с приводом, и приводной шлифовальный инструмент, согласно изобретению, оно снабжено узлом улавливания стружки и узлом для фиксации боковой части ремня, натяжной узел выполнен в виде установленных с возможностью взаимного перемещения двух валиков, а шлифовальный инструмент выполнен в виде полого цилиндрического неподвижного корпуса, на котором установлен приводной полый цилиндрический корпус со шлифующей частью, при этом полость неподвижного корпуса связана с источником подачи охлаждающей жидкости и сообщается с полостью приводного корпуса, а последняя связана с отводом охлаждающей жидкости.
С помощью устройства можно снизить продолжительность изготовления и для многоканального клинового ремня по сравнению с известными до этого устройства примерно на 70% Опыты показывают, что, например, многоканальный ремень с длиной по периметру около 1,2 м можно окончательно отшлифовать лишь за один оборот и в течение около 3 с. При этом температура приводного ремня и шлифовального инструмента составляет ниже 60оС, так что можно констатировать предпочтительно малую термическую нагрузку материала приводного ремня.
Решающее значение для этих результатов изготовления является то, что приводной ремень обрабатывается в сухом состоянии с помощью активно охлаждающего шлифовального инструмента. Благодаря этому можно в значительной степени увеличить подачу и окружную скорость шлифовального инструмента, по сравнению с известными устройствами для мокрого шлифования, без всплытия шлифовального инструмента или прижога шлифуемого материала. В частности, шлифовальную пыль можно легко и без вреда для окружающей среды собирать и без дополнительной обработки (сушка, измельчение) добавлять в каучуковые смеси для изготовления новых заготовок ремней.
Значительно сниженная продолжительность изготовления приводит к снижению удельного потребления энергии при шлифовании приводного ремня примерно на 90%
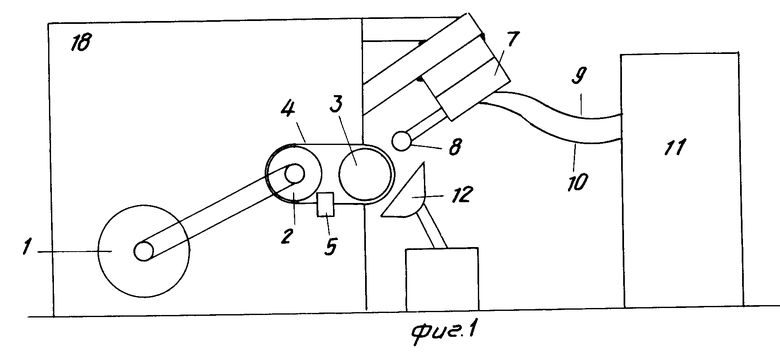
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг.2 увеличенное изображение шлифовального инст- румента и приводного ремня, натянутого на два натяжных валика; на фиг.3 частичный разрез шлифовального инструмента.
Устройство для изготовления приводных ремней содержит станину, на которой расположены двигатель 1, а также натяжной узел, выполненный из двух валиков 2 и 3, приводимых в действие с помощью этого двигателя и установленных с возможностью взаимного перемещения. С помощью валиков 2 и 3 натягивается подлежащий обработке приводной ремень 4, который с помощью, по меньшей мере, одного упора 5 с упором 6 предохранен от бокового смещения параллельно оси валиков 2 и 3.
На станине установлен также, по меньшей мере, один привод 7 подачи шлифовального инструмента 8 к обрабатываемому ремню 4. Привод 7 предлагается в виде шпиндельного привода, однако те же функции могут выполнять также гидравлические или пневматические сервоприводы.
Шлифовальный инструмент 6 с помощью трубопровода 9 подачи и отводящего трубопровода 10 соединен с системой 11 охлаждения, которые подводят охлаждающую жидкость к шлифовальному инструменту, а нагретую отводят. Охлаждающая жидкость при этом охлаждает инструмент 8 для шлифования изнутри, так что процесс шлифования осуществляется всухую.
Для отсоса шлифовальной пыли предусмотрен узел 12 улавливания стружки, в которой она собирается и направляется на дальнейшую обработку.
Приводной вал 13 шлифовального инструмента 8 имеет центральное отверстие, через которое охлаждающая среда может подаваться изнутри в шлифовальный инструмент 8. Отвод нагретой охлаждающей жидкости осуществляется через трубопровод 14 на другом по оси конце шлифовального инструмента 8.
Еще необработанный приводной ремень 4 фиксируется с помощью двух перемещаемых упоров 5 и 6 против бокового смещения на валиках 2 и 3, для этой задачи, как правило, достаточно одного упора 5, благодаря способности валиков 2 и 3 от перемещения.
Шлифовальный инструмент 8 выполнен в виде полого цилиндрического неподвижного корпуса 15, на котором установлен приводной полый цилиндрический корпус 16 со шлифующей частью 17, при этом полость 18 неподвижного корпуса 15 связана с источником подачи охлаждающей жидкости (на чертеже не показан) и сообщается с полостью 19 приводного корпуса 16 через отверстие 20. Полость 19 связана с отводом охлаждающей жидкости. Неподвижный корпус 15 соединен жестко с центральной трубой 20 посредством крепежных элементов 21.
Корпус 16 имеет в области полости 19 небольшую толщину стенки (около 5 мм), что обеспечивает хорошее охлаждение металлических частей. Охлаждение до примерно 5оС делает возможным повысить производительность снятия слоя с заготовки при сухом шлифования.
Работа устройства осуществляется следующим образом.
Подлежащую обработке армированную вулканизированную заготовку ремня 4 надевают на валики 2 и 3 натяжного узла, один из которых перемещается и натягивает заготовку и с помощью упоров 5 и 6 предохраняют от бокового смещения, двигателем 1 приводят валик 2 во вращение. Приводом 7 к ремню 4 подводят шлифовальный инструмент 8, при врезании которого осуществляется профилирование ремня. Благодаря конструкции инструмента 8 и его связи с системой охлаждения обработка происходит с высокой производительностью и точностью.


Использование: изготовление приводных ремней из армированных вулканизированных заготовок. Сущность изобретения: устройство снабжено узлом улавливания стружки и узлом для фиксации боковой части ремня. Натяжной узел выполнен в виде установленных с возможностью взаимного перемещения двух валиков. Шлифовальный инструмент выполнен в виде полого цилиндрического неподвижного корпуса. На корпусе установлен приводной полый цилиндрический корпус со шлифующей частью. Полость неподвижного корпуса связана с источником подачи охлаждающей жидкости и сообщается с полостью приводного корпуса. Последняя полость связана с отводом охлаждающей жидкости. 3 ил.
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРИВОДНЫХ РЕМНЕЙ ИЗ АРМИРОВАННЫХ ВУЛКАНИЗИРОВАННЫХ ЗАГОТОВОК, содержащее натяжной узел для заготовок, связанный с приводом, и приводной шлифовальный инструмент, отличающееся тем, что оно снабжено узлом улавливания стружки и узлом для фиксации боковой части ремня, натяжной узел выполнен в виде установленных с возможностью взаимного перемещения двух валиков, а шлифовальный инструмент в виде полого цилиндрического неподвижного корпуса, на котором установлен приводной полый цилиндрический корпус со шлифующей частью, при этом полость неподвижного корпуса связана с источником подачи охлаждающей жидкости и сообщается с полостью приводного корпуса, а последняя связана с отводом охлаждающей жидкости.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИХЛОРПРОПАНОЛОВ | 2007 |
|
RU2358964C1 |
| Солесос | 1922 |
|
SU29A1 |
