Изобретение относится к цветной металлургии, в частности электролитическому производству алюминия. Применение его в указанной области возможно на электролизерах всех известных типов, а также при разработке новых конструкций электролизеров.
Известна подина алюминиевого электролизера с послойной забивкой межблочных швов: снизу на 1/3 высоты слой самотвердеющего жаропрочного химически стойкого бетона, сверху на 50-80 мм прослойка из порошка глиняного кирпича.
Основным недостатком указанного устройства является значительная пористость забивочной массы, что приведет к пропитыванию швов расплавленным металлом и затеканию расплава под угольные подовые блоки. Это приводит к выходу из строя всего катодного устройства, т.е. снижению срока его службы.
В другом известном устройстве предложено заделывать швы полимеризующейся смесью, состоящей в основном из обожженного антрацита в смеси со смолистыми материалами, фурфуроловым спиртом и другими катализаторами. Углеродистая основа межблочного шва подвержена воздействию криолитоглиноземного расплава, что приводит к набуханию швов, растрескиванию угольных блоков, снижению срока службы подины электролизера.
Способ забивки межблочных швов, когда нижний слой набивается корундовым материалом, основным своим недостатком имеет проникновение расплавленного металла и электролита через поры верхнего углеродосодержащего слоя и разрушение корундовой засыпки. Такое нарушение герметичности швов подины приводит к снижению срока службы электролизера и загрязнению катодного металла железом при проникновении электролита через трещины подобных блоков к блюмсам.
Известен также способ заполнения верхнего слоя межблочных швов смесью жидкого стекла, ортофосфорной кислоты и тонкодисперсного графитового порошка. Причем этот слой набивается таким образом, что после обжига он оказывается выступающим над подовым блоком в виде части сферической поверхности. Главным недостатком указанного способа является недостаточная адгезия материала шва с подовым блоком, и, как следствие, проникновение расплавленной среды через межблочные швы под угольные блоки подины и в трещины подовых секций. Это приводит к снижению срока службы электролизера и загрязнению катодного металла железом.
Наиболее близким по технической сущности к заявляемому устройству является подина электролизера с послойным заполнением межблочных швов.
Верхний и нижний слои выполнены из угольного материала, а средний из коксовой пыли с размером зерен менее 1 мм. В этом случае при обжиге подины в период пуска электролизера угольные материалы подвержены растрескиванию как в межблочных швах, так и в подовых блоках.
В дальнейшем при эксплуатации электролизера в эти трещины затекает расплав, взаимодействие угольных материалов с которым приводит к разбуханию межблочных швов. Это в свою очередь приводит к развитию трещин в подовых блоках. Проникающий в трещины электролит и расплавленный металл являются источником загрязнения катодного металла железом. Образующиеся трещины выводят из строя катодные блоки, чем сокращается срок службы электролизера.
Способ монтажа подины электролизера, наиболее близкий к заявляемому решению, представляют собой укладку угольных блоков, послойное заполнение межблочных швов и их термическую обработку. Верхний и нижний слои межблочных швов набиваются углеродистой массой, а средний порошком шихты, составленной из компонентов электролита. Причем перед засыпкой среднего слоя проводится термическая обработка нижнего.
Недостатком этого способа монтажа является то, что получаемые межблочные швы сильно разбухают. При сборке подовой секции требуется дополнительная операция отдельная термическая обработка нижнего слоя межблочного шва. Однако главный недостаток обнаруживается в процессе эксплуатации электролизера. При разогреве подины компоненты расплавленного электролита взаимодействуют с угольными материалами, вызывая их разбухание. Это приводит к повреждению подовых блоков, развитию трещин и проникновению в трещины расплавленного металла и электролита.
Целью изобретения является повышение срока службы электролизера и сортности металла.
Это достигается тем, что в подине электролизера, содержащей подовые угольные блоки с катодными стержнями и межблочные швы, выполненные послойно из различных материалов, причем верхний и нижний слои выполнены из подовой массы, хотя бы один промежуточный слой заполнен массой из смеси борида титана, титана и связующего, имеет толщину 0,5.0,1 высоты блока и расположен на уровне 0,25.1,0 этой высоты, считая от верхнего основания.
Цель достигается тем, что при монтаже подины электролизера, включающем укладку угольных блоков, послойную набивку межблочных швов, термическую обработку подины, нижний и верхний слои межблочных швов заполняют углеродистой массой, а средний массой из борида титана, титана и связующего, проводят постадийный нагрев подины до 1000оС, причем до температуры 600оС со скоростью 50-100о в 1 ч.
В состав массы промежуточных слоев введен нитрид алюминия в количестве до 80 мас.
В качестве связующего используют углеродистые компоненты и/или бакелит жидкий.
Сущность изобретения заключается в том, что подина электролизера состоит из подовых угольных блоков с катодными стержнями и межблочных швов, выполненных послойно из различных материалов, причем верхний и нижний слои выполнены из подовой массы. Промежуточных слоев может быть несколько, но хотя бы один должен быть выполнен из смеси борида титана, титана и связующего, содержащего углеродистые компоненты.
При такой конструкции верхний углеродистый слой предотвращает загрязнение металла титаном в момент обжига и пуска электролизера и является хорошим проводником тока, что необходимо для равномерного распределения тока по подине.
Промежуточный слой, выполненный из токопроводящего тугоплавкого материала, не дает расплаву проникать вдоль угольных блоков под подину. Это достигается, во-первых, за счет термостойкости набивочной массы, ее малой пористости, во-вторых, за счет плотного заполнения пазов на боковых гранях подовых блоков полужидкой набивочной массой, в состав которой входит угольный пек, в-третьих, за счет хорошей адгезии указанной массы на основе борида титана с угольными блоками подины. Толщина слоя не должна быть меньше 0,05 высоты блока, т.к. в противном случае возможны термические искривления защитного слоя и механическое нарушение его сплошности. Верхний предел толщины слоя обусловлен тем, что в состав набивочной массы входит дорогостоящий титансодержащий материал. В этом случае утолщение слоя приведет к необоснованному удорожанию конструкции.
Высота расположения слоев обусловлена образованием трещин в угольных блоках в результате различия коэффициентов теплового расширения блюмсов и блоков. Защитный слой должен находиться на уровне выхода трещин на боковую грань блока. Это составляет 0,25 высоты блока. Поскольку образование трещин есть процесс хаотический и труднопредсказуемый, то разумно предусмотреть второй защитный слой, расположенный ниже первого.
В случае, если блюмсы заделаны в подовые блоки при помощи углеродистого материала, то вероятность образования сквозных трещин значительно снижается. Тогда защитный слой может располагаться в крайнем нижнем положении.
Сущность изобретения заключается в том, что достижения термостойкости, герметичности и прочности межблочных швов, что в конечном итоге приведет к увеличению срока службы электролизера и повышению качества металла, монтаж подины следует проводить следующим образом.
Укладка угольных блоков производится по обычной технологии. Затем межблочные швы заполняются последовательно углеродистой массой, титансодержащей шихтой и опять углеродистым материалом. Затем проводят обжиг подины "на орешке" по известной технологии, соблюдая следующий температурный режим: скорость нагрева не должна превышать 50-100оС в 1 ч при нагреве до 600оС, а далее до 1000оС, без контроля за скоростью.
Постепенность температурного нагрева (не более 100оС в 1 ч) на первом этапе обусловлена необходимостью синтеза карбида титана. Полное экспериментальное и теоретическое обоснование режима обжига можно найти в известной работе.
Замедление скорости нагрева ниже 50оС в 1 ч приведет к необоснованному увеличению времени обжига подины.
Введение нитрида алюминия в состав шихты уменьшает хрупкость материала после ее обжига. Однако увеличение содержания нитрида алюминия выше 80 мас. приведет к снижению электропроводности материала и, как следствие, образованию коржей и настылей на подине, снижению срока службы подины.
Наличие бакелитового лака в составе связующего приводит к улучшению адгезии массы с угольным блоком, а следовательно, уменьшению вероятности проникновения расплавов в трещины и под подину, а следовательно, увеличению срока службы и сортности металла (нет проникновения железа чугунной заливки в катодный алюминий).
Сопоставительный анализ с прототипами заявляемого устройства подины и способа ее монтажа показывает, что для увеличения срока службы катодного узла основным требованием является герметичность конструкции межблочных швов. Это требование в полной мере может быть выполнено лишь в случае, если достигается хорошая адгезия материала швов с угольным блоком или химическая инертность самого шва. Введение угольной пыли, как одного из слоев не удовлетворяет требованию герметичности шва, шихта, состоящая из компонентов электролита, не дает достаточной адгезии с угольным блоком.
В заявляемом решении предложено выполнять один из слоев из химически инертного по отношению к металлу и электролиту вещества на таком уровне, чтобы перекрыть возможность проникновения расплава через трещины угольных блоков.
Термическая обработка межблочного шва в этом случае выполняется в процессе обжига подины без дополнительных операций. В процессе обжига связующая составляющая шихты придает хорошую адгезию материала шва с угольным блоком.
Таким образом, заявляемое устройство подины и способ ее монтажа соответствует критерию изобретения "новизна".
Сравнение заявляемого технического решения с другими аналогами следует начать с классификации последних. До сих пор проблема заделки межблочных швов решалась либо путем введения корундовых материалов различного гранулометрического состава в шихту заделочных масс, либо путем заделки швов силикатными материалами.
В первом случае корундовые материалы, имеющие высокую механическую прочность, не выдерживают термохимического воздействия криолитоглиноземного расплава. Во втором случае карбид кремния, нитрид кремния и прочие силикатные материалы могут в значительной степени загрязнять катодный металл. Предложенная конструкция подины электролизера и способ ее монтажа коренным образом отличаются от описанных выше прежде всего тем, что химически стойкий, механически прочный материал, обладающий хорошей адгезией с угольным материалом, синтезируется прямо на электролизере в процессе его обжига. Единственным условием проведения полного глубокого синтеза тугоплавких соединений в межблочных швах является некоторое замедление скорости нагрева подины до температуры 600оС.
Кроме того, фиксация положения промежуточных слоев межблочного шва на уровне не ниже 0,75 высоты блока, считая от нижней его поверхности, предотвращает затекание расплавленного металла в трещины подовых блоков. Тем самым исключается один из основных источников загрязнения алюминия железом.
Таким образом, предлагаемое техническое решение вопроса заделки межблочных швов позволяет повысить срок службы катодного устройства и улучшить качество получаемого катодного металла.
Выявленные признаки в сочетании с положительным эффектом дают основание сделать вывод о соответствии заявляемой конструкции подины и способа ее монтажа критерию изобретения "существенные отличия".
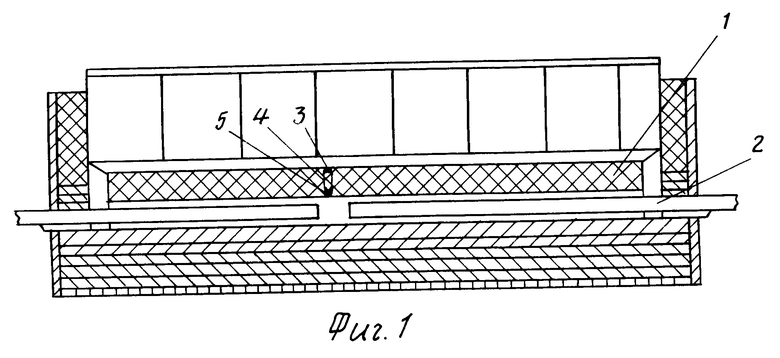
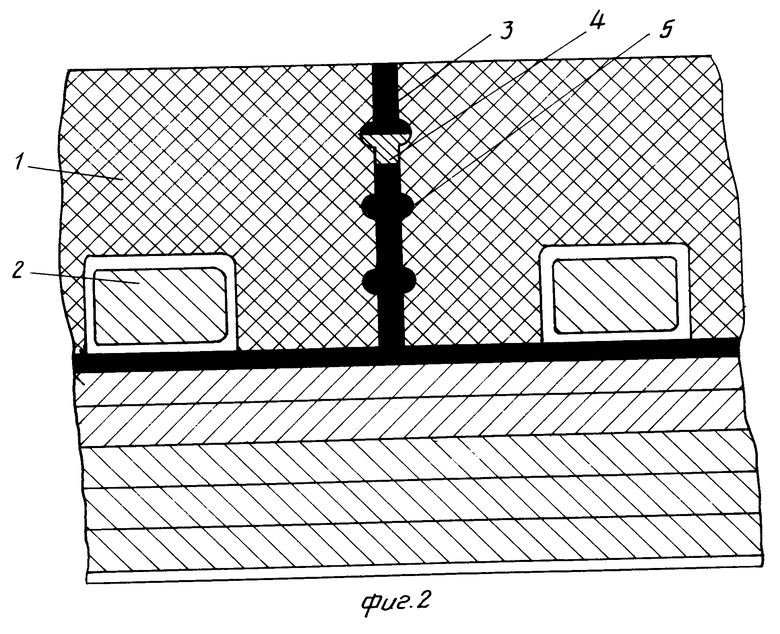
На фиг. 1 представлен разрез катодного узла электролизера по поперечной оси; на фиг. 2 фрагмент продольного разреза катодного узла с детальным изображением устройства межблочного шва.
Монтаж подины осуществляется следующим образом.
Укладываются катодные секции, состоящие из угольных блоков 1, в которые заделаны стержни 2 с чугунной заливкой. Затем производится послойное заполнение межблочных швов (слоев) 3, 4, 5. Верхний слой 3 подовой массы предотвращает вымывание компонентов промежуточного слоя 4.
Состав массы, состоящей из порошков для заполнения промежуточного слоя межблочного шва, может варьироваться в широких пределах. Один из возможных вариантов состава, мас. Борид титана 15 Нитрид алюминия 55 Титан 20 Графит 3 Пек Остальное
Содержание нитрида алюминия может достигать 80 мас. без значительного снижения электропроводности cпеченной массы. Увеличение содержания пека дает болeе эластичную забивочную массу, что позволяет плотно забивать продольные пазы в подовых блоках.
Пек можно частично либо полностью заменять бакелитом жидким. Такая замена дает еще лучшую адгезию с подовыми блоками. Кроме того, в процессе обжига бакелит полимеризуется с образованием вертикальных связей между базисными плоскостями, чего не происходит при графитизации. Эти связи придают дополнительную эластичность и прочность обжигаемой смеси.
Учитывая вышеизложенные соображения, следует привести еще один из возможных составов смеси порошков для заполнения межблочных швов, мас. Борид титана 20 Титан 40 Нитрид алюминия 10 Графит 10
Бакелит Остальное
В процессе обжига указанной смеси порошки титана и графита синтезируются в карбид титана. Для полного протекания этого процесса следует замедлить процесс обжига подины до 50.100оС/ч до достижения температуры 600оС. Дальнейший обжиг следует проводить по обычной технологии, например, "на орешке", с конечной температурой 1000оС.
Предложенное устройство подины электролизера и способ ее монтажа позволяют увеличить срок службы электролизера на 0,5 г, улучшить сортность алюминия и за счет этого увеличить годовой выпуск товарной продукции в стоимостном выражении на 1-3%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2228391C2 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2088696C1 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| УСТРОЙСТВО КАТОДНОЕ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2245397C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2239004C1 |
| ПОДИНА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2085619C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2194095C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2095485C1 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2092619C1 |
Использование: цветная металлургия, конструкция подины электролизера для получения алюминия и способ ее монтажа. Сущность изобретения: подовые угольные блоки с блюмсами укладываются на цоколь, а межблочные швы заполняются послойно. Причем один из промежуточных слоев выполнен из смеси борида титана, титана и связующего толщиной 0,05...0,1 высоты блока и расположен на уровне 0,25...10 этой высоты от верхнего основания. В дальнейшем при обжиге подины соблюдают следующий режим: скорость нагрева 50 - 100°С до температуры 600°С и далее до 1000°С для проведения полного синтеза компонентов шихты промежуточного слоя. В состав шихты можно вводить нитрид алюминия и бакелит как связующее. 2 з.п. ф-лы, 2 ил.
| Способ монтажа подины электролизера для получения алюминия | 1976 |
|
SU576353A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
