Изобретение относится к конвейерному транспорту, а именно к анализу качества потока сыпучего материала на ленте конвейера, и может быть использовано в угольной промышленности, а также в черной металлургии и энергетике.
Известно устройство для непрерывного контроля качества угля на ленточном конвейере, грузовая ветвь которого опирается на ролики, содержащее детектор с электронным блоком, установленный над лентой, и установленный под лентой конвейера источник γ -излучения. Устройство также содержит шесть скребков и приспособление для выравнивания поверхности угля [1]
Недостатком известного устройства является сильное влияние толщины слоя и насыпной плотности на результаты определения зольности, что приводит к снижению точности контроля.
Известно устройство для непрерывного контроля качества угля на ленте конвейера с грузовой ветвью ленты, поддерживающейся роликами, содержащее детектор с электронным блоком и источник γ -излучения, установленные под лентой, с двух сторон от оси источник-детектор на одинаковом расстоянии установлены поддерживающие ролики, также перпендикулярно оси ленты закреплены дополнительные поддерживающие ролики.
Основным недостатком данного устройства является низкая точность контроля качества материала из-за флуктуаций содержания тяжелых золообразующих соединений (типа Fe2O3 и CaO), сильно влияющих на результаты измерения.
Целью изобретения является повышение точности непрерывного контроля качества материала на ленте конвейера путем снижения влияния флуктуаций содержания тяжелых золообразующих соединений (Fe2O3, CaO).
Цель достигается тем, что устройство для непрерывного контроля качества угля на ленте конвейера, содержащее установленный перпендикулярно к направлению ленты конвейера детектор с электронным блоком и источник γ -излучения, расположенные под лентой конвейера, снабжено вторым детектором, установленным параллельно к направлению ленты конвейера, вторым источником γ -излучения, двумя делителями частоты и двумя коллиматорами, источники γ -излучения закреплены в коллиматорах, которые направлены в стороны первого и второго детекторов соответственно под острыми углами α1 и α2 к поверхности ленты в направлении ее оси, а оба детектора через делители частоты соединены с входом электронного блока, при этом расстояния от источников до детекторов В1 и В2 и углы наклона коллиматоров α1и α2 выбраны из соотношения  3,9-5,1.
3,9-5,1.
Изобретательский акт при создании устройства заключается в том, что авторами найдена такая совокупность конструктивных признаков устройства, которая позволила получить инвариантность суммы сигналов f1 и f2 с двух детекторов (взятых с определенными значениями коэффициентов b1 и b2) к флуктуации содержания тяжелых золообразующих соединений и за счет этого существенно повысить точность контроля качества угля.
Для достижения этой цели необходимы и достаточны все отличительные признаки устройства: второй детектор, установленный параллельно к направлению ленты конвейера; два делителя частоты; второй источник γ -излучения; два коллиматора; источники γ -излучения закреплены в коллиматорах, которые направлены в стороны первого и второго детекторов соответственно под острыми углами α1иα2 к поверхности ленты в направлении ее оси; оба детектора через делители частоты соединены с входом электронного блока; расстояния от источников до детекторов В1 и В2 и углы наклона коллиматоров α1иα2 выбраны из соотношения  3,9-5,1.
3,9-5,1.
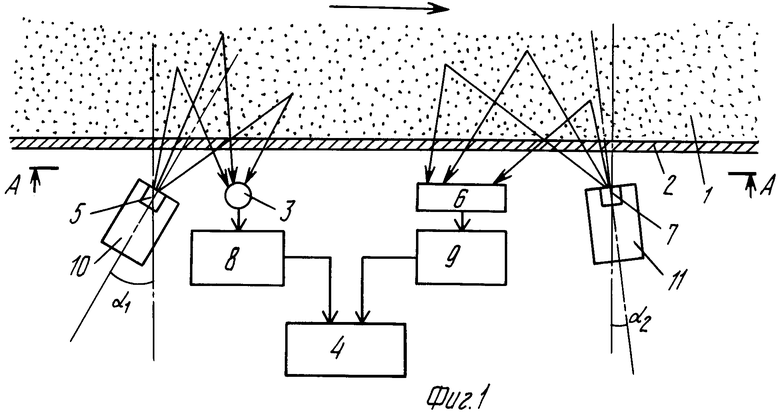
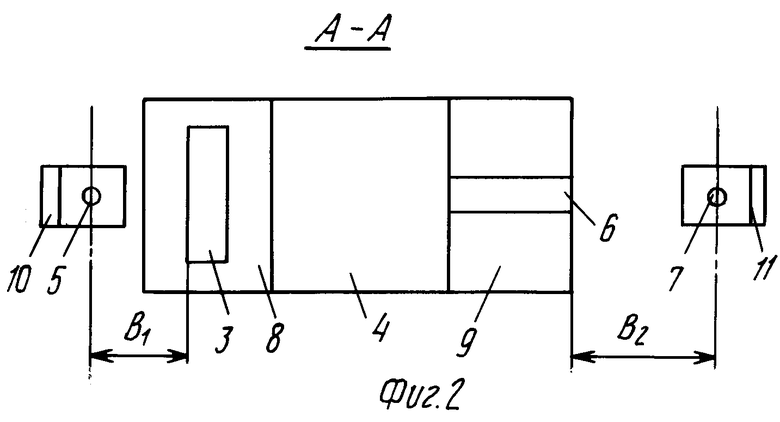
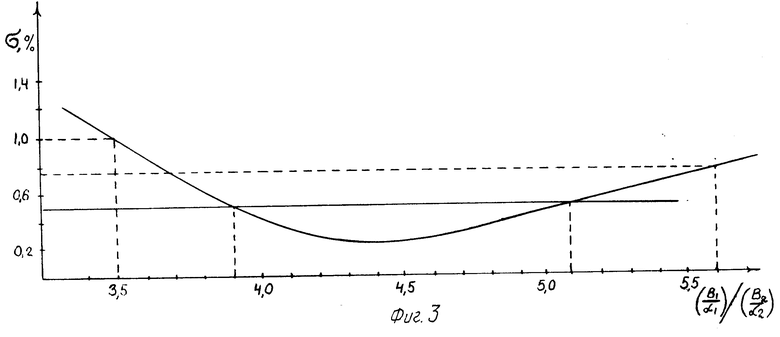
На фиг. 1 показано предлагаемое устройство, разрез; на фиг.2 разрез А-А на фиг.1 (слой угля и лента условно выполнены прозрачными); на фиг.3 экспериментальная зависимость погрешности контроля (σ) зольности углей с измененным содержанием тяжелой компоненты в золе от соотношения геометрических параметров устройства.
Поток сыпучего материала 1 создается конвейерной лентой 2. Под лентой расположено устройство для непрерывного контроля качества угля на ленте конвейера, содержащее детектор, в качестве которого применен газоразрядный счетчик, установленный перпендикулярно к направлению ленты конвейера 3, второй детектор 6, установленный параллельно к направлению ленты конвейера, два источника 5,7 γ -излучения Am-241, закрепленные в коллиматорах 10, 11, которые направлены в стороны первого 3 и второго 6 детекторов соответственно под острыми углами α1иα2 к поверхности ленты и расположены на расстоянии от первого и второго детекторов В1 и В2соответственно. Выходы детекторов через делители 8,9 частоты соединены с входом электронного блока 4 устройства. Величины геометрических параметров устройства составляют: В1 120 мм, α1 10о, В2 105 мм, α2 40о. Величина соотношения параметров 

 находятся в диапазоне 3,9-5,1 и составляет 4,6. Обоснование оптимальности соотношения геометрических параметров приведено ниже и представлено на фиг.3.
находятся в диапазоне 3,9-5,1 и составляет 4,6. Обоснование оптимальности соотношения геометрических параметров приведено ниже и представлено на фиг.3.
Устройство работает следующим образом.
Грузовая ветвь конвейера (лента 2) создает поток сыпучего материала 1. γ -излучение от источников 5, 7 через коллиматоры 10, 11 попадает в уголь, рассеивается в направлении детекторов 3, 6 и регистрируется ими. Сигналы с детекторов f1 и f2, пропорциональные зольности угля, через делители 8, 9 частоты поступают в электронный блок 4. Определение зольности угля осуществляется по градуировочному уравнению:
Ad bo + b1 f1 + b2 f2, (1) где Ad зольность контролируемого продукта;
f1,f2 частота сигнала, снимаемая с детекторов;
b1, b2 коэффициенты деления частоты, определяемые при градуировке устройства;
bo свободный член уравнения.
При определении зольности по уравнению (1) наилучшая компенсация влияния флуктуаций содержания тяжелых золообразующих соединений (Fe2O3, CaO) и соответственно минимальная погрешность контроля зольности достигается при максимальной разности соотношения чувствительностей датчиков с детекторами 3, 6 (под чувствительностью понимается относительное изменение частоты сигнала с детектора при изменении контролируемого параметра на 1%) к тяжелой и легкой (основная часть золы, представленная окислами алюминия и кремния) составляющим золы. В предельном случае полная компенсация достигается при условии чувствительности одного из датчиков только к тяжелой, другого только к легкой компоненте золы, а определение зольности по уравнению (1) дает сумму тяжелой и легкой компонент золы. Однако физически такой вариант при определении зольности по интенсивности обратно рассеянного γ -излучения неосуществим, поскольку датчики реагируют на изменение зольности без подразделения ее на компоненты, сохраняя различную чувствительность к тяжелой и легкой компонентам золы. Экспериментально установлено, что в этих условиях различие в соотношении чувствительностей датчиков к тяжелой и легкой компонентам золы, обеспечивающее компенсацию влияния флуктуаций содержания тяжелых элементов золы, достигается за счет обеспечения различной чувствительности датчиков к зольности путем выбора соответствующей геометрии этих датчиков, а именно: параметров B1, α1 В2, α2. Несмотря на очевидность обеспечения максимально возможной разности чувствительностей датчиков к зольности ΔS имеется ограничение на величину этого параметра. Увеличение ΔS за счет чрезмерного снижения чувствительности одного из датчиков S1 и увеличения чувствительности другого датчика S2, достигающихся при значениях соотношения геометрических параметров устройства 

 > 5,1, приводит к увеличению погрешности контроля зольности (фиг.3) из-за низкой чувствительности датчика S1, и низкой интенсивности γ -излучения, регистрируемого датчиком с чувствительностью S2 вследствие необходимости использования больших значений параметра В2 и малых углов наклона коллиматора α2 С другой стороны, при незначительных различиях в чувствительностях датчиков к зольности в случае
> 5,1, приводит к увеличению погрешности контроля зольности (фиг.3) из-за низкой чувствительности датчика S1, и низкой интенсивности γ -излучения, регистрируемого датчиком с чувствительностью S2 вследствие необходимости использования больших значений параметра В2 и малых углов наклона коллиматора α2 С другой стороны, при незначительных различиях в чувствительностях датчиков к зольности в случае 

 < 3,9 снижаются возможности устройства по компенсации флуктуаций тяжелых соединений в золе, что приводит к увеличению погрешности контроля. Допускаемая погрешность контроля зольности угля радиоизотопными приборами составляет 0,5 абс. что соответствует интервалу изменения соотношения геометрических параметров предлагаемого устройства
< 3,9 снижаются возможности устройства по компенсации флуктуаций тяжелых соединений в золе, что приводит к увеличению погрешности контроля. Допускаемая погрешность контроля зольности угля радиоизотопными приборами составляет 0,5 абс. что соответствует интервалу изменения соотношения геометрических параметров предлагаемого устройства 

 3,9-5,1. Как следует из зависимости, приведенной на фиг. 3, уменьшение величины соотношения на 10% относительно нижней границы оптимального диапазона приводит к увеличению погрешности контроля σ в 2 раза, а аналогичное увеличение соотношения относительно верхней границы диапазона на 50%
3,9-5,1. Как следует из зависимости, приведенной на фиг. 3, уменьшение величины соотношения на 10% относительно нижней границы оптимального диапазона приводит к увеличению погрешности контроля σ в 2 раза, а аналогичное увеличение соотношения относительно верхней границы диапазона на 50%
Испытания макета предлагаемого устройства показали, что погрешность контроля зольности углей по сравнению с устройством, принятым за прототип, уменьшается в 1,5-2,5 раза. При использовании устройства для контроля зольности угольного концентрата такое повышение точности анализа позволяет повысить выход концентрата на 0,07-0,09% что при средней производительности углеобогатительной фабрики 2,5 млн.т составит 2,5˙106˙0,08x x10-2 2000 т в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АНАЛИЗА ЗОЛЬНОСТИ ПОТОКА УГЛЯ НА ЛЕНТЕ КОНВЕЙЕРА | 1992 |
|
RU2067028C1 |
| Способ автоматического контроля качества угля на ленте конвейера | 1989 |
|
SU1721484A1 |
| Устройство для непрерывного контроля качества угля | 1989 |
|
SU1696353A1 |
| Устройство для непрерывного контроля качества угля на ленте конвейера с грузовой ветвью ленты, поддерживающейся роликами | 1987 |
|
SU1452590A2 |
| Устройство для анализа качества потока сыпучего материала на ленте конвейера | 1981 |
|
SU1073646A1 |
| Устройство для анализа качества потока сыпучего материала на конвейерной ленте | 1989 |
|
SU1645221A1 |
| Устройство для непрерывного контроля качества угля на ленте конвейера с грузовой ветвью ленты,поддерживающейся роликами | 1985 |
|
SU1282897A1 |
| Устройство для контроля качества сыпучего материала на конвейере | 1984 |
|
SU1162490A1 |
| Способ определения зольности угля | 1988 |
|
SU1679318A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ СОСТАВА ОТРАБОТАННЫХ ГАЗОВ | 1992 |
|
RU2047857C1 |
Изобретение относится к конвейерному транспорту, а именно к анализу качества потока сыпучего материала на ленте конвейера, и может быть использовано в угольной промышленности, черной металлургии и энергетике. Устройство для непрерывного контроля качества угля на ленте конвейера, содержащее установленный перпендикулярно к направлению ленты конвейера детектор с электронным блоком и источник γ -излучения, расположенные под лентой конвейера, снабжено вторым детектором, установленным параллельно к направлению ленты конвейера, вторым источником g -излучения, двумя делителями частоты и двумя коллиматорами, источники g -излучения закреплены в коллиматорах, которые направлены в стороны первого и второго детекторов соответственно под острыми углами a1 и α2 к поверхности ленты в направлении ее оси, а оба детектора через делители частоты соединены с входом электронного блока, при этом расстояния от источников до детекторов B1 и B2 и углы наклона коллиматоров α1 и α2 выбраны из соотношения (B1/α1)/(B2/α2) - 3,9 - 5,1. 3 ил.
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО КОНТРОЛЯ КАЧЕСТВА УГЛЯ НА ЛЕНТЕ КОНВЕЙЕРА, содержащее установленный перпендикулярно направлению ленты конвейера первый детектор с электронным блоком и первый источник γ -излучения, расположенные под лентой конвейера, отличающееся тем, что оно снабжено вторым детектором, вторым источником g -излучения, двумя делителями частоты и двумя коллиматорами, источники g -излучения закреплены в коллиматорах, которые направлены в второны первого и второго детекторов соответственно под острыми углами a1 и α2 относительно перпендикуляра к поверхности ленты, а оба детектора через делители частоты соединены с входом электронного блока, при этом расстояние от источников до детекторов β1 и β2 соответственно и углы наклона коллиматоров α1 и α2 выбраны из соотношения
| Устройство для непрерывного контроля качества угля на ленте конвейера с грузовой ветвью ленты,поддерживающейся роликами | 1985 |
|
SU1282897A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
