ел ю ел
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля качества угля на ленте конвейера | 1983 |
|
SU1139505A1 |
| УСТРОЙСТВО ДЛЯ АНАЛИЗА ЗОЛЬНОСТИ ПОТОКА УГЛЯ НА ЛЕНТЕ КОНВЕЙЕРА | 1992 |
|
RU2067028C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО КОНТРОЛЯ КАЧЕСТВА УГЛЯ НА ЛЕНТЕ КОНВЕЙЕРА | 1992 |
|
RU2038159C1 |
| Устройство для анализа качества сыпучего материала на ленте конвейера | 1983 |
|
SU1122362A1 |
| Устройство для непрерывного контроля качества угля на ленте конвейера с грузовой ветвью ленты,поддерживающейся роликами | 1985 |
|
SU1282897A1 |
| Способ автоматического контроля качества угля на ленте конвейера | 1989 |
|
SU1721484A1 |
| Устройство для анализа качества слоя угля на ленте конвейера | 1984 |
|
SU1251959A1 |
| Устройство для измерения зольности угля на ленте конвейера | 1981 |
|
SU967925A1 |
| Устройство автоматического контроля состояния поверхности ленты конвейера | 1977 |
|
SU692761A1 |
| Устройство для анализа качества потока сыпучего материала на ленте конвейера | 1981 |
|
SU1073646A1 |
Изобретение относится к конвейерному транспорту. Цель изобретения - повышение точности контроля за счет устранения влияния неодинаковой толщины п различных участков ленты 2. Устр-во содержит п- запоминаюолих магнитоуправляемых контактов, 2п полосковых постоянных магнитов и (п-1) делителей частоты, детектор 4. При прохождении участков ленты срабатывает соответствующий магнитоуправляемый контакт. Магниты закреплены на краях каждого из п участков ленты 2 различной толщины. Контакты установлены под лентой перед зоной контроля под серединами соответствующих пар магнитов и входными контактами 21-23 подключены к входу детектора 4. Выход контакта 23 магнитов прикреплен к концам участка ленты 2 и соединен с входом электронного блока. А выходные контакты остальных (п -1) контактов через делители соединены с входом блока. При толщине участков ленты, отличных друг от друга на 30%, погрешность при измерениях предлагаемым устр-вом сводится к нулю. 4 ил. (С (Л
tsj
ери S.I
Изобретение относится к конвейерному транспорту, а именно к средствам контроля качества угля на ленте конвейера, и является усовершенствованием устройства по авт св. № 1282897.5
Цель изобретения - повышение точности контроля за счет устранения, влияния неодинаковой толщины п раз 1ичных участков ленты,
На фиг. 1 приведено предлагаелгое уст- :ройство (слой угля и лента условно выпол- I йены прозрачными), вид сверху; на фиг. 2 функциональная схема устройства; на фиг. 3 -- развертка ленты с уста но влей ны- Ш -«а ней полосковыми постоянными маг- ЙИ §11Й1 . вид снизу; на фиг.. 4 - устройство/ 15 осевбй продольный разрез.
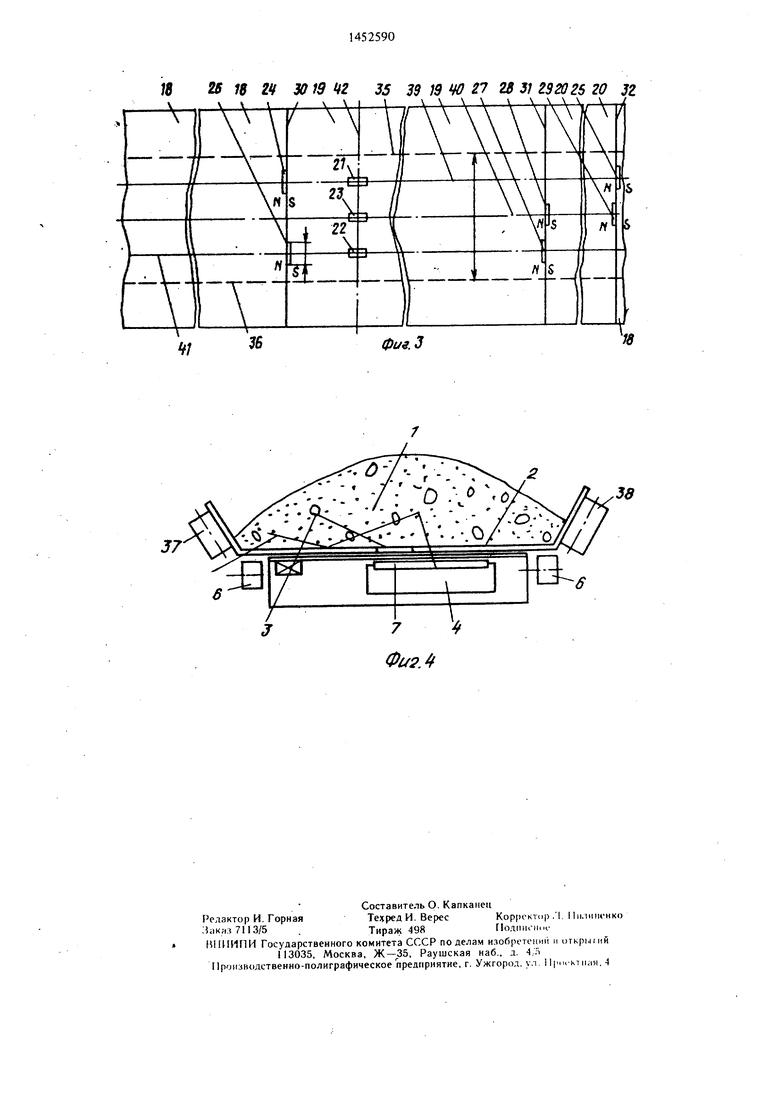
Поток сыпучего материала 1 создается конвейерной лентой 2. Под лентой установлено устройство для непрерывного кон- |троля качества угля на ленте конвейера, Iсодержащее источник 3 у -излучения (например, А„,-241 активностью 100 мКи), детектор 4 (например, гейгеровский газораз- Iрядный счетчик), сочлененный с электронным блоком, поддерживающие ролики 5 дли- 25 ной L, расположенные на расстоянии {один от другого, дополнительные поддерживающие ролики 6, расположенные на общей, оси источник у -излучения - детектор. В зоне
30
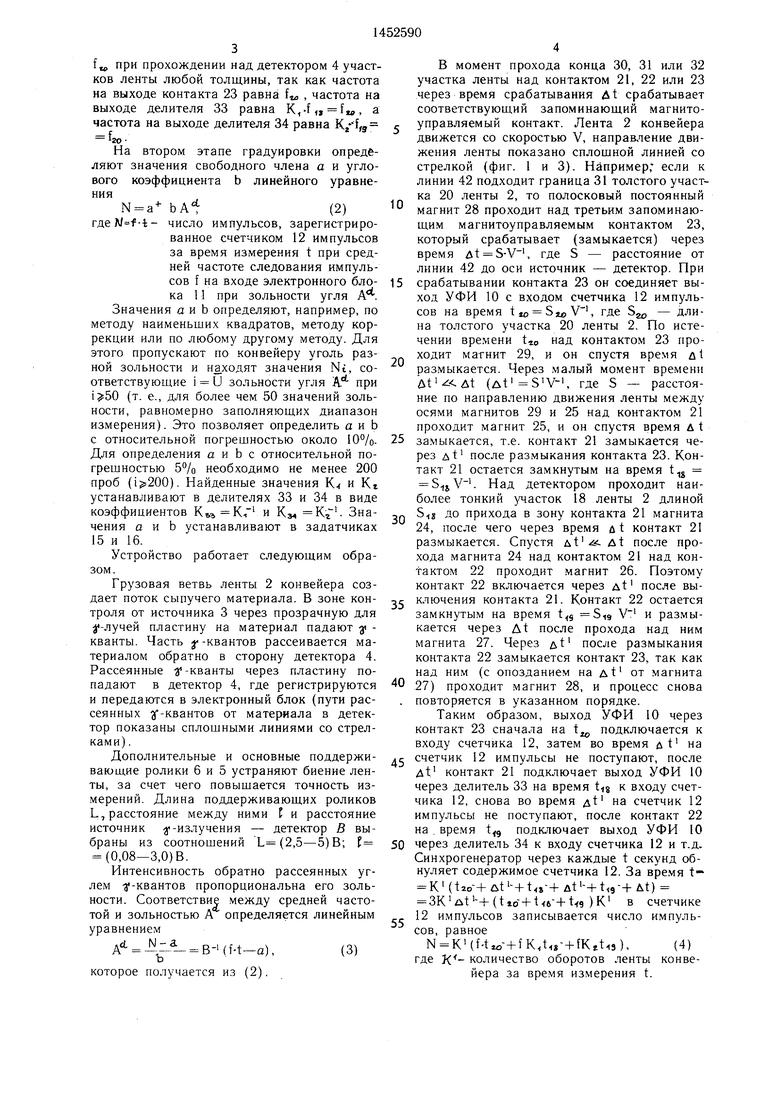
.контроля материала верхняя крышка ко- 1жуха выполнена из прозрачного для -у -лучей источника 7 материала, например из бериллиевой бронзы, стеклопластика толщиной не более 5 мм и т.п. I Детектор 4 состоит из гейгеровских счет- |чиков 8, высоковольтного стабилизирован- 5 |ного источника 9 питания и усилителя-фор- |мирователя 10 импульсов. Электронный блок 111 состоит, например, из счетчика 12 им- 1пульсов, блока 13 решения линейного урав- |нения, синхрогенератора 14, двух задат- чиков 15 и 16 и блока 17 индикации и ре- Егистрации. Источник 9 соединен со счетчиками 8, сигнал с которых подается на УФИЮ. Выходы синхрогенератора 14 соединены с обнуляющим входом слетчика 12 импульсов и с управляющим входом блока 45 13 решения линейного уравнения, сигнальный вход которого соединен с выходом счетчика 12 импульсов, второй и третий входы соединены с задатчиками 15 и 16, а выход соединен с входом блока 17 индикации и регистрации..jQ
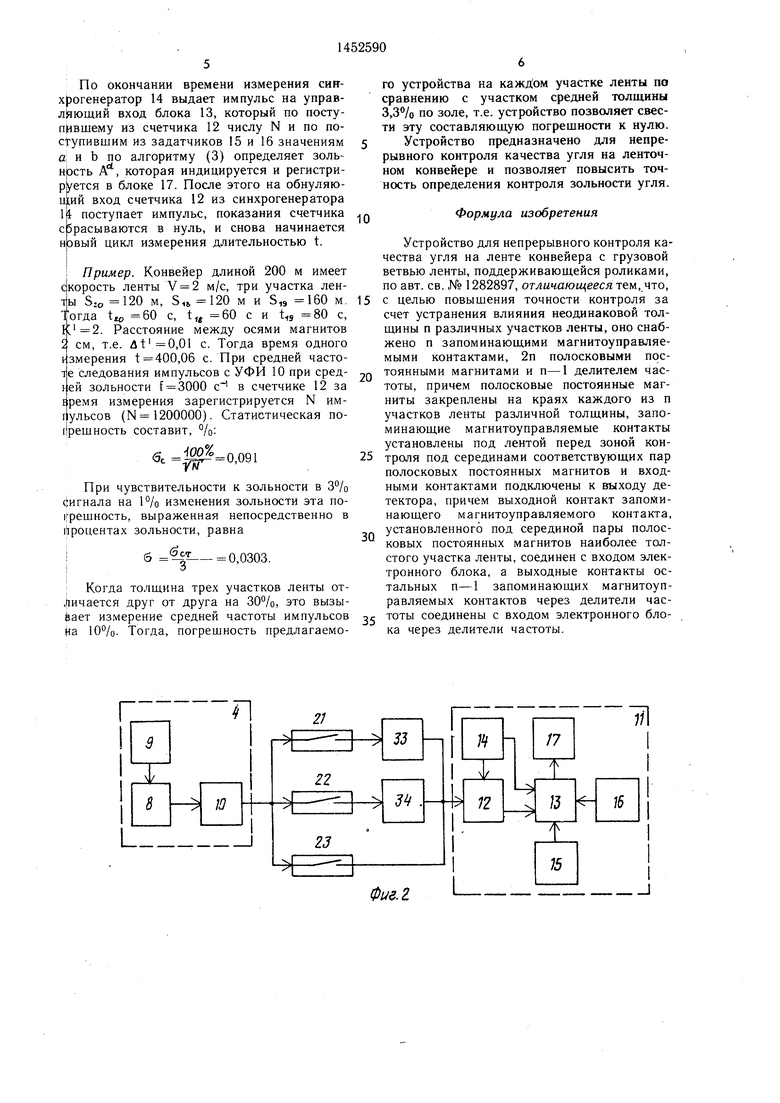
Устройство снабжено п запоминающими Магнитоуправляемыми контактами (на чер- показан пример, когда лента 2 кон- &ейера состоит из трех участков 18, .19 и 20 азлично толщины) 21-23 и 2п полоско- ыми постоянными магнитами 24-29. Па иг. 3 показаны границы 30, 31 и 32 между частками ленты 2 соответственно 18 и -19,
5
5
5
0
5 0 5 Q
19 и 20 и 20 и 18 с неодинаковой толщиной. Участок 18 имеет толщину ленты d,, , участок 19 - d« , участок 20 - d« , причем d,,- d«). Устройство снабжено также (п- 1) (например, двумя) делителями 33. и 34 частоты.
На фиг. 3 показаны пунктиром линии 35 и 36 продольного изгиба ленты 2 на боковых роликах 37 и 38. Полоса ленты 2 Между пунктирными линиями 35 и 36 продольными. 1итрихпунктирными линиями 39-41 разделена на приблизительно равные части. Начало зоны контроля показано щтрих- пунктирной линией 42 (фиг. I и 3). Запоминающие магнитоуправляемые контакты 21 - 23 установлены под лентой 2 перед зоной контроля (на пересечении линии 42 с линиями 39-41). Псуюсковые постоянные магниты 24-29 закреплены на краях участков 18-20 ленты (фиг. 3). Силовые линии магнитов направлены вдоль ленты (магнитные полюса указаны на фиг. 3), а ширина Н каждого магнита быбрана большей, чем рина сбегов (сходов) ленты 2 при работе конвейера. Это обеспечивает проход магнита над соответствующим контактом при .любых сходах ленты.
Входные контакты запоминающих маг- нитоуправляемых контактов 21-23 соединены с выходом детектора 4. Выходной контакт запоминающ,его магнитоуправляе- мого контакта 23, установленного под серединой пары полосковых постоянных магнитов 28 и 29, прикрепленных к концам 31 и 32 наиболее толстого участка 20 ленты 2, соединен с входом электронного блока П. Выходные контакты запоминающих маг- нитоуправляемых контактов 21 и 22 через делители 33 и 34 частоты соединены с входом электронного блока 11.
Перед запуском устройства в работу его градуируют. На первом этапе градуировки определяют коэффициенты деления K-i и К делителей 33 и 34 частоты. Для этого ленту загружают углем средней зольности. Измеряют среднюю частоту следования импульсов при прохождении над детектором 4 наиболее толстого участка 20 ленты 2 с углем, среднюю частоту следования импульсов « с УФИ 10 при прохождении над детектором 4 участка 19 средней толщины dt и среднюю частоту f.,, с УФИ 10 при прохождении над детектором 4 наиболее тонкого участка 18 ленты 2. Если d, ,, то (, f « f. По измеренным значениям , f« и «, определяют коэффициенты деления:
f« K.-f« K.-f«; K, ;
K. f.«, . -(1)
Выполнение условий (I) приводит к тому, что при прохождении над детектором 4 ленты 2 с углем 1 средней зольности средняя частота следования импульсов на вход электронного блока 11 одинакова и равна
f при прохождении над детектором 4 участков ленты любой толщины, так как частота на выходе контакта 23 равна f , частота на выходе делителя 33 равна K,-f,, fie, а частота на выходе делителя 34 равна Kj- f,3 го
На втором этапе градуировки определяют значения свободного члена а и углового коэффициента b линейного уравнения
N a - bA f(2)
число импульсов, зарегистрированное счетчиком 12 импульсов за время измерения t при средней частоте следования импульсов f на входе электронного блока 11 при зольности угля А. Значения а и Ь определяют, например, по методу наименьших квадратов, методу коррекции или по любому другому методу. Для этого пропускают по конвейеру уголь разной зольности и на.ходят значения Ni, соответствующие i и зольности угля при (т. е., для более чем 50 значений зольности, равномерно заполняющих диапазон измерения). Это позволяет определить а и Ь с относительной погрешностью около 10%. Для определения а и Ь с относительной погрешностью 5% необходимо не менее 200 проб (). Найденные значения Кч и Кг устанавливают в делителях 33 и 34 в виде коэффициентов и К, Кг . Значения а и Ь устанавливают в задатчиках 15 и 16.
Устройство работает следующим образом.
Грузовая ветвь ленты 2 конвейера создает поток сыпучего материала. В зоне контроля от источника 3 через прозрачную для -лучей пластину на материал падают у - кванты. Часть j--квантов рассеивается материалом обратно в сторону детектора 4. Рассеянные 3 -кванты через пластину попадают в детектор 4, где регистрируются и передаются в электронный блок (пути рассеянных -квантов от материала в детектор показаны сплошными линиями со стрелками) .
Дополнительные и основные поддерживающие ролики 6 и 5 устраняют биение лепты, за счет чего повышается точность измерений. Длина поддерживающих роликов L, расстояние между ними t и расстояние источник -излучения - детектор В выбраны из соотношений L (2,5-5) В; Е (0,08-3,0) В.
Интенсивность обратно рассеянных углем -у-квантов пропорциональна его зольности. Соответствие между средней частотой и зольностью А определяется линейным уравнением
«d N-a R-i /f.| Г1
г - .- и I L и,
О
которое получается из (2).
(3)
0
5
0
5
0
5
0
5
0
5
В момент прохода конца 30, 31 или 32 участка ленты над контактом 21, 22 или 23 через время срабатывания At срабатывает соответствующий запоминающий магнито- управляемый контакт. Лента 2 конвейера движется со скоростью V, направление движения ленты показано сплошной линией со стрелкой (фиг. 1 и 3). Например, если к линии 42 подходит граница 31 толстого участка 20 лепты 2, то полосковый постоянный магнит 28 проходит над третьим запоминающим магнитоуправляемым контактом 23, который срабатывает (замыкается) через время At , где S - расстояние от линии 42 до оси источник - детектор. При срабатывании контакта 23 он соединяет выход УФИ 10 с входом счетчика 12 импульсов на время tto , где S - длина толстого участка 20 ленты 2. По истечении времени t«o над контактом 23 проходит магнит 29, и он спустя время д1 размыкается. Через малый момент времени (At S V- , где S -- расстояние по направлению движения ленты между осями магнитов 29 и 25 над контактом 21 проходит магнит 25, и он спустя время д t замыкается, т.е. контакт 21 замыкается через At после размыкания контакта 23. Контакт 21 остается замкнутым на время t,g S.,. Над детектором проходит наиболее тонкий участок 18 ленты 2 длиной Sij до прихода в зону контакта 21 магнита 24, после чего через время ut контакт 21 размыкается. Спустя ut . At после прохода магнита 24 над контактом 21 над контактом 22 про.ходит магнит 26. Поэтому контакт 22 включается через At после выключения контакта 21. Контакт 22 остается замкнутым на время t 8,9 и размыкается через At после прохода над ним магнита 27. Через ut после размыкания контакта 22 замыкается контакт 23, так как над ним (с опозданием на At от магнита 27) проходит магнит 28, и процесс снова повторяется в указанном порядке.
Таким образом, выход УФИ 10 через контакт 23 сначала на t, подключается к входу счетчика 12, затем во время ut на счетчик 12 импульсы не поступают, после At контакт 21 подключает выход УФИ 10 через делитель 33 на время tig к входу счетчика 12, снова во время дt на счетчик 12 импульсы не поступают, после контакт 22 на . время подключает выход УФИ 10 через делитель 34 к входу счетчика 12 и т.д. Синхрогенератор через каждые t секунд обнуляет содержимое счетчика 12. За время t K (bo-+ut -+t4 --f At -+t,9-+At)
(tio-f t46 -f t.9 )К в счетчике 12 импульсов записывается число импульсов, равное
N K (, + fKrti3),(4)
где количество оборотов ленты конвейера за время измерения t.
По окончании времени измерения син- х|зогенератор 14 выдает импульс на управ- лйющий вход блока 13, который по поступившему из счетчика 12 числу N и по по- с-1-упившим из задатчиков 15 и 16 значениям а и b по алгоритму (3) определяет золь- HJocTb А , которая индицируется и регистри- р|уется в блоке 17. После этого на обнуляю- вход счетчика 12 из синхрогенератора lit поступает импульс, показания счетчика сбрасываются в нуль, и снова начинается нрвый цикл измерения длительностью t.
; Пример. Конвейер длиной 200 м имеет cJKopocTb ленты V 2 м/с, три участка лен- Sjo 120 м, S,i 120 м и S,9 160 м. Тогда 1ад 60 с, t,4 60 с и t« 80 с, . Расстояние между осями магнитов S см, т.е. At 0,01 с. Тогда время одного измерения t 400,06 с. При средней частоте следования импульсов с УФИ 10 при сред- ей зольности f 3000 с в счетчике 12 за ;ремя измерения зарегистрируется N импульсов (N 1200000). Статистическая по- ijpemHOCTb составит, %:
бс ,091
При чувствительности к зольности в 3% сигнала на 1% изменения зольности эта по- | решность, выраженная непосредственно в процентах зольности, равна
0,0303.
; Когда толщина трех участков ленты отличается друг от друга на 30%, это вызывает измерение средней частоты импульсов на 10%. Тогда, погрешность предлагаемо0
го устройства на каждом участке ленты по сравнению с участком средней толщины 3,3% по золе, т.е. устройство позволяет свести эту составляющую погрешности к нулю. Устройство предназначено для непрерывного контроля качества угля на ленточном конвейере и позволяет повысить точность определения контроля зольности угля.
Формула изобретения
0
Устройство для непрерывного контроля качества угля на ленте конвейера с грузовой ветвью ленты, поддерживающейся роликами, по авт. св. № 1282897, отличающееся 7ем,ч7о, 5 с целью повышения точности контроля за счет устранения влияния неодинаковой толщины п различных участков ленты, оно снабжено п запоминающими магнитоуправляе- мыми контактами, 2п полосковыми постоянными магнитами и п-1 делителем частоты, причем полосковые постоянные магниты закреплены на краях каждого из п участков ленты различной толщины, запоминающие магнитоуправляемые контакты установлены под лентой перед зоной кон5 троля под серединами соответствующих пар полосковых постоянных магнитов и входными контактами подключены к выходу детектора, причем выходной контакт запоминающего магнитоуправляемого контакта, установленного под серединой пары полосковых постоянных магнитов наиболее толстого участка ленты, соединен с входом электронного блока, а выходные контакты остальных п-1 запоминающих магнитоуп- равляемых контактов через делители часг тоты соединены с входом электронного блока через делители частоты.
.2
I
26 18 21 30 19 42 35 39 19 W 21 2В 31 292025 20 32
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
