Изобретение относится к деревообрабатывающей промышленности, в частности для производства щитов и панелей.
Известен способ изготовления щитов, состоящий из обработки реек, нанесения связующего и прессования щитов (1).
Известен также способ производства реечных щитов и панелей, включающий операции продольной и поперечной распиловки реек, соединение реек в щит или панель крепежными элементами с обработкой по периметру и их отделку и крепление по лагам (2).
Недостатками известных решений является низкая производительность из-за значительной трудоемкости подготовки калиброванных реек в частности их обработка распиловка, всестороннее строгание, что не только увеличивает материалоемкость, но и резко повышает трудоемкость производства.
Цель изобретения повышение производительности за счет использования разновеликих реек по толщине щита и панели и снижения материалоемкости с размещением дефектов и пороков на оборотной стороне щита или панели.
Достигается это тем, что соединение реек осуществляют совместно с формированием лицевой плоскости, обработку по периметру производят с образованием опорных пазов, которые выполняют на оборотной плоскости щита или панели поперек их реек, а укладку щитов и панелей по лагам ведут с совмещением опорных пазов с лагами.
Предложенное техническое решение соответствует всем требованиям критериев изобретения и, в частности, критериям новизна, поскольку введена новая операция образование опорных пазов и др. критерию существенные отличия, т.к. именно совокупность признаков обеспечивает достижение поставленной цели, а также критериям техническое решение задачи и полезность предложения.
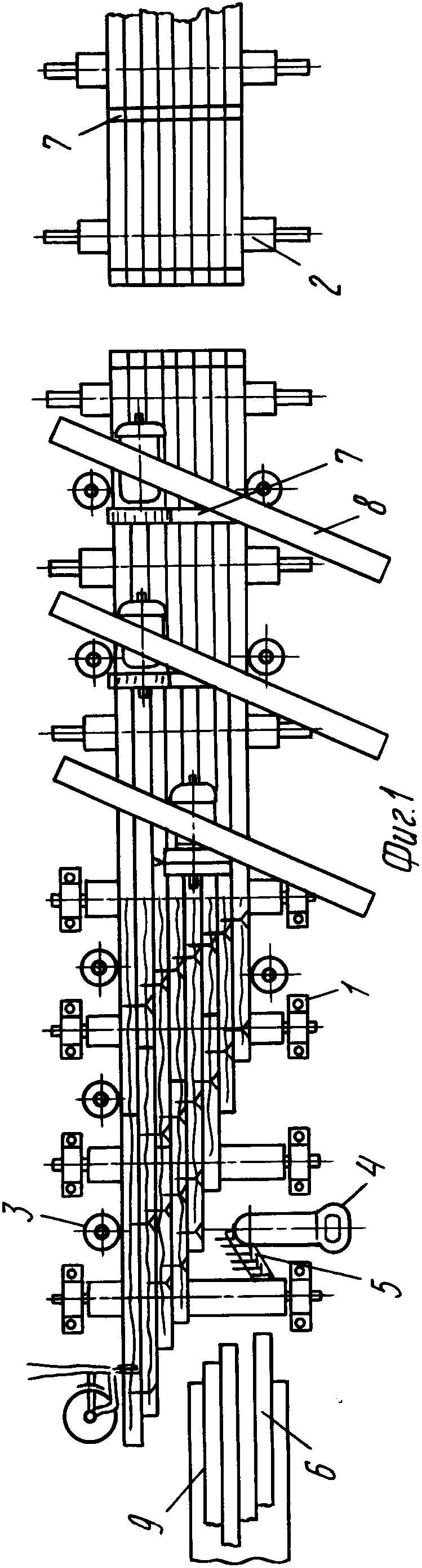
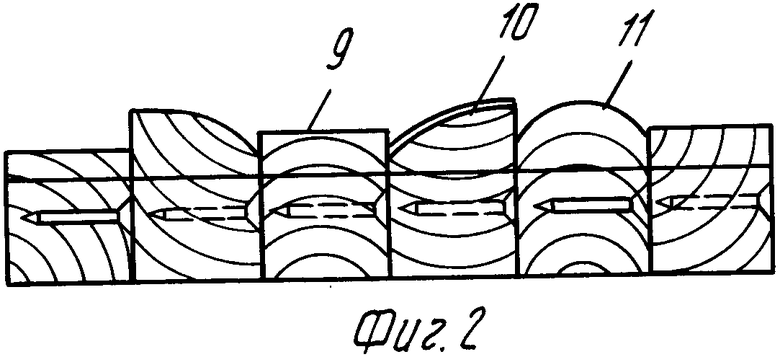
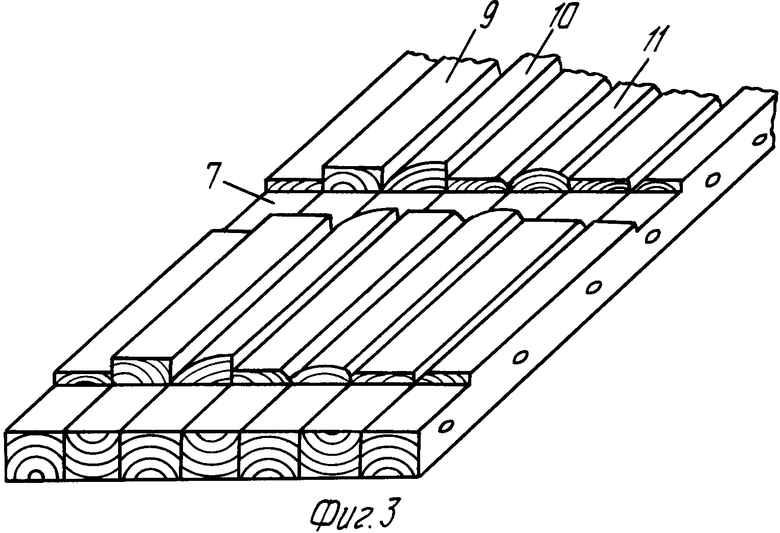
На фиг. 1 изображена схема устройства для производства щитов, вид сверху; на фиг. 2 схема щита, панели, вид сбоку; на фиг. 3 схема щита или панели, вид снизу.
Способ изготовления реечных щитов или панелей осуществляется с помощью устройства, включающего раму 1 с роликами 2 и ограничителями 3, напротив которых расположен пневмопистолет 4 с гвоздями 5, а перед роликами 2 установлена стопа с рейками 6, над роликами 2 смонтированы узлы выборки опорных пазов 7 с наклонно расположенными направляющими 8, при этом рейки могут иметь оборотные кромки 9 с односторонним обзолом 10, местным обзолом 11 и другими дефектами механической обработки древесины.
Работа устройства осуществляется следующим образом.
Из стопы поочередно рейки 6 укладывают на ролики 2 и к первому ряду реек 6 с помощью гвоздей и пневмопистолета 4 производят крепление реек 6, при этом стыки соседних реек 6 размещают со смещением друг относительно друга.
После чего собранную полосу из реек 6 перемещают, сборку продолжают, а от полосы отрезают щит или панель необходимой длины и цикл повторяют, причем перед отрезкой включают узел выборки опорных пазов 7 и формируют не только паз 7, но и калибруют рейки по толщине по ширине паза 7.
При размещении панелей, используемых в качестве элементов перекрытия, вначале формировали опорные пазы или калибровали рейки по ширине, а затем крепили их непосредственно на балках перекрытия с помощью гвоздей 5, в данном случае использовали рейки сечением 25 х 100 мм, причем площадь перекрытия составила 900 кв. метров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРЕССОВАННЫХ ДЕТАЛЕЙ ПОКРЫТИЙ ПОЛА И ПРЕССОВАННАЯ ДЕТАЛЬ | 1993 |
|
RU2038202C1 |
| КОМПОЗИЦИОННЫЙ СТРОИТЕЛЬНЫЙ МАТЕРИАЛ | 1992 |
|
RU2015928C1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ БРУСЬЕВ И ШПАЛ | 1992 |
|
RU2037397C1 |
| Деревянный пол @ | 1989 |
|
SU1705523A1 |
| Паркетно-щитовой пол | 1978 |
|
SU727805A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ ДЛЯ ПОЛА ИЗ ФАНЕРНОЙ РЕЙКИ | 1996 |
|
RU2111322C1 |
| СПОСОБ ДИСКРЕТНОГО ИЗГОТОВЛЕНИЯ БРУСКОВЫХ ДЕТАЛЕЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2014218C1 |
| Щит для сборных перегородок | 1939 |
|
SU57186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСТРОЕННОЙ МЕБЕЛИ | 1993 |
|
RU2108433C1 |
Использование: деревообрабатывающая промышленность, производство реечных щитов и панелей. Сущность изобретения: соединение реек осуществляют совместно с формированием лицевой плоскости, обработку по периметру производят с образованием опорных пазов. 12 з.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ЩИТОВ ПОЛОВОГО НАСТИЛА | 0 |
|
SU321359A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
