Изобретение относится к деревообрабатывающей промышленности, в частности к прессованным деталям.
Известен способ изготовления прессованных деталей, состоящий из операций смешивания частиц и их прессования в профильные детали (1).
Известен также способ и деталь прессованные, включающие операции подготовки растительных частиц, сортирование, сушку и смешивание частиц с вяжущим, подачу порций пресс-массы на прессование заготовок и раскрой их на детали покрытий пола и образование пазов и гребней (2).
Недостатками известных способов является относительно низкое качество прессованных деталей, используемых в покрытиях пола из-за низкой прочности деталей на истирание, а также токсичной среды, создаваемой этими деталями.
Цель изобретения повышение качества деталей за счет создания экологически чистой среды обитания человека и повышения прочности деталей на истирание.
Достигается это тем, что прессование заготовок покрытий пола осуществляют с попарным формированием на оборотных плоскостях деталей противосдвиговых впадин, при этом частицы пресс-массы в заготовках в лицевых и оборотных плоскостях ориентируют радиальными поверхностями, образование пазов и гребней ведут при прессовании, а раскрой производят в плоскости симметрии гребня и паза с одновременным формированием на концах каждой противосдвиговой впадины опорных площадок.
Предложенное решение соответствует всем требованиям критериев изобретения, а именно: критерию "новизна", т.к. введены новые операции формирование противосдвиговых впадин, и опорных площадок; критерию "существенные отличия", поскольку использована иная совокупность признаков прессования, формирования и раскроя; критерию "полезность", т.к. обеспечивается достижение поставленной цели повышение качества; критерию "техническое решение задачи", т.к. предложение относится к области техники.
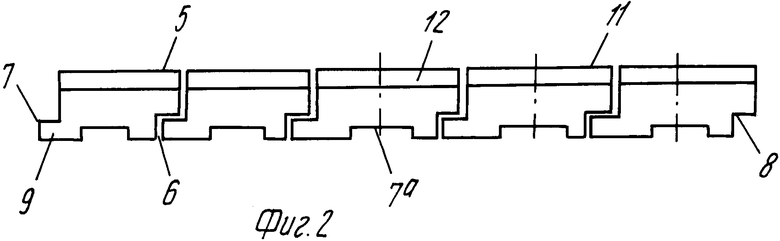
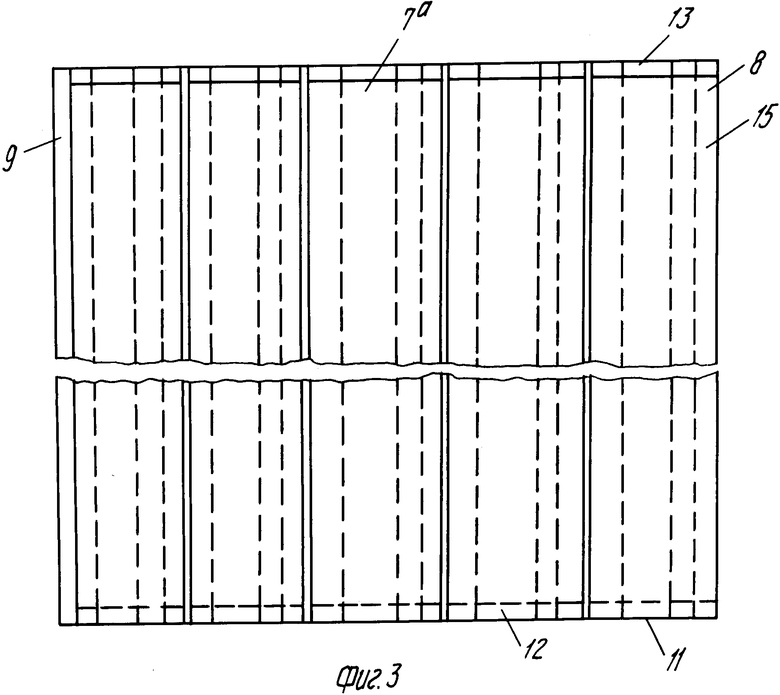
На фиг. 1 изображена схема прессованной детали покрытий пола, вид сбоку; на фиг. 2 то же, вид в собранном виде; на фиг. 3 то же, вид сверху.
Прессованная деталь покрытия пола включает основание 1, прессованное из частиц 2, имеющих тангентальные 3 и радиальные 4 плоскости, основание 1 содержит лицевую 5 и оборотную 6 плоскости, а также соединительные кромки 7 со шпунтом (пазом) 8 и гребнем 9, при этом на основании 1 расположена на оборотной плоскости 6 противосдвиговая впадина 7а и опорные площадки 8а, причем последние расположены вдоль впадины 7а параллельно продольной оси 9а детали, а шпунт 8 и гребень 9 размещены в плоскости 10 опорных площадок 8а.
Поперечные кромки 11 детали выполнены с выступом 12 и впадиной 13 или имеют установочные пазы 14. Детали получают из непрерывной заготовки 15, формируя при этом поперечные кромки 11, а шпунт 8 и гребень 9 имеют плоскость симметрии 16.
Способ производства прессованных деталей покрытий пола выполняют следующим образом.
Вначале подготавливают растительные частицы 2, сортируют их, сушат и смешивают с вяжущим, затем порции пресс-массы подают на прессование заготовок 15, раскраивают их на детали покрытий пола с одновременным формированием поперечных кромок 11, при этом прессование заготовок 15 осуществляют с попарным формированием на оборотных плоскостях 6 противосдвиговых впадин 7а, кроме того частицы 2 в заготовках 15 в лицевых 5 и оборотных 6 их плоскостях соответственно ориентируют радиальными плоскостями 4 в рабочую плоскость, точнее лицевую 5 плоскость детали, при прессовании одновременно образуют пазы (шпунты) 7 и гребни 9, а раскрой непрерывной заготовки 15 выполняют в плоскости симметрии 16 с одновременным формированием на концах каждой противосдвиговой впадины 7а опорных площадок 8а, причем на поперечных кромках 11 обрабатывают выступ 12 и впадину 13 или установочные пазы 14, а затем проводят сборку покрытия и цикл повторяют.

Изобретение относится к деревообрабатывающей промышленности, в частности к производству прессованых деталей покрытий пола. Сущность изобретения заключается в том, что прессование заготовок осуществляют с попарным формированием противосдвиговых впадин, при этом частицы пресс - массы в лицевой и оборотной плоскостях ориентируют радиальными поверхностями, пазы и гребни формируют при прессовании, а раскрой ведут в плоскости симметрии паза и гребня с формированием опорных площадок. 2 с. и 26 з.п. ф-лы, 3 ил.
15 Прессованная деталь покрытий пола, включающая основание с лицевой и оборотной плоскостями и соединительные кромки со шпунтом и гребнем, отличающаяся тем, что деталь снабжена расположенными на оборотной плоскости основания противосдвиговой впадиной и опрными площадками, при этом последние расположены вдоль впадины параллельно оси детали, а шпунт и гребень размещены в плоскости опорных площадок.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ производства стеновых профильных деталей из древесных отходов и однолетних растений и устройство для его осуществления | 1990 |
|
SU1674691A3 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
