Известна установка для сборки 1цитов нолового настила, включающая круглопильные станки, механизмы подачи и формирования щитов.
Цель изобретения - обеспечить возможность изготовления двухрядных щитов, а также автоматизировать процесс их сборки.
Достигается это тем, что механизм подачи реек вынолнен с направляющими, состоящими из оснований и ограничителей, на которых смонтированы прижимные приводные устройства с предохранительным приспособлением, а после механизма формирования гпита установлены гвоздезабивные автоматы с устройством для загибания концов гвоздей, кантователи и пакетообразователь. Установка снабжена барабаном с армирующей лентой и элементами автоматики.
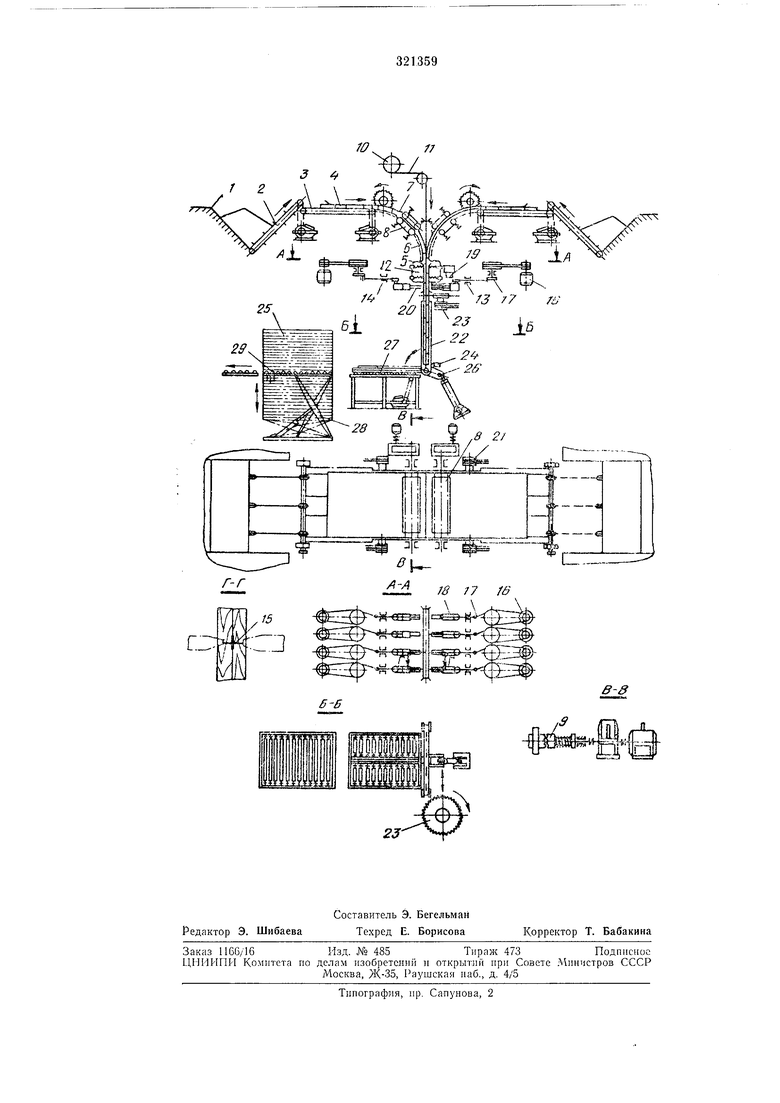
На чертеже схематически изображена установка.
Установка выполнена с двумя магазинаминакопителями 1, левым 1 правым, один из них предназначен для формирования нижнего ряда щита; другой - верхнего ряда щита. За магазинамн-иакопителями установлены загрузочные устройства 2 и ленточные питатели 3. На ленточных питателях установлены направляющие 4 для реек, которые сходятся в общую направляющую-щитообразователь 5. Направляющие 4 выполнены с основаниями 6 и ограинчителями 7. Расстояние между основанием п ограничителем должно быть равно толщине рейки соответствующего ряда собираемого щита и его можно регулнровать неременденнем
основания.
На основаниях смонтированы прилашные приводные устройства 8 с предохранительным приспособлением 9.
Установка снабжена барабаном 10 с армирующей лентой 11. В щптообразователь 5 встроены регуляторы 72 давления. За механизмом формирования щита установлены гвоздезабиЕные автоматы 13 с устройствол 14 для загибания концов гвоздей 15. Гвоздезабнвной
автомат включает в себя прнвод 16, крнвошипно-шатунный механизм 17, подающие головки 18 и загрузочные бункера 19. Устройство для загибания концов гвоздей отличается от гвоздезабнвного автомата 13 конструкцией подаюп;их головок, которые заканчиваются снециальнымл унорами 20, и отсутствием бункеров. Подающие головки ГБОЗдезабивного автомата расноложеиы на одной оси с упорами 20. Число подающих головок и упоров, а также расстояиие между ними соответствует числу армирующнх лент // и расстоянию между ннми. Для получения нужной ширины щита в начале наиравляющих установлены дисковые иилы 21. Для сборки щита 22 заданного размера
вне конечным выключателем 24. Длнну щита можно регулровать, изменяя положение конечного выключателя.
Для формирования наката 25 из щитов служит кантователь 26, приводной рольганг 27 и пакетообразователь 28 с приводными роликами 29.
Установка для сборки ищтов работает следующим образом.
Магазины-накопители / загружают пакетами строганых реек, длиной не менее требуемой ширины щита. Загрузочные устройства 2 подают рейки на питатели 3, лента кэторы.х движется со скоростью, большей скорости загрузочного устройства.
Питателями 3 рейки подаются в направляющие 4, в которых пилами 21 образуются ковры из реек нужного размера. Ковры из реек подхватываются лентами прижимных устройств 5, движущихся со скоростью, меньшей скорости движения ленты питателей, что обеспечивает постоянный подпор реечных ковров. Сходясь в щитообразователе 5, реечные ковры увлекают за собой находящиеся между иими ленты //. В щитообразователе 5 с помощью регуляторов 12 создается расчетное усилие, нобходнмое для сплачивания реек ковра в щит. Регуляторы давления должны обспечивать такое усилие, которое может быть преодолено только совместным усилием двух прижимных устройств 8, что гарантирует качество щита. В случае, если одно из прижимных устройств по какой либо причине не производит подачи реек, лепта другого будет неподвижна за счет предохранительного приспособления 9, отрегулированного на соответствующее усилие.
В нижней части щитообразователя 5 происходит прошивка сформированного nuiTa 22 гвоздями 15.
Забивка гвоздей производится с определеиными расчетным ритмом, зависящим от скорости продвижения щита. Указанный ритм обеспечивает шаг забивки гвоздей, меньшнй минимальной ширины рейки. Таким образом в каждую рейку попадает по крайней мере один гвоздь. Забивка гвоздей гвоздезабивным автоматом 13 осуществляется при помощи кривощипио-шатунных механизмов 17. Синхроино с гвоздезабивным автоматом работает устройство 14 для загибания гвоздей.
Сформированный щит входит в направляюнще кантователи 26 и, упираясь в конечный выключатель 24, включает двигатель иилы 23, отключая все остальиые двигатели механизмов, работаюищх на формировании и;ита. Размер щита выбирается таким, чтобы рез приходился между рядами гвоздей.
Пила 23, возвращаясь в исходное положе1ше, отключает свой двигатель и включает двигатели, раиее отключенные конечным выключателем. Кроме этого, включается привод кантователя 26, н происходит укладка щита на стол пакетообразователя 28 с помои1,ью приводиого рольганга 27.
После передачи ихита иа сток пакетообразователя кантователь возвранщется в исходное положение. Цикл перекладки щига-расчетный, обеспечиваюнигй возврат кантователя 26 к приему следуюн1,его щита.
Пакетообразователь 28 обеспечивает опускание стола после приемки каждого последуюnj,ero щита и после формирования пакета 25- подъем стола н передачу пакета при помощи приводных роликов 29 на транспортную линию.
Предмет изобретения
Установка для сборки щитов полового настила, включаюн1,ая круглопильные станки, :vieхаиизмы подачи и формироваиия щитов, отличающаяся тем, что, с целью обеспечения возможности изготовления двухрядных щитов, а также автоматизации процесса их сборки, механизм подачи реек выполнен с направляющпмн, состояпи1ми из оснований и ограничителей,
иа которых смо1ггированы нрижимные приводные устройства с предохранительным приспособлеиием, а после механнзма формирования щита установлены гвоздезабивные автоматы с устройством для запибания концов гвоздей,
кантователь и пакетообразователь, причем установка выполнена с барабаном с армирующей лентой и элементами автоматики.