Изобретение относится к деревообрабатывающей промышленности и, в частности к дискретному изготовлению брусковых деталей.
Известен способ экструзионного производства деталей, состоящий из операций подготовки частиц, смешивания их со связующим, прессования непрерывной заготовки и разделения ее на детали /1/.
Известен также способ и линия дискретного изготовления брусковых деталей, включающий операции подготовки и сортировки частиц биомассы, смешивания их с вяжущим и добавками, подачу пресс-массы на прессование непрерывной брусковой заготовки и разделение ее на детали /2/.
Недостатками известных технических решений является низкое качество деталей в связи неравномерной плотностью и непараллельным расположением частиц биомассы.
В известных решениях подачу частиц производят обычно без сохранения и учета расположения частиц относительно усилия прессования, что отрицательно сказывается на качестве деталей особенно брусковых имеющих увеличенное поперечное сечение, например, 150 х 250, мм.
В принятой технологической схеме экструзионного выпуска плит подачу частиц осуществляют с помощью валкового загрузчика, который с усилием выбрасывает предварительно полученную порцию в межплитное пространство, при этом частицы занимают хаотичное положение.
Расчеты и результаты производственной эксплуатации линий по выпуску брусковых деталей показывают, что существует определенная взаимосвязь между способом подачи частиц биомассы и воздействием при этом на них, так например, при свободном падении каждой частицы достигается полное выравнивание плотности каждой порции, т.е. именно так называемая гравитационная укладка обеспечивает повышение качества брусковых деталей.
Цель изобретения - повышение качества деталей за счет выравнивания плотности и параллельной укладки частиц биомассы.
Достигается это тем, что, подачу пресс-массы перед прессованием осуществляют с гравитационной укладкой со свободным падением каждой частицы биомассы, а прессование непрерывной брусковой заготовки производят с одновременным объемным удалением воздуха и парогазовой смеси, что механизм прессования выполнен многоканальным и смонтирован вертикально, а механизм подачи пресс-массы установлен параллельно оси механизма прессования и имеет приспособление прогрева частиц.
Предложенный способ и технологическая линия соответствуют всем требованиям критериев изобретения а именно:
- критерию "Новизна", поскольку имеют новые операции и элементы и в частности, например, подачу производят с ее гравитационной укладкой,
- критерию "Существенные отличия", т.к. содержат взаимосвязанные между собой известные и вновь введенные элементы и операции,
- критерию - "Техническое решение" поставленной задачи, поскольку предложение относится к проблеме производства брусковых деталей,
- критерию - "Полезность", т.к. обеспечивает в реальных условиях достижение поставленной цели.
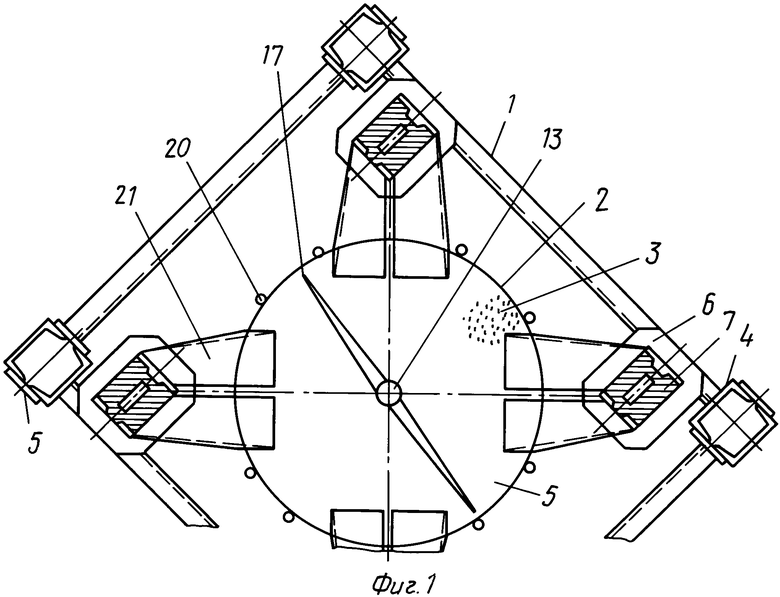
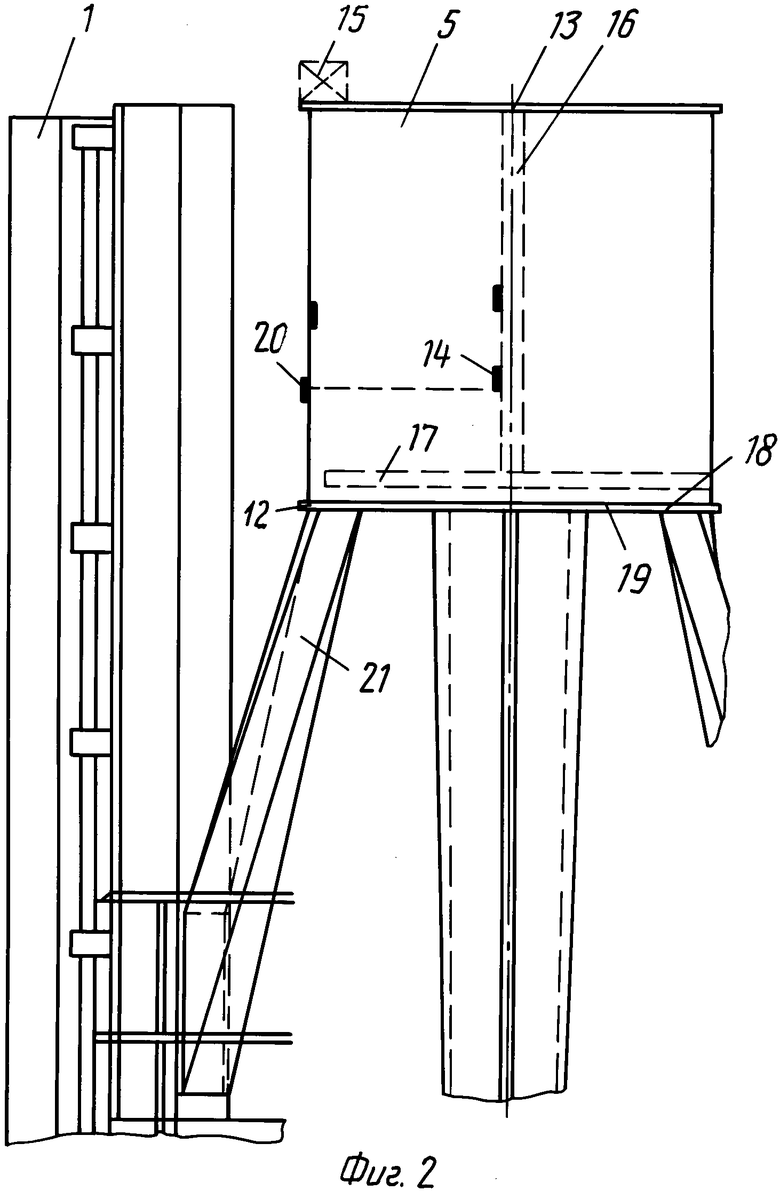
На фиг. 1 изображена линия, общий вид; на фиг. 2 - приспособление прогрева частиц.
Способ обеспечивается с помощью технологической линии, которая включает смонтированные на раме 1 узлы подготовки 2 древесных частиц 3, узел сортировки 4 и смешивания их с вяжущим и добавками, механизмы подачи пресс-массы 5, прессования ее 6 в непрерывную брусковую заготовку 7, механизм разделения 8 на детали 9 и привод 10, при этом механизм прессования 6 выполнен многоканальным и смонтирован вертикально, а механизм подачи 5 установлен параллельно оси механизма прессования 6, при этом механизм подачи 5 имеет приспособление прогрева 11 древесных частиц 3.
Приспособление прогрева частиц 11 выполнено в виде попарно расположенных на корпусе 12 механизма подачи 5 и ворошителе 13 - электродов 14, которые соединены с понижающим трансформатором 15, при этом ворошитель 13 имеет вертикальный стержень 16 и горизонтальные плечи 17, расположенные напротив плоскости 18 дна 19 механизма подачи 5, который может иметь закрепленные снаружи корпуса 12 нагреватели 20, а также диагонально расположенные загрузочные окна 21, соединяющие механизм подачи 5 и механизм прессования 6.
Работа устройства происходит следующим образом.
Древесные частицы 3 загружают в механизм подачи 5, где приспособление прогрева 11 обеспечивает прогрев каждой частицы 3, которые равномерно через загрузочные окна 21 с помощью ворошителя 13 поступают в механизм прессования 6, причем частицы 3 укладываются со свободным падением, т.е. происходит гравитационная укладка, а затем осуществляют прессование частиц биомассы 3 с одновременным объемным удалением воздуха и парогазовой смеси, т.е. удаление производят в замкнутом объеме и как из межчастичных так и из межклеточных и внутриклеточных полостей частиц 3, что и обеспечивает повышение качества деталей и снижает степень распрессовки по отношению к известным решениям, после чего цикл повторяют.
Изобретение относится к деревообрабатывающей промышленности и, в частности, и к производству брусковых деталей. Сущность изобретения: заключается в том, что подачу пресс-массы перед прессованием осуществляют с гравитационной укладкой со свободным падением каждой частицы биомассы, а прессование производят с одновременным объемным удалением воздуха и парогазовой смеси из межчастичных, межклеточных и внутриклеточных полостей, а технологическая линия имеет приспособление прогрева частиц и выполнена многоканальной. 2 с. и. 17 з.п. ф - лы, 2 ил.
