Изобретение относится к силовой полупроводниковой технике и может быть использовано в модулях с мощными диодами и тиристорами (на токи 800-1200 А).
Известен способ изготовления охладителя, заключающийся в том, что прокатный алюминиевый профиль распиливают на блоки заданного размера, затем на стороне каждого блока, противоположной оребрению, фрезеруют площадку для посадки силового полупроводникового прибора, сверлят и нарезают крепежные отверстия.
Однако при реализации данного способа не обеспечивается хорошего отвода тепла от полупроводникового прибора из-за небольшой площадки контакта алюминий воздух.
Этот недостаток устраняется при интенсификации теплообмена применением испарительного охлаждения ребер. Однако соответствующие системы слишком сложны и не могут быть использованы в преобразователях электровозов.
Другой путь решения задачи связан с развитием поверхности теплообмена путем перехода на сложную конфигурацию ребер.
Хотя при этом поверхность ребер в том же объеме блока может быть увеличена в 2,5-3,5 раза, но такие блоки можно изготовить только методом точного литья, что существенно усложняет технологию производства. Этот же недостаток относится и к более сложным конструкциям охладителей.
Наиболее близким к изобретению является способ изготовления охладителя, заключающийся в том, что прокатный профиль распиливают на прямоугольные блоки заданного размера, в каждом блоке фрезеруют посадочную площадку для установки силового полупроводникового прибора.
Однако в этом способе из-за небольшой площади рабочей поверхности ребер тепловое сопротивление охладителя получается недостаточным для отвода тепла потерь от мощных диодов и тиристоров.
Цель изобретения улучшение тепловых характеристик охладителя.
Для этого распиливают ребра под углом 45о к плоскости ребер в двух взаимно перпендикулярных направлениях, после чего отгибают распиленные участки ребер попарно в противоположные стороны.
Существенные отличительные признаки связаны с выполнением вышеуказанных операций.
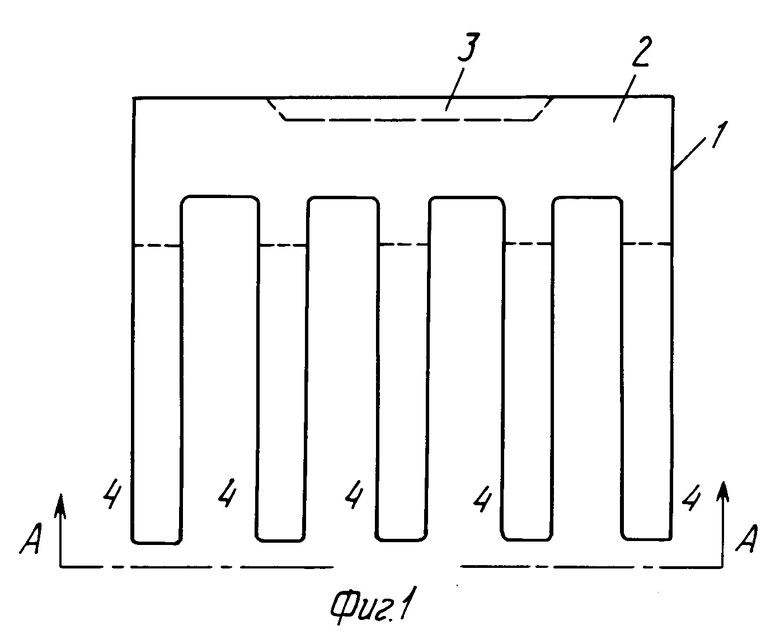
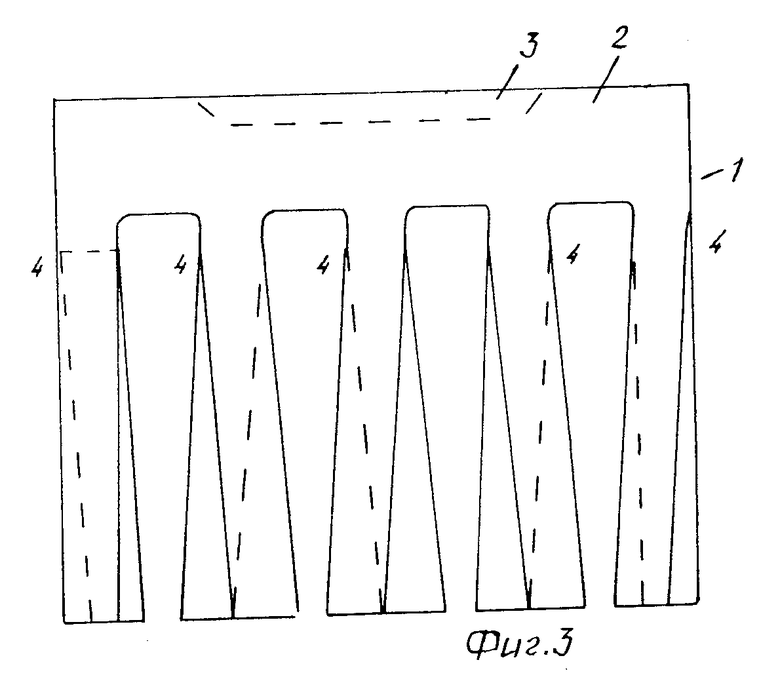
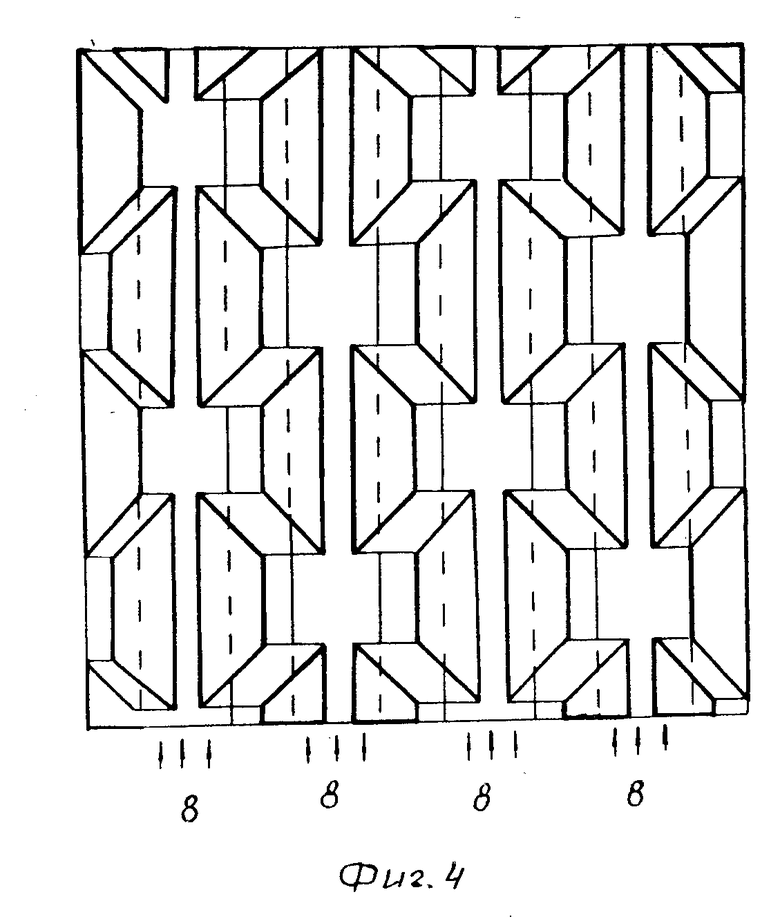
На фиг. 1 показан исходный прокатный профиль с разметкой распилов; на фиг.2 вид А на фиг.1; на фиг.3 и 4 готовый охладитель, две проекции.
Предложенный способ иллюстрируется на примере изготовления охладителя из стандартного прокатного профиля с прямыми ребрами, распиленного на прямоугольные блоки 1. Каждый блок 1, т.е. заготовка для изготовления охладителя, содержит основание 2, в котором фрезеруют площадку 3 для последующей установки полупроводникового прибора. С другой стороны от основания 2 отходят ребра 4. На фиг.2 показана разметка распилов, выполняемых дисковой пилой по линиям 5 и 6, которые пересекают плоскости ребер 4 под углом 45о. Точки 7 пересечения линий 5 и 6 находятся посередине межреберных промежутков.
После выполнения этих распилов участки ребер отгибают как показано стрелками на фиг.4. В результате получается готовый охладитель, который работает при обдуве его потоком 8 воздуха, направление которого показано стрелками. При этом рабочая поверхность каждого ребра увеличилась примерно вдвое за счет площади скошенных торцов. Кроме того, дополнительно эффективность охлаждения возросла за счет того, что поток 8 воздуха турбулизируется в межреберном пространстве, что при скорости 6-8 м/с обеспечивает улучшение теплоотдачи (снижение теплового сопротивления Rт, град.С на Вт) в 1,8-2,1 раза.
При этом расход металла (алюминия) не увеличивается, а за счет дополнительных операций распила и отгиба стоимость охладителя возрастает на 22-29%
Таким образом, технико-экономическая эффективность изобретения обеспечивается снижением теплового сопротивления в условиях обдува воздушным потоком в 2,5-3 раза. Угол 45о при распиле необходим по условиям симметрии, чтобы охладитель мог работать при указанном направлении потока 8 воздуха и при противоположном его направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАДИТЕЛЬ ДЛЯ СИЛОВОГО ПОЛУПРОВОДНИКОВОГО ПРИБОРА | 1992 |
|
RU2047952C1 |
| МОДУЛЬ ДЛЯ РАЗМЕЩЕНИЯ БОРТОВОЙ УПРАВЛЯЮЩЕЙ ЭЛЕКТРОННОЙ ВЫЧИСЛИТЕЛЬНОЙ МАШИНЫ | 1991 |
|
RU2010027C1 |
| Модуль силовой электропреобразовательной установки | 1991 |
|
SU1771007A1 |
| Охладитель для силового полупроводникового прибора | 1984 |
|
SU1229982A1 |
| Модуль силовой электропреобразовательной установки | 1990 |
|
SU1709432A1 |
| Полупроводниковый модуль силовой электропреобразовательной установки | 1987 |
|
SU1457018A1 |
| Полупроводниковый модуль преимущественно электропреобразовательной техники | 1988 |
|
SU1647936A1 |
| Способ контроля качества сборки модуля с силовым полупроводниковым прибором | 1986 |
|
SU1448313A1 |
| Устройство для контроля силового полупроводникового прибора в сборке с охладителем | 1987 |
|
SU1499284A1 |
| Охладитель для силового полупроводникового прибора | 1984 |
|
SU1226693A1 |
Использование: в силовой полупроводниковой технике в преобразователях с мощными диодами и тиристорами. Сущность изобретения: в процессе изготовления охладителя в блоке 1 его заготовки ребра 4 распиливают в двух взаимно перпендикулярных направлениях по плоскостям, расположенным под углом 45° к плоскости расположения ребер 4, а затем распиленные участки ребер 4 отгибают в противоположных направлениях от плоскости ребра в противоположные стороны в шахматном порядке. 2 з.п. ф-лы, 4 ил.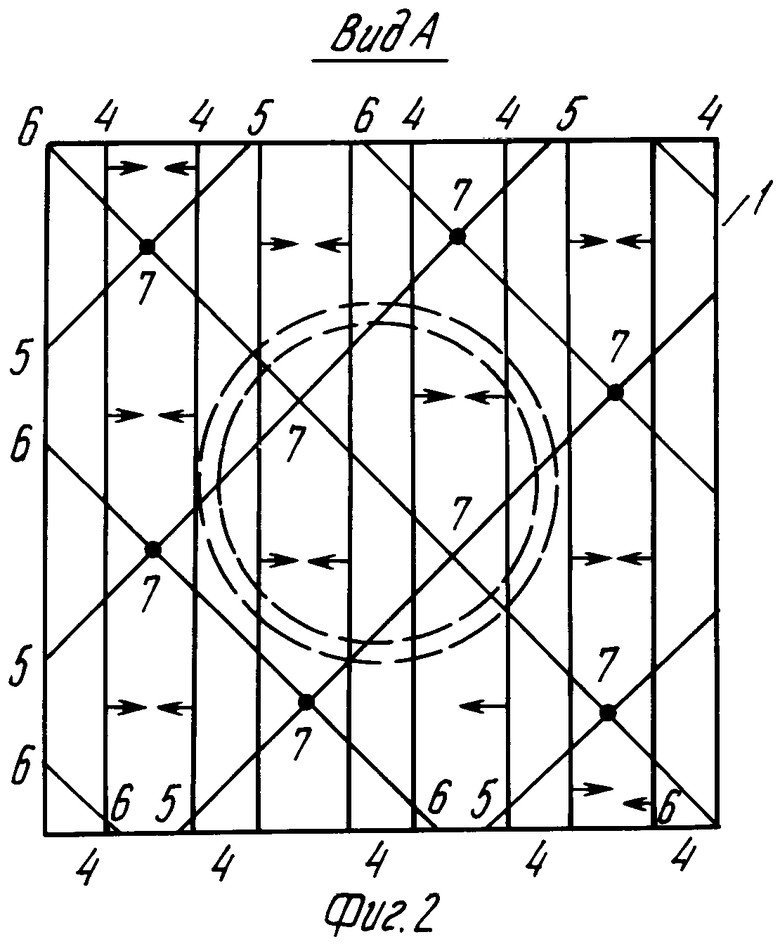
| Радиатор для охлаждения электрорадиоэлементов | 1987 |
|
SU1691983A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
