Изобретение относится к легкой промышленности, конкретно к способам переработки отходов раскройного производст- ва.
Известен способ изготовления одежды из полос ткани (патент Франции N 2380748, кл. A 41 D 1/00, 1978).
Способ заключается в изготовлении одежды из полосы ткани большой длины, расположенной по винтовой линии. Причем, указанная полоса имеет ширину в диапазоне 27,5-60,0 см и длину по меньшей мере 75,0 см.
Такой способ формирования оболочек ограничивает его реализацию в условиях производства по переработке отходов от раскроя рулонных материалов.
Недостатки известного способа:
исключена возможность применения данного способа в условиях производства швейных изделий из отходов от раскроя рулонных материалов;
ограничено применение способа при габаритах полос, выходящих за пределы параметров, указанных в существующем способе;
исключена возможность получения швейного изделия, объем оболочки которого имеет сложную геометрическую конфигурацию.
С целью расширения технологических возможностей и экономии материальных затрат, авторы предлагают к рассмотрению способ формирования объемного изделия из отходов гибких листовых и рулонных материалов, например текстильных.
Существо способа заключается в том, что перед раскроем, например, текстильного материала определяют габариты полученных межлекальных выпадов и группируют межлекальные выпады по габаритам таким образом, чтобы в зоне из наименьшей ширины размеры отходов были идентичны. Затем, соединяют отходы по меньшей их стороне (поперек), например, соединительным ниточным швом и подрезают края, формируя полосу с учетом заданных параметров объемного изделия. При формировании объемного изделия по винтовой линии создают также и объемы оболочки сложной геометрической конфигурации путем перегибания полосы по шаблону и последующего нанесения контрольных меток в смежных витков полосы, затем, при формировании оболочки, контрольные метки совмещают. Причем объемное изделие в местах криволинейных изгибов подрезают и соединяют по оставшимся виткам по полученным кромкам. В области измененного параметра витка полосу перегибают, совмещая срезы одной стороны полосы, и соединяют.
Формирование витков с заданными параметрами осуществляют либо посредством деформации материала полосы, либо путем размещения прокладки между витками.
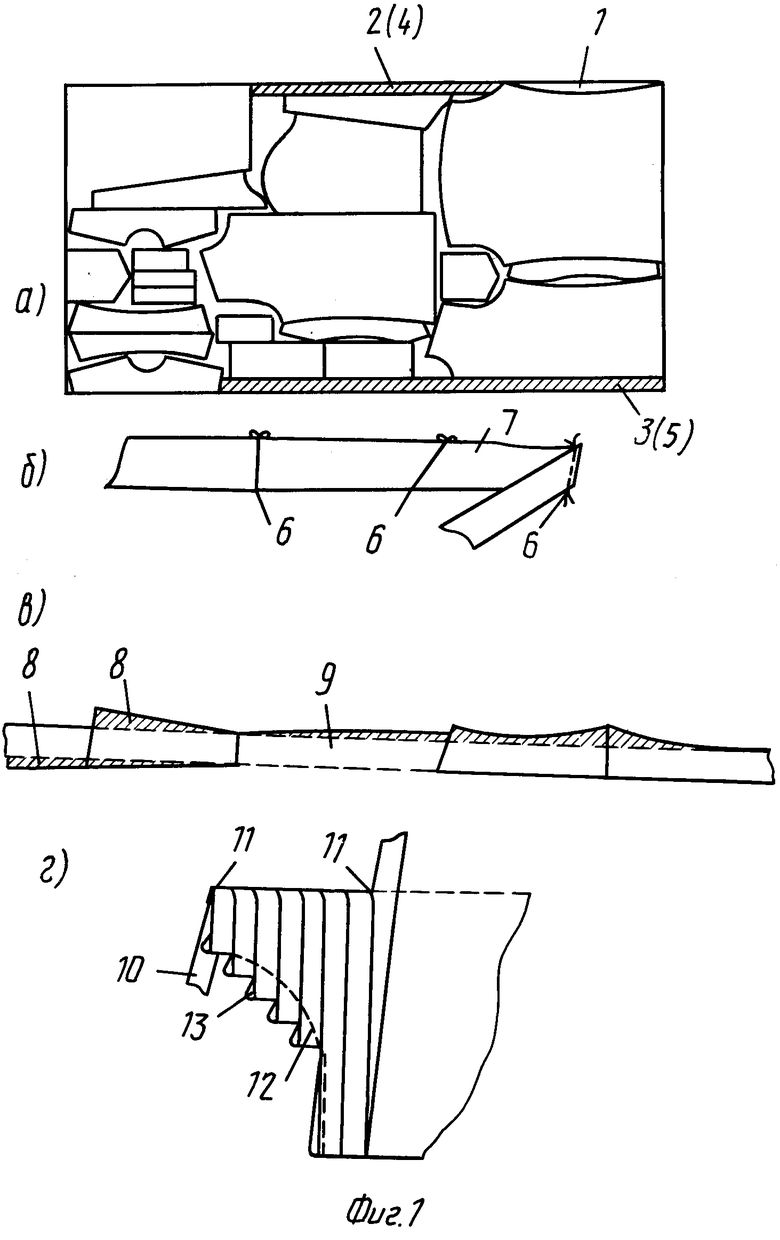
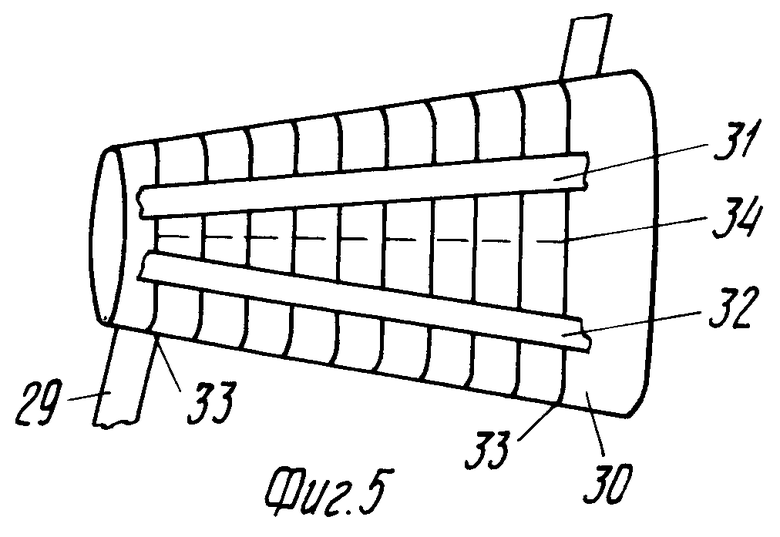
На фиг. 1а, б, в, г и фиг. 2а, б представлена последовательность действий при осуществлении способа формирования объемного изделия из отходов материала; на фиг. 3 последовательность действий при формировании объемного изделия сложной геометрической конфигурации путем деформации материала полосы; на фиг. 4 последовательность действий в примере, демонстрирующем способ формирования объемного изделия сложной геометрической конфигурации; на фиг. 5 пример, демонстрирующий способ формирования объемного изделия при соединении витков термоклеевым способом.
Перед раскроем материала 1, например текстильного, определяют ширину и длину отходов 2, предлагаемых для последующей их переработки. Межлекальные отходы 2 и 3, имеющие различные длины при идентичной их ширине, группируют, образуя группы (фиг. 1, а). Затем соединяют полосы материала по меньшей их стороне 6 в единую полосу 7 (фиг. 1, б).
Если край 8 полосы 9 неровный, то его подрезают, формируя полосу с учетом заданных параметров объемного изделия (фиг. 1, в).
При расположении полосы 10 по винтовой линии 11 создают, в том числе, и объемы изделия сложной геометрической конфигурации. В местах криволинейного изгиба 12 изделия 13 может быть и незамкнутой по виткам 11. В области измененного параметра витка спирали полосу 10 перегибают, совмещая срезы одной стороны полосы 10, и соединяют их по заданному контуру криволинейного изгиба 12 (фиг. 1, г).
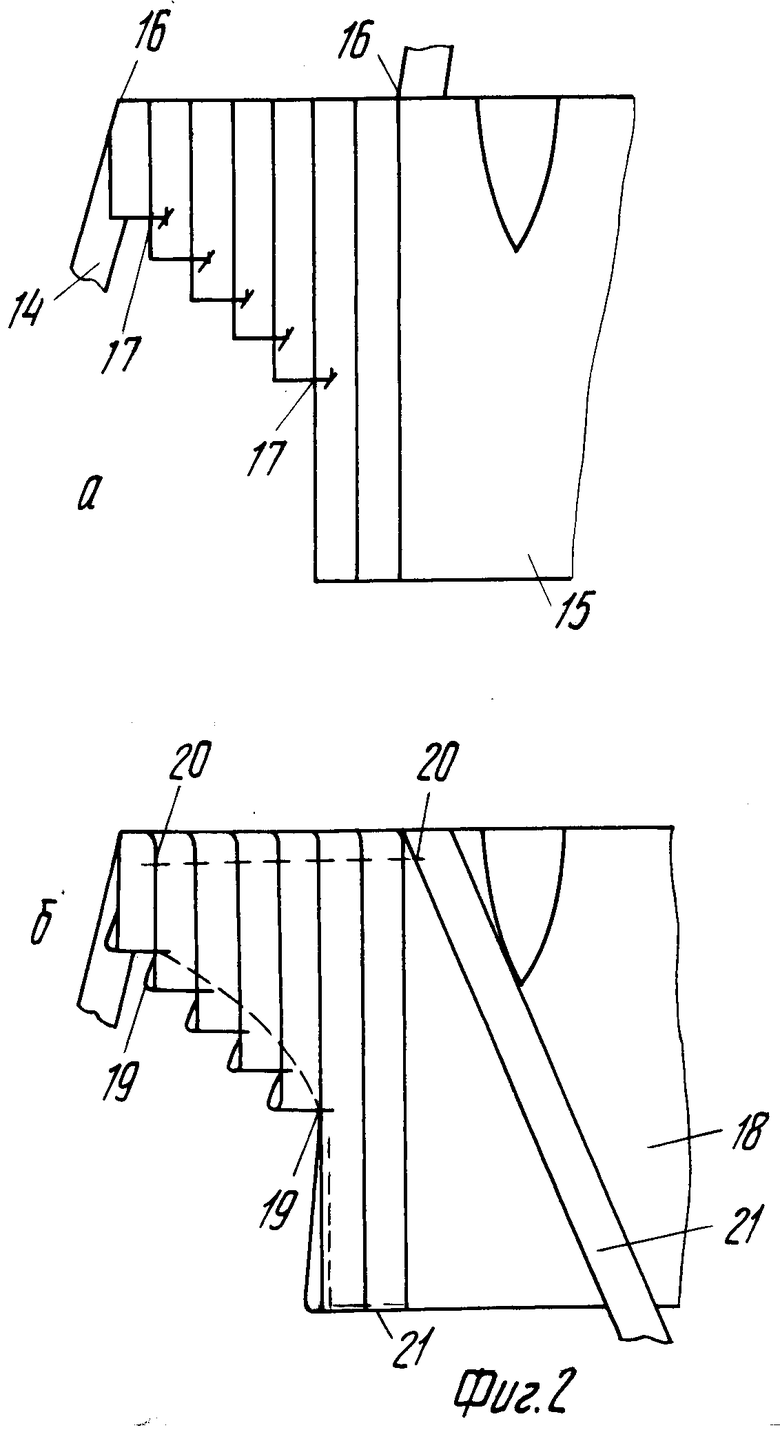
Причем формирование витков с заданными параметрами осуществляют путем перегибания полосы 14 по шаблону 15 и нанесения контрольных меток 16 и 17 в смежных точках витков полосы (фиг. 2, а). Затем при формировании объемного изделия 18, контрольные метки 19, 20 и 21 совмещают (фиг. 2, б).
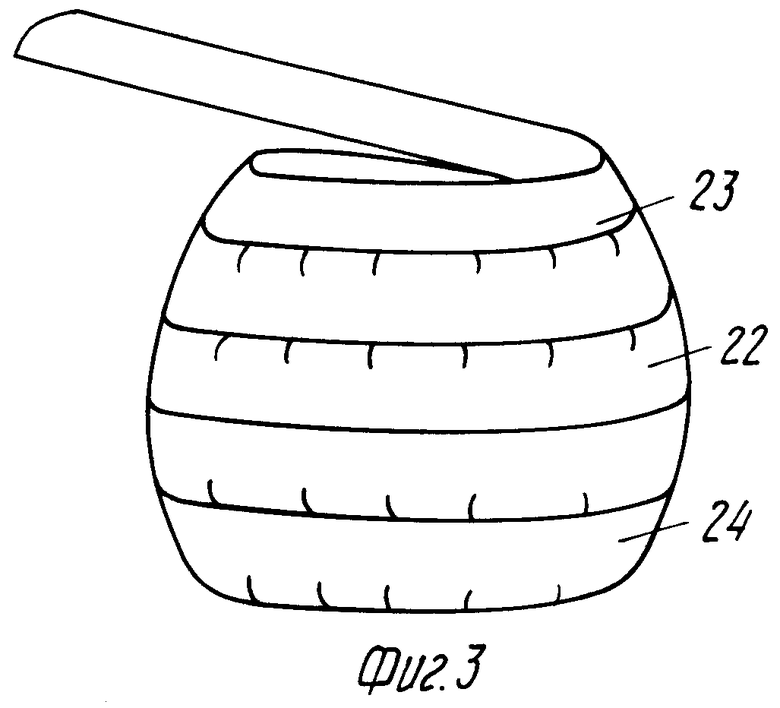
При формировании изделия 22 сложной геометрической конфигурации осуществляют деформацию, например, растяжения материала по одной стороне полосы на предыдущем витке 23. При этом объем изделия 22 увеличивается к середине формы. При растяжении материала по другой стороне полосы на последующем витке 24 спирали объем изделия 22 уменьшается (фиг. 3).
Аналогичный эффект при реализации способа достигают посредством размещения прокладки либо над предыдущим витком полосы по одному ее краю, с целью увеличения объема, либо над последующим витком полосы, по другому ее краю, с целью уменьшения объема изделия.
Примером реализации изложенного выше способа может служить следующее.
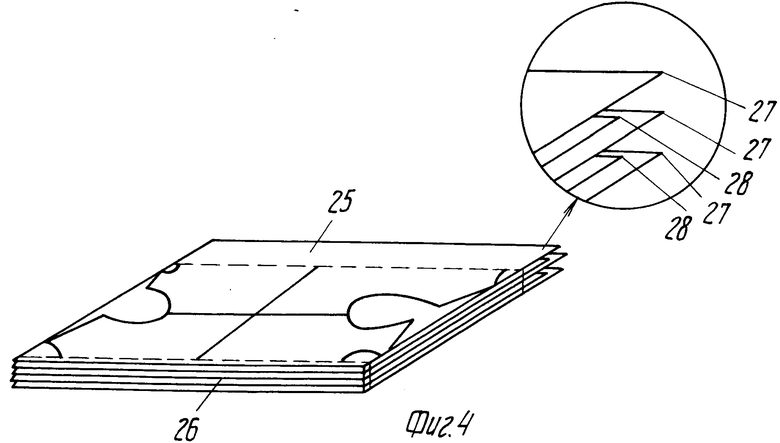
Отходы, например, по ширине материала 25 в настиле полотен 26, при одной их длине, группируют по ширинам, образуя группы полос, например 27 и 28 (фиг. 4).
Соединяют полосы материала в каждой группе по меньшей их стороне (поперек) в единую полосу. Неровный край или края полосы подрезают. Затем по заданному параметру перегибают полосу 10, образуя 1-й виток винтовой спирали, и настрачивают край полосы последующего витка на край полосы предыдущего витка (фиг. 1б, в, г).
Таким образом, получают заготовки, например, плечевого изделия.
Другим примером, демонстрирующим способ является следующий.
Подготовленную длинную полосу 29 (подрезанную вдоль и соединенную поперек) навивают, например, на форму конуса 30, накладывая край полосы последующего витка на край предыдущего. Затем витки соединяют между собой термоклеевым способом, например, накладывая полосы 31 и 32 из отходов клеевого материала либо по линиям сопряжения (вдоль) витков, либо поперек этих витков 33. После чего заготовку материала разрезают вдоль 34 образующей конуса и снимают изделие (фиг. 5). Дальнейшую последовательность технологических действий осуществляют в соответствии с традиционной технологией.
С целью получения эстетического эффекта, подбирают несколько полос различного цвета предварительно подготовленных и соединяют большими сторонами прямоугольников. Затем полученную единую полосу располагают по винтовой линии. Дальнейшая последовательность технологических действий способа совпадает с вышеизложенной.
Новый способ формирования объемных изделий прошел апробацию в лабораторных и производственных условиях. Экономия материальных затрат, повышение производительности труда при формировании оболочки сложной геометрической формы швейных изделий, например одежды, примерно в три-четыре раза, улучшение эстетических свойств изготавливаемого материала и изделий в целом подтверждают экономическую целесообразность реализации способа в производственных условиях.
Предлагаемым способом могут быть получены гибкие листовые и рулонные материалы, применяемые для изготовления одежды, например юбок, брюк, жакетов, а также швейных изделий бытового назначения, например чехлов для кресел легковых автомобилей, мягкой мебели, пледов и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления листовых и рулонных материалов из малогабаритных элементов | 1992 |
|
SU1837817A3 |
| СПОСОБ ПОДГОТОВКИ К РАСКРОЮ РУЛОННОГО МАТЕРИАЛА С ЛОКАЛЬНЫМИ И РАСПРОСТРАНЕННЫМИ ДЕФЕКТАМИ | 1995 |
|
RU2084191C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2026622C1 |
| СПОСОБ СОЗДАНИЯ КОЛЛЕКЦИИ ФОТОРЕАЛИСТИЧЕСКИХ ИЗОБРАЖЕНИЙ МОДЕЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ ИЗ РИСУНЧАТЫХ ТКАНЕЙ С РАППОРТОМ | 2002 |
|
RU2225999C2 |
| СПОСОБ КОМПЬЮТЕРНОГО МОДЕЛИРОВАНИЯ ОДЕЖДЫ | 1998 |
|
RU2154391C1 |
| СПОСОБ ПОДГОТОВКИ К РАСКРОЮ РУЛОННЫХ И ЛИСТОВЫХ МАТЕРИАЛОВ | 2008 |
|
RU2390286C1 |
| Напалечник для манипулирования деталями швейных изделий и способ его осуществления | 1989 |
|
SU1773964A1 |
| Способ изготовления многослойной куртки | 1986 |
|
SU1442175A1 |
| СПОСОБ ПОДГОТОВКИ К РАСКРОЮ РУЛОННЫХ И ЛИСТОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2006 |
|
RU2329750C2 |
| БАРЬЕРНО-ЗАЩИТНАЯ ОДЕЖДА ИЗ НЕТКАНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2399349C1 |
Использование: в легкой промышленности. Сущность изобретения: для формирования объемного изделия из полосы большой длины используют отходы от раскроя гибких листовых и рулонных материалов, для чего определяют габариты полученных межлекальных отходов материала в раскладке, после раскроя группируют их по габаритам. Из идентичных по ширине выпадов формируют полосу с учетом заданных параметров объемного изделия. При расположении полосы по винтовой линии создают и объемы изделия сложной геометрической конфигурации. 6 з.п. ф-лы, 5 ил.
| РЕГИСТРАЦИЯ И ИЗВЛЕЧЕНИЕ ИНФОРМАЦИИ ОБ ИЗМЕНЕНИИ ТАБЛИЦЫ БАЗЫ ДАННЫХ, КОТОРАЯ МОЖЕТ ИСПОЛЬЗОВАТЬСЯ ДЛЯ ПРИЗНАНИЯ НЕДЕЙСТВИТЕЛЬНЫМИ ЭЛЕМЕНТОВ КЭША | 2004 |
|
RU2380748C2 |
| Механический грохот | 1922 |
|
SU41A1 |
