эр N
rsD
ел
Изобретение относится к швейной промышленности, в частности к конструкциям многослойных курток для защиты от пониженных температур и способам их изготовления.
Цель изобретения разработка способа изготовления глногослойной куртки, позво- ляюшего использовать производительный способ предварительного соединения слоев в рулоне и соблюдения всех необходимых свойств изделия, предусматриваемых физи- 10 олого-гигиеническими требованиями к курткам, т. е. повышение производительности труда при изготовлении многослойных курток для защиты от пониженных температур с обеспечением минимальной ее материалоемкости при соблюдении трудоемких теплозащитных свойств.
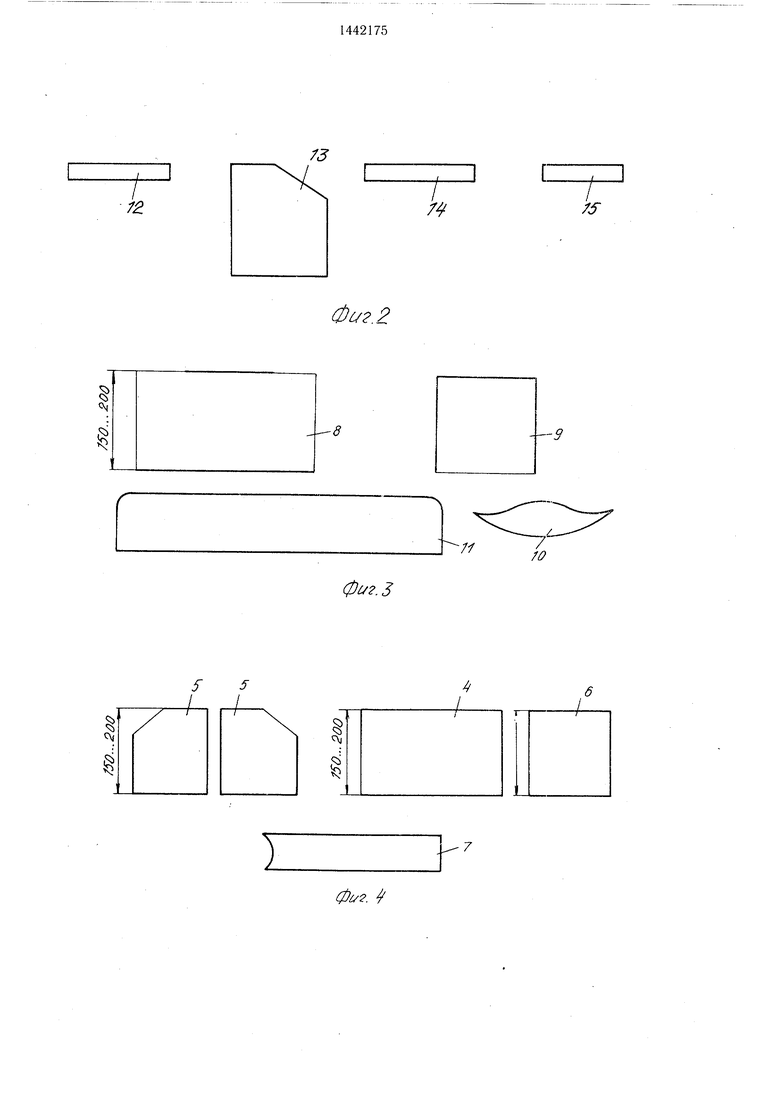
На фиг. 1 изображена предлагаемая конструкция куртки, общий вид; на фиг. 2 - возможные конфигурации деталей предлагаемой конструкции куртки, выполненные из пакета, состоящего из покровного материала, трех теплоизоляционных прокладок и подкладочного материала; на фиг. 3 - - четырехслойные детали, выполненные из пакета, состоящего из покровного материала;
15
О
где в соответствии с физиолого-гигиеничес- кнми требованиями могут находиться границы изменения теплозащитных свойств куртки, а эти свойства могут быть изменены на полочках и спинке на расстоянии 15-20 см от низа куртки и рукавов, с внутренней части рукавов, прилегающей к корпусу куртки и зоне боковой части корпуса Куртки, где к нему прилегают рукава.
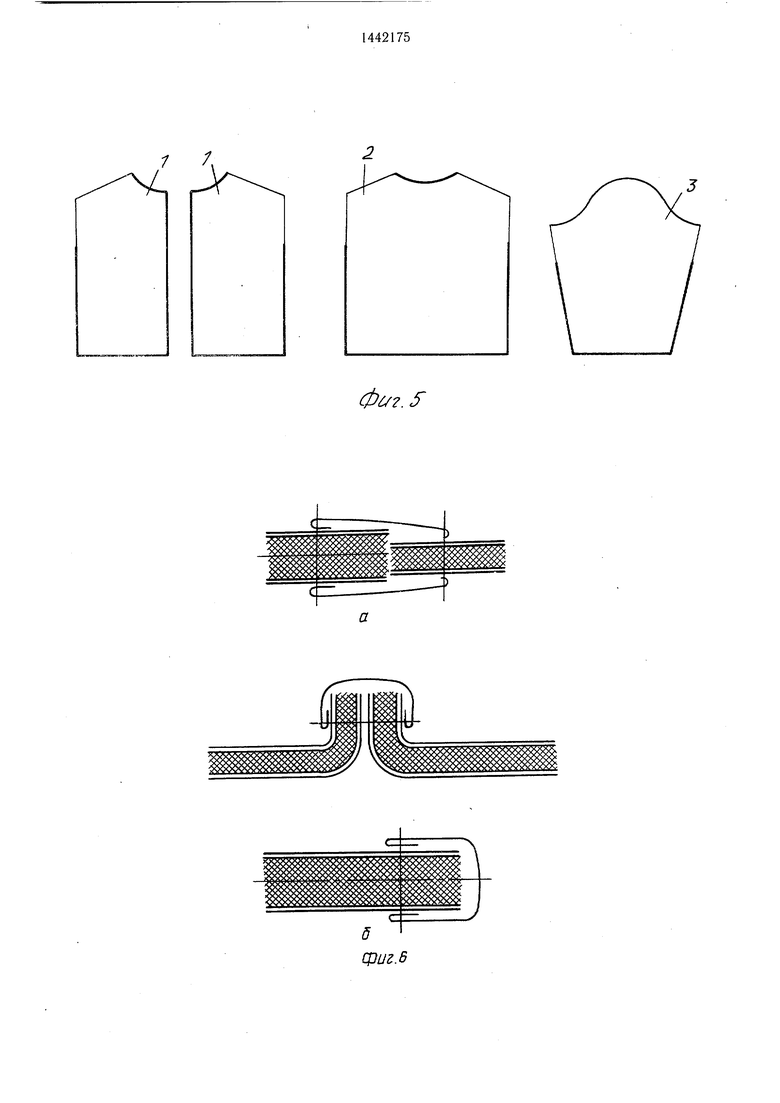
Соединение срезов деталей, вырезанных из предварительно собранных многослойных полотен, выполняется специальными швами, например встык (фиг. 6а), которые можно выполнять одновременно с выполнением отделочного .элемента, например полоски тканей, используемые для выполнения шва встык, могут быть выполнены из тканей другого цвета, что позволяет сгладить появление разнооттеночности, которая может возникнуть между отдельными участками куртки, выкраиваемых из различных предварительно собранных многослойных пакетов. Торцовые срезы могут быть обработаны раз- .личными видами окантовочных полос (фиг. 66).
Способ изготовления предлагаемой конна фиг. 4 - трехслойные детали, выпол- - струкции одежды осуществляется следуюненные из пакета, состоящего из покровного материала, теплоизоляционной прокладки и подкладочного материала; на фиг. 5 - однослойные детали, выполненные из покровных или подкладочных материалов; напричем соединение слоев в полотне может - -- - - осуществляться ниточными соединениями с
щкм образом.
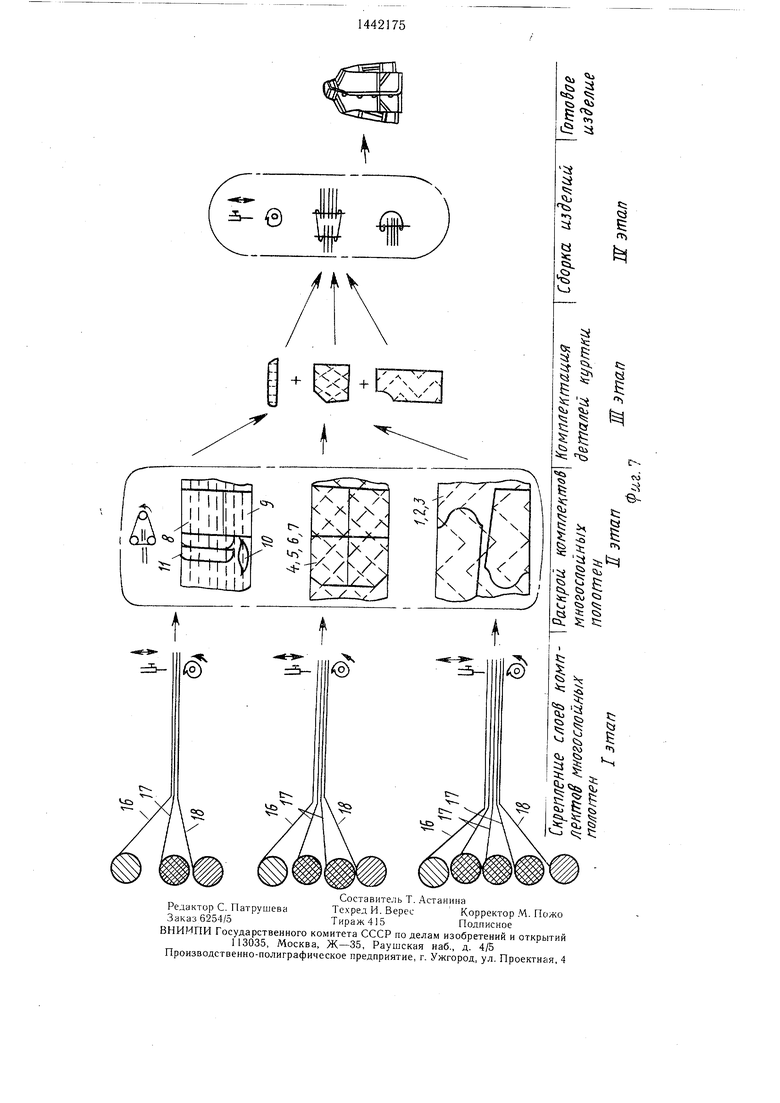
Изготавливается комплект многослойных полотен (фиг. 7, I этап), обладающих различными теплозащитными свойства.ми.
фиг. 6 - схемы щвов, используемых для осуществления соединения многослойных пакетов; на фиг. 7 - последовательность выполнения операций по предлагаемому способу изготовления многослойной одежды.
Куртка содержит следующие основные детали, выполненные из предварительно собранных разнотолщинных полотен, обладающих различными теплозащитными свойствами (фиг. 1): детали, имеющие максимальные теплозащитные свойства - верхние части 1 полочек; верхняя часть 2 спинки, верхние части 3 рукавов (конфигурация деталей дана на фиг. 2); детали, имеющие средние теплозащитные свойства - нижняя часть 4 спинки, нижние части 5
использованием многоигольных стегальных машин или клеевым соединением с использованием различных дублирующих установок. При этом производится соединение в полоту, не покровных материалов 16, теплоизоляционных прокладок 17 и подкладочных материалов 18.
Затем производится раскрой комплекта многослойных полотен (фиг. 7, II этап), при этом в единые раскладки комплек40 туются детали, имеющие одинаковые теплозащитные свойства. При раскрое комплектов полотен на детали курток в различные раскладки могут быть объединены: в первую
раскладку - верхние части 1 полочек, J-верхняя часть 2 спинки, верхние части 3 полочек, верхние средние части 6 рукавов, от-рукавов, во вторую - нижняя часть 4 спин- резные боковые части 7 полочек (конфигу-ки, нижние части 5 полочек, внещние рация деталей представлена на фиг. 3); де-средние части 6 рукавов, отрезные боко- тали, имеющие минимальные теплозащитныевые части 7 полочек; в третью - ниж- свойства - нижняя часть 8 рукавов, средниение части 8 рукавов, средние внутренние внутренние части 9 рукавов, ластовицы 10, JQчасти 9 рукавов, ластовицы 10, воротник И;
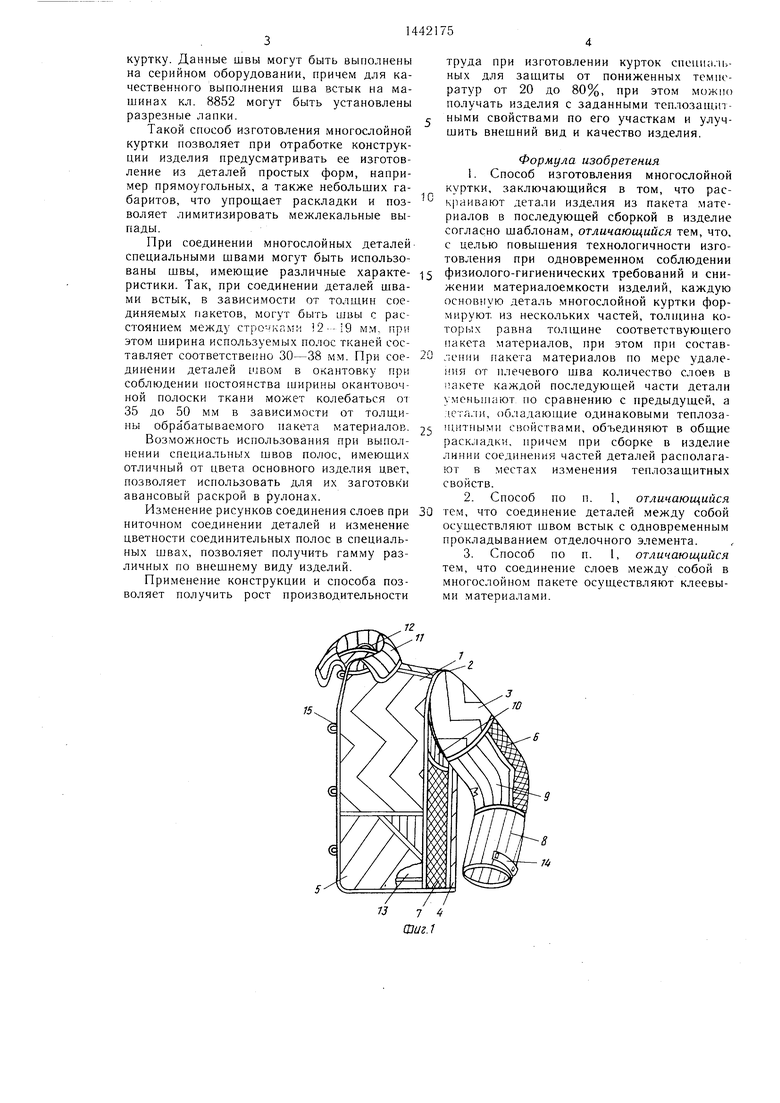
воротник 11 (конфигурация деталей пр ед- ставлена на фиг. 4); детали однослойные, не несущие теплозащитные свойства - вещалка 12, мешковины карманов 13, затяжники 14, петли 15 (конфигурация деталей представлена на фиг. 5).
Все основные срезы деталей, выделенные на фиг. 2-4 толстыми линиями, располагаются в собранной куртке в местах.
в четвертую - вещалки 12, затяжники 14 и петли 15, в пятую - мешковины карманов 13.
Далее полученные в различных раскладках детали комплектуются (фиг. 7, III этап) 55 и поступают на монтажный участок (фиг. 7, IV этап), где производится соединение деталей специальными швами (щвом встык фиг. 6а и швом в окантовку фиг. 66) в
0
5
О
где в соответствии с физиолого-гигиеничес- кнми требованиями могут находиться границы изменения теплозащитных свойств куртки, а эти свойства могут быть изменены на полочках и спинке на расстоянии 15-20 см от низа куртки и рукавов, с внутренней части рукавов, прилегающей к корпусу куртки и зоне боковой части корпуса Куртки, где к нему прилегают рукава.
Соединение срезов деталей, вырезанных из предварительно собранных многослойных полотен, выполняется специальными швами, например встык (фиг. 6а), которые можно выполнять одновременно с выполнением отделочного .элемента, например полоски тканей, используемые для выполнения шва встык, могут быть выполнены из тканей другого цвета, что позволяет сгладить появление разнооттеночности, которая может возникнуть между отдельными участками куртки, выкраиваемых из различных предварительно собранных многослойных пакетов. Торцовые срезы могут быть обработаны раз- .личными видами окантовочных полос (фиг. 66).
Способ изготовления предлагаемой кон- струкции одежды осуществляется следуюпричем соединение слоев в полотне может осуществляться ниточными соединениями с
щкм образом.
Изготавливается комплект многослойных полотен (фиг. 7, I этап), обладающих различными теплозащитными свойства.ми.
использованием многоигольных стегальных машин или клеевым соединением с использованием различных дублирующих установок. При этом производится соединение в полотне покровных материалов 16, теплоизоляционных прокладок 17 и подкладочных материалов 18.
Затем производится раскрой комплекта многослойных полотен (фиг. 7, II этап), при этом в единые раскладки комплектуются детали, имеющие одинаковые теплозащитные свойства. При раскрое комплектов полотен на детали курток в различные раскладки могут быть объединены: в первую
раскладку - верхние части 1 полочек, J-верхняя часть 2 спинки, верхние части 3 рукавов, во вторую - нижняя часть 4 спин- ки, нижние части 5 полочек, внещние средние части 6 рукавов, отрезные боко- вые части 7 полочек; в третью - ниж- ние части 8 рукавов, средние внутренние Qчасти 9 рукавов, ластовицы 10, воротник И;
в четвертую - вещалки 12, затяжники 14 и петли 15, в пятую - мешковины карманов 13.
Далее полученные в различных раскладках детали комплектуются (фиг. 7, III этап) 5 и поступают на монтажный участок (фиг. 7, IV этап), где производится соединение деталей специальными швами (щвом встык фиг. 6а и швом в окантовку фиг. 66) в
куртку. Данные швы могут быть выполнены на серийном оборудовании, причем для качественного выполнения шва встык на машинах кл. 8852 могут быть установлены разрезные лапки.
Такой способ изготовления многослойной куртки позволяет при отработке конструкции изделия предусматривать ее изготовление из деталей простых форм, например прямоугольных, а также небольших габаритов, что упрош,ает раскладки и позволяет лимитизировать межлекальные выпады.
При соединении многослойных деталей специальными швами могут быть использованы швы, имеюш.ие различные характе- ристики. Так, при соединении деталей швами встык, в зависимости от толщин соединяемых пакетов, могут быть глвы с расстоянием между стро каь и 2--19 Л5м, при этом ширина используемых полос тканей составляет соответственно 30-38 мм. При сое- динении деталей швом в окантовку при соблюдении постоянства ширины окантовоч- ной полоски ткани может колебаться от 35 до 50 мм в зависимости от толпд.и- ны обра батываемого пакета материалов.
Возможность использования при выполнении специальных швов полос, имеюших отличный от цвета основного изделия цвет, позволяет иснользовать для их заготовки авансовый раскрой в рулонах.
Изменение рисунков соединения слоев при ниточном соединении деталей и изменение цветности соединительных полос в специальных швах, позволяет получить гамму различных по внешнему виду изделий.
Применение конструкции и способа позволяет получить рост производительности
0
5 0 S
0
труда при изготовлении курток специ;1Л1 - ных для защиты от пониженных температур от 20 до 80%, при этом можпо получать изделия с заданными теплозащитными свойствами по его участкам и улучшить внешний вид и качество изделия.
Формула изобретения
1.Способ изготовления многослойной куртки, заключающийся в том, что раскраивают детали изделия из пакета материалов в последующей сборкой в изделие согласно шаблона.м, отличающийся тем, что, с целью повышения технологичности изготовления при одновременном соблюдении физиолого-гигиенических требований и снижении материалоемкости изделий, каждую основную деталь многослойной куртки формируют из нескольких частей, толщина которых равна толщине соответствующего пакета материалов, при этом при составлении пакета материалов по мере удаления от плечевого щва количество слоев в пакете каждой последующей части детали умень пают по сравнению с предыдущей, а .чста.ли, обладающие одинаковыми теплозащитными свойствами, объединяют в общие раскладки, причем при сборке в изделие линии соединения частей деталей располагают в местах изменения теплозащитных свойств.
2.Способ по п. 1, отличающийся тем, что соединение деталей между собой осуществляют швом встык с одновременным прокладыванием отделочного элемента.
3.Способ по п. 1, отличающийся тем, что соединение слоев между собой в многослойном пакете осуществляют клеевыми материалами.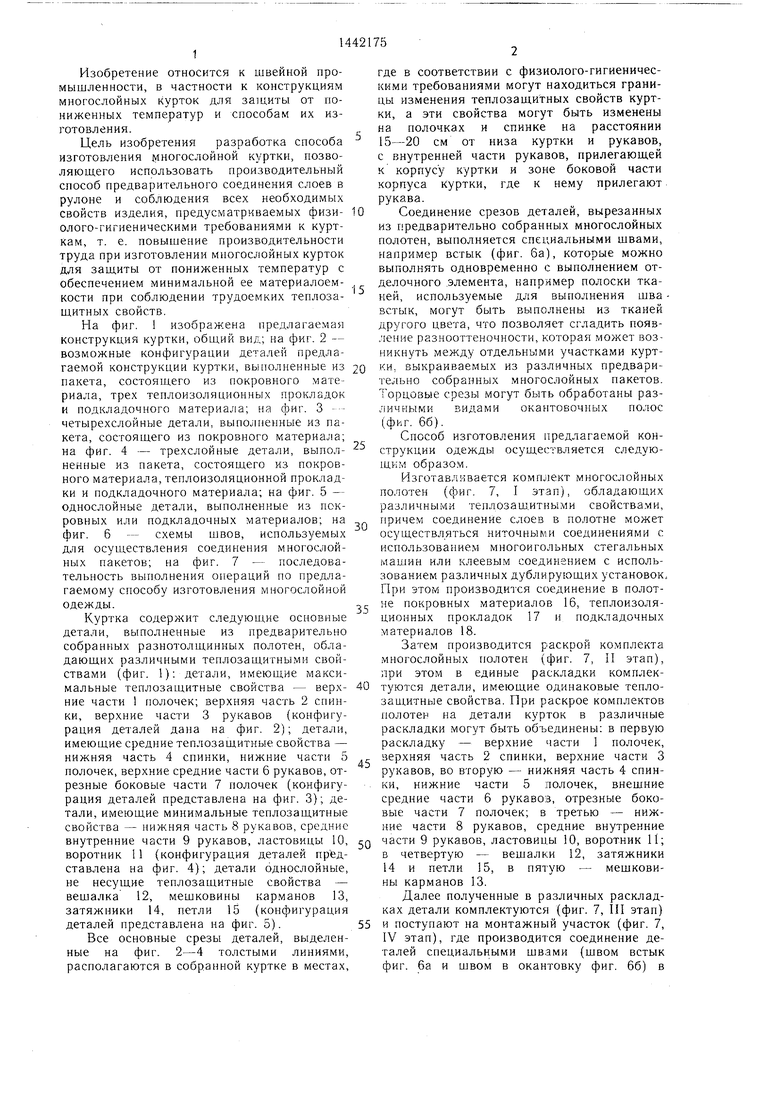
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ | 1972 |
|
SU355770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОДЕЖДЫ | 1992 |
|
RU2040194C1 |
| КОНСТРУКЦИЯ ТЕПЛОЗАЩИТНОЙ ОДЕЖДЫ | 2000 |
|
RU2177236C1 |
| Защитный комплект мембранного типа | 2023 |
|
RU2827236C1 |
| Предмет одежды | 1989 |
|
SU1704613A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕГО ПРЕДМЕТА ОДЕЖДЫ | 1994 |
|
RU2094006C1 |
| Способ изготовления теплозащитной одежды | 1990 |
|
SU1806585A1 |
| Способ изготовления теплозащитной одежды | 1990 |
|
SU1764614A1 |
| Способ изготовления вентилируемой водозащитной куртки | 1990 |
|
SU1750635A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕГО ПРЕДМЕТА ОДЕЖДЫ | 1992 |
|
RU2067404C1 |
Изобретение относится к швейной промышленности, в частности к конструкциям многослойных курток для защиты от пониженных температур и способам их изготовления, и позволяет повысить технологичность изготовления с одновременным соблюдением физиолого-гигиенических требований и снижением материалоемкости изделия. Каждая деталь куртки состоит не менее чем из 2-х составных UciCicA, выкроенных предварительно собранных в рулон разнотолщинных. многослойных полотен. Линии соединения частей деталей расположены в местах изменения ее теплозащитных свойств. По мере удаления от области плеча количество слое- ; i; пакете каждой аос.-чедующей части детали уменьшается по сравнению с предыдущей, нижние части спинки, полочек и рукавов составляют по длине 150...200 мм, а ширина надставок рукавов и боковых частей по-, лочек составляет 150...)70 мм. Слои в многослойном пакете соединяют в полотне, раскрывают собранное многослойное полотно на детали согласно необходимой толщине, объединяют в обпще раскладки детали, обладающие одинаковыми теплозащитными свойствами. Соединение деталей осуществляют швом встык с одновременным прокладыванием отделочного элемента, еоединение слоев в пакете осуществляют клеевыми материалами. 2 з. п. ф -лы, 7 ил. е & (Л
5ГО
/
Фи2.2
§ §
-8
f
I I
cv
.
/
/J-9
4
7
V,
1 /,
.s
+
Vx х
(
с
VCS
ja
| Швейная промышленность, 1973, № 4, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| С | |||
| и др | |||
| Промышленная технология поузловой специальной одежды | |||
| М.: Легкая и пиш.евая промышленность, 1983. | |||
