Изобретение относится к переносному деревообрабатывающему оборудованию и может быть использовано для столярных работ в домашних условиях, мастерских, на производстве.
Известен деревообрабатывающий комбинированный станок, включающий станину, на которой размещены узлы фрезерования, фугования, сверления и шлифования со столами, направляющими линейками, ограждениями. Узлы и элементы станка установлены на поворотных осях и согласно выполняемым деревообрабатывающим операциям отводятся из рабочей зоны станка. Станок имеет привод с клиноременной передачей [1]
Однако станок очень громоздок и занимает большую площадь, металлоемок, неудобен в работе и транспортировке.
Известен комбинированный деревообрабатывающий настольный станок, включающий корпус со смонтированными на нем пильным, строгальным, рейсмусовым и токарным агрегатами. Каждый из агрегатов требует самостоятельной связи с приводом [2] Данный станок характеризуется большими габаритами, сложностью привода агрегатов.
Известен принятый за прототип универсальный деревообрабатывающий станок, состоящий из корпуса в виде стоек, связанных между собой элементами соединения. На корпусе установлены два стола, один из которых, расположенный по ходу подачи заготовки, подвижный, другой неподвижный, расположен на выходе заготовки. На приводном ножевом валу установлены сменные рабочие инструменты различного технологического назначения: пила, фреза, сверла, а на корпусе станка соответственно установлены столы [3] Однако технологические возможности известного станка ограничены тем, что, во-первых, в нем не предусмотрены рейсмусовые и раскроечные операции, и, во-вторых, длиной ножевого вала, на котором невозможно обрабатывать заготовки шириной более 150 мм. Кроме того, левое вращение шпинделя со стороны сверлильной приставки требует специального инструмента.
Техническим результатом изобретения, который может быть достигнут при его осуществлении, является, увеличение технологических возможностей станка без увеличения его габаритов; удобство переналадки станка за счет унификации его элементов и сокращения элементной базы станка.
Новизна комбинированного деревообрабатывающего станка, включающего корпус в виде соединенных между собой стоек, на которых установлен фуговальный стол, выполненный составным, при этом передний стол расположен по ходу подачи заготовки и снабжен узлом регулирования его по высоте, а задний стол расположен на выходе заготовки, связанный с приводом ножевой вал и снабженный деревообрабатывающими приставками, установленными на опоре, заключается в том, что опора выполнена переносной с направляющими элементами под приставки и винтом их установки по высоте и установленной на одной из внешних поверхностей стоек, а ножевой вал состоит из основания и накладных сегментов, между которыми закреплены ножи, причем в торце ножевого вала со стороны шкива выполнен конус Морзе под режущий инструмент приставки, например сверлильной.
На внешних поверхностях стоек корпуса выполнены горизонтальные пазы под переносную опору.
Длина ножей соответствует длине накладных сегментов и основанию вала, а угол их установки определен профилем основания вала.
Пила распилочной приставки установлена на свободном конце ножевого вала, а регулируемый по высоте распиловочный стол установлен на переносной опоре.
В качестве раскроечного стола и режущего инструмента раскроечной приставки использованы соответственно распиловочный стол и пила, при этом приставка снабжена шарнирной опорой с элементом установки заготовки, находящегося в плоскости распиловочного стола, и расположена на штанге, установленной на кронштейнах параллельно плоскости пилы, причем шарнирная опора установлена с возможностью ее перемещения вдоль штанги, относительно ее оси и относительно вертикальной оси шарнирной опоры.
Шарнирная опора снабжена фиксатором поворота относительно своей вертикальной оси.
Фреза фрезерной приставки установлена на свободном конце ножевого вала, под которым на переносной опоре установлен регулируемый по высоте фрезерный стол с ограничителем положения заготовки, при этом приставка снабжена шарнирными роликами для прижатия заготовки.
Режущий инструмент сверлильной приставки установлен в торце ножевого вала со стороны привода, а сверлильный стол установлен на переносной опоре под режущим инструментом, при этом сверлильный стол выполнен координатным в виде плит, параллельно установленных на направляющих, с возможностью их перемещения во взаимно перпендикулярных направлениях.
На стойках, в зоне заднего стола, установлена шлифовальная приставка, выполненная в виде бесконечной ленты с абразивной поверхностью, приводной вал которой соединен с приводом.
Стол рейсмусовой приставки расположен внутри корпуса на регулируемых по высоте кронштейнах, установленных на элементах соединения стоек корпуса, а в качестве режущего инструмента использован ножевой вал, с двух сторон которого закреплены прижимные ролики.
Возможность установки режущих инструментов на одном или другом конце ножевого вала и расположения под ними столов соответствующих деревообрабатывающих приставок позволяет создавать жесткую равновесную конструкцию станка; сократить время переналадки станка за счет единого принципа установки деревообрабатывающих приставок.
Выполнение в торце ножевого вала конуса Морзе делает возможным использование типовых режущих инструментов сверл, фрез и позволяет выполнять отверстия различных диаметров. Крепление ножей между основанием вала и накладными сегментами, длина которых при этом соответствует их длине, повышает надежность его работы за счет увеличения поверхности контакта ножей между основанием и накладными сегментами. Такое крепление ножей облегчает и повышает точность настройки ножевого вала при замене ножей и их заточке за счет удобства сборки и разборки ножевого вала.
Установка деревообрабатывающих приставок с одной или другой стороны корпуса станка и конструкция ножевого вала не известны из уровня техники, что позволяет сделать вывод о соответствии заявленного изобретения изобретательскому уровню, одному из условий патентоспособности.
Выполнение в распиловочной приставке регулируемого по высоте распиловочного стола делает возможным изменение величины режущего сектора дисковой пилы, что обеспечивает свободу оперирования заготовкой вплоть до возможности распиловки заготовки по криволинейному контуру.
При раскроечных и сверлильных операциях традиционно оператор манипулировал непосредственно заготовкой под рабочим инструментом, в изобретении оператор изменяет положение заготовки опосредованно через шарнирную опору в раскроечной приставке, и через координатный стол в сверлильной приставке, что исключает травмирование оператора, повышает точность обработки заготовки и сокращает время операции сверления.
Возможность установки фрезы в любом месте на свободном конце ножевого вала позволяет получать различные профили обработки, в том числе комбинированные.
Традиционно для шлифования используется вал с абразивной поверхностью. Однако эта поверхность быстро забивается опилками. В изобретении в качестве шлифующего инструмента используется бесконечная лента с абразивной поверхностью, которая, проходя под заготовкой, выносит срезанный слой древесины, а проходя по поверхности приводного и натяжного валов, освобождается от опилок.
Установка рейсмусовой приставки не требует много времени за счет оперативного съема переднего и заднего столов.
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 то же, вид сверху; на фиг. 3 то же, вид сбоку; на фиг. 4 то же, со сверлильной приставкой; на фиг. 5 то же, вид спереди; на фиг. 6 передний стол, вид сверху; на фиг. 7 то же, вид сбоку; на фиг. 8 ножевой вал, разрез; на фиг. 9 станок с распиловочной приставкой, вид спереди; на фиг. 10 то же, вид сверху; на фиг. 11 то же, вид сбоку; на фиг. 12 станок с фрезерной приставкой, вид спереди; на фиг. 13 то же, вид сверху; на фиг. 14 станок с шлифовальной приставкой; на фиг. 15 то же, вид сверху без абразивной ленты; на фиг. 16 станок с раскроечной приставкой; на фиг. 17 станок с рейсмусовой приставкой, вид сверху; на фиг. 18 то же, вид сбоку; на фиг. 19 разрез шкива с конусом Морзе.
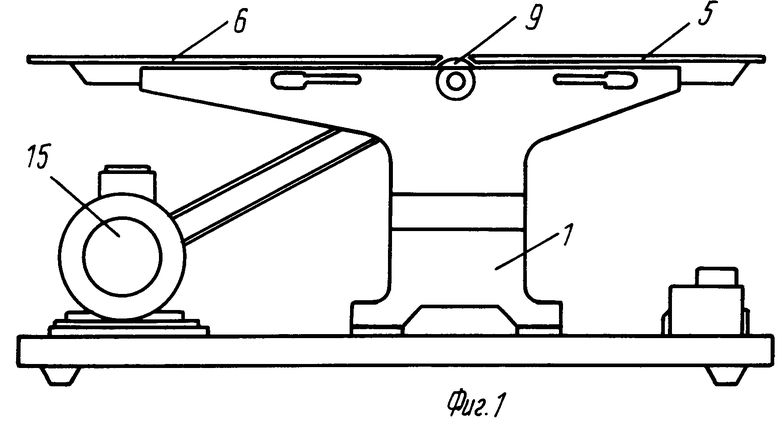
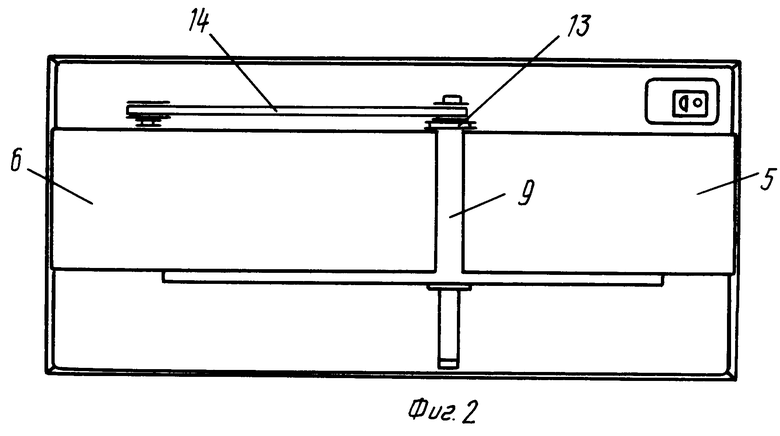
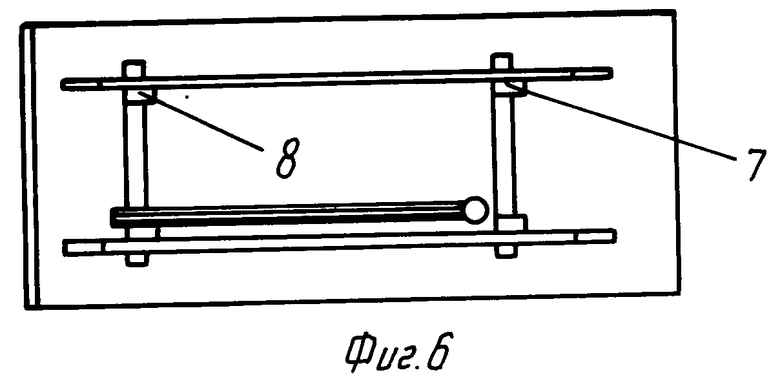
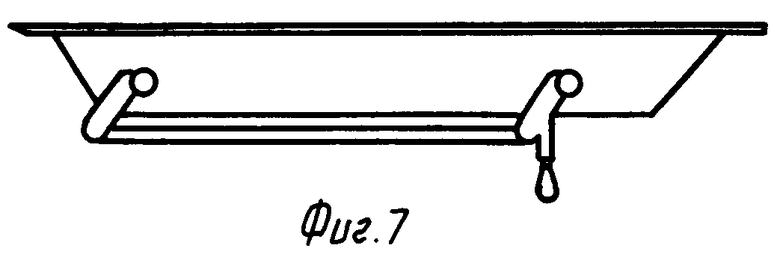
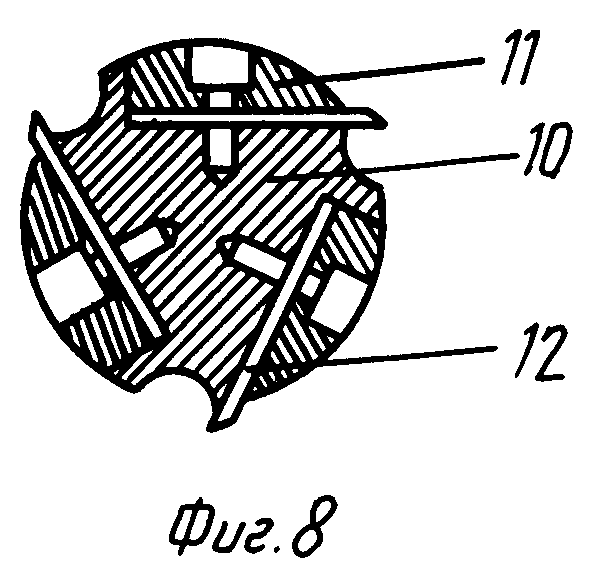
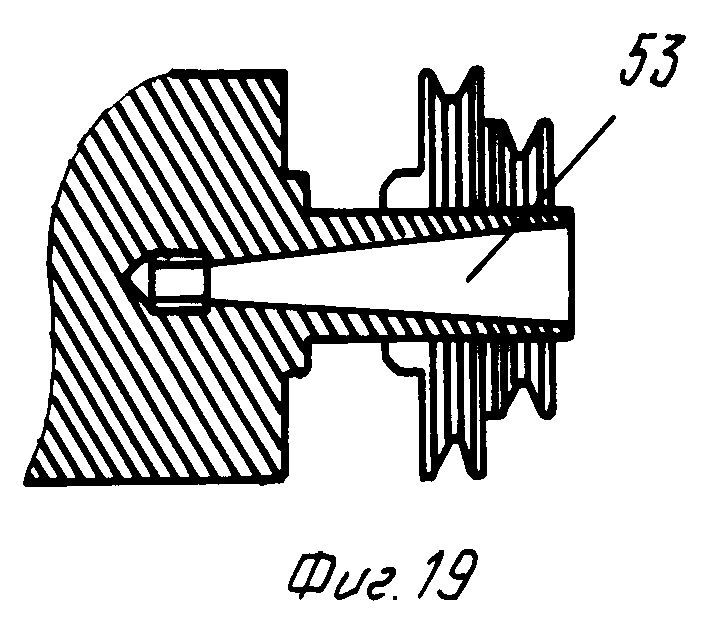
Комбинированный деревообрабатывающий станок состоит из корпуса, содержащего стойки 1 и 2, связанные между собой элементами 3 и 4 соединения. На стойках 1 и 2 установлен фуговальный стол, состоящий по ходу подачи заготовки из переднего стола 5 и заднего 6 столов. Передний стол 5 снабжен узлом регулирования его высоты, в качестве которого использованы синхронно соединенные между собой эксцентриковые валики 7 и 8, проходящие через ребра жесткости переднего стола 5 и использующие в качестве опорной поверхности стойки 1 и 2. Это позволяет легко снимать передний стол 5. Между столами 5 и 6 на стойках 1 и 2 расположен ножевой вал 9, состоящий из основания 10 и накладных сегментов 11, между которыми при помощи болтов закреплены ножи 12. Длина ножей 12 соответствует длине накладных сегментов 11 и основанию вала 10. Крепление ножей 12 накладными сегментами 11 по всей длине основания 10 ножевого вала 9 позволят производить быструю их замену или заточку и обеспечивает безопасность работы, так как при появлении трещины в ноже 12 накладные сегменты 11, удерживая полотно ножа 12, исключают его вылет. Ножевой вал 9 установлен на стойках 1 и 2 посредством подшипников. С одной стороны ножевого вала 9 установлен ступенчатый шкив 13 с ременной передачей 14, соединяющей ножевой вал 9 с приводом 15. В таком виде станок предназначен для фуговальных работ и является основой, используемой для переналадки станка для других деревообрабатывающих операций. В торце ножевого вала 9 со стороны установки ступенчатого шкива 13 выполнен конус Морзе для установки в нем режущих инструментов приставок, например сверлильной. Свободный конец ножевого вала 9 используют для установки режущих инструментов других деревообрабатывающих приставок.
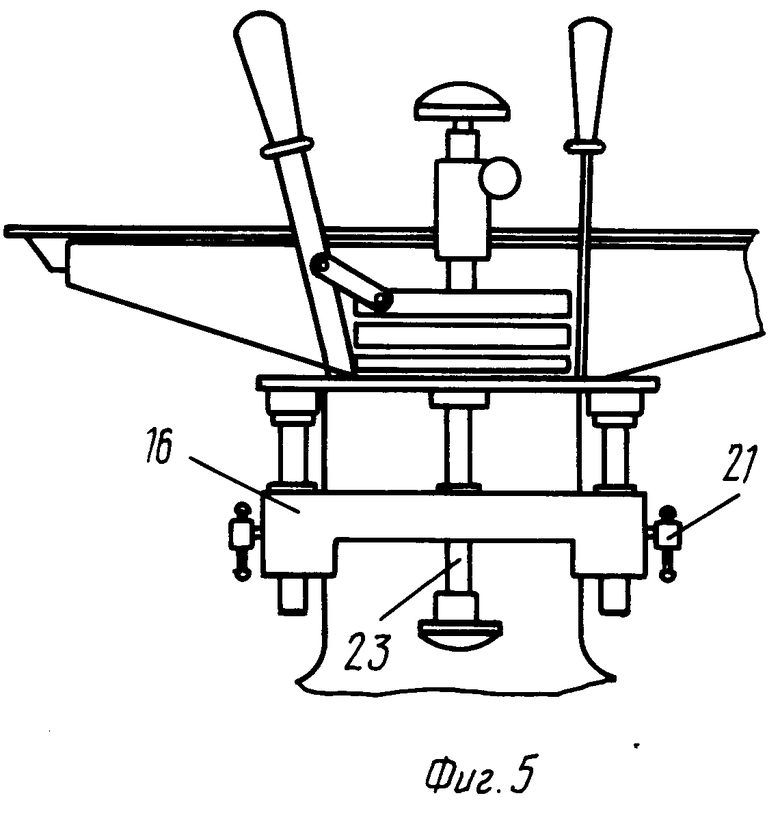
Станок включает деревообрабатывающие приставки: распиловочную, раскроечную, фрезерную, сверлильную, шлифовальную, рейсмусовую. Каждую из деревообрабатывающих приставок устанавливают посредством переносной опоры 16, на одной или другой внешней поверхности стоек 1 и 2, для чего в них выполнены пазы 17 и 18. На переносной опоре 16 под приставки выполнены направляющие элементы в виде втулок 19 и 20 со стопорными винтами 21 и 22. Переносная опора 16 снабжена винтом 23 установки по высоте приставок, устанавливаемых на ней.
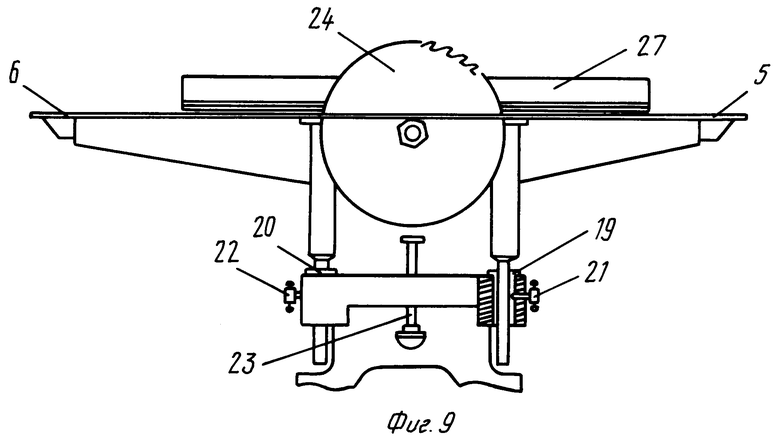
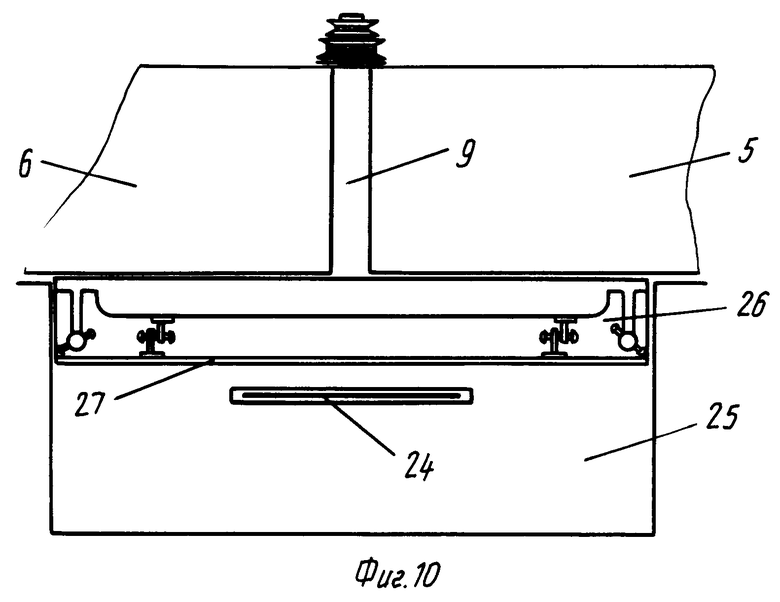
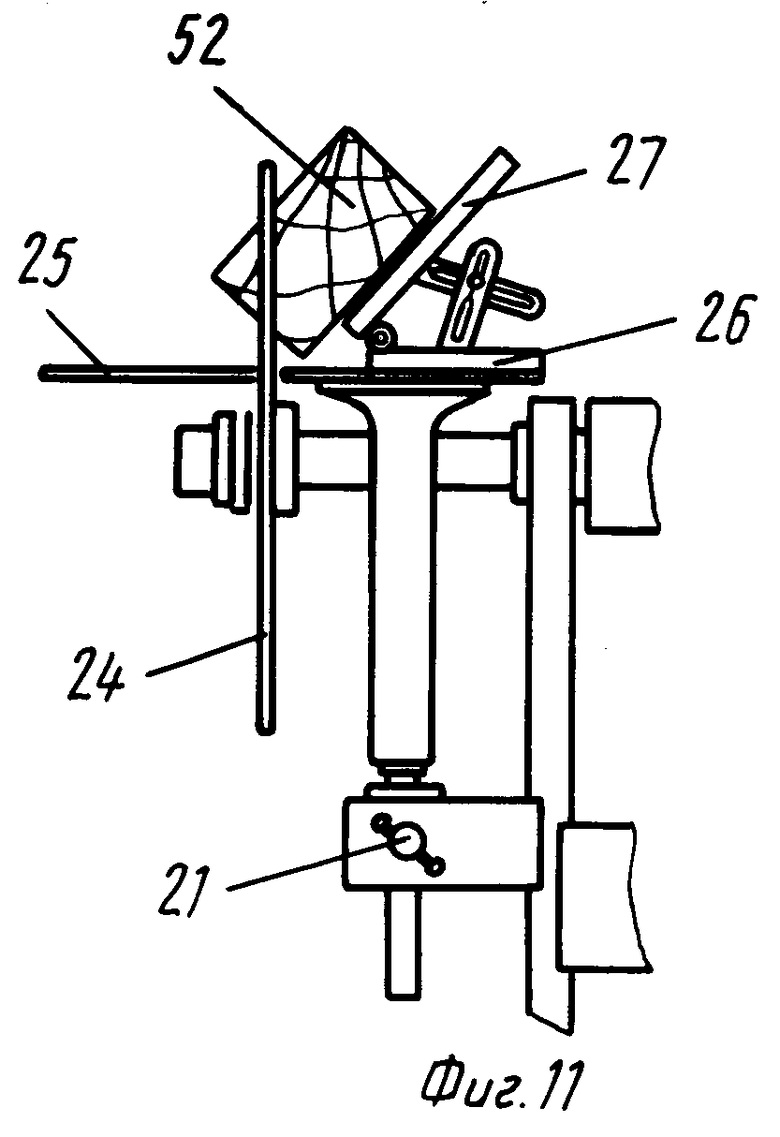
Для установки распиловочной приставки на свободном конце ножевого вала 9 устанавливают дисковую пилу 24. С этой же стороны в пазу 17 стойки 1 закрепляют переносную опору 16, в направляющих втулках которой устанавливают распиловочный стол 25. Высоту установки распиловочного стола 25 регулируют в зависимости от вида распиловочных работ стопорными винтами 21 и 22. При необходимости на распиловочном столе 25 устанавливают ограничитель 26, содержащий спинку 27, которая шарнирно соединена с его основанием. Это позволяет изменять угол его установки относительно плоскости распиловочного стола 25 для распиловки заготовки под различным углом. Этот ограничитель 26 может быть установлен при фуговальных работах, для чего его устанавливают на заднем столе 6.
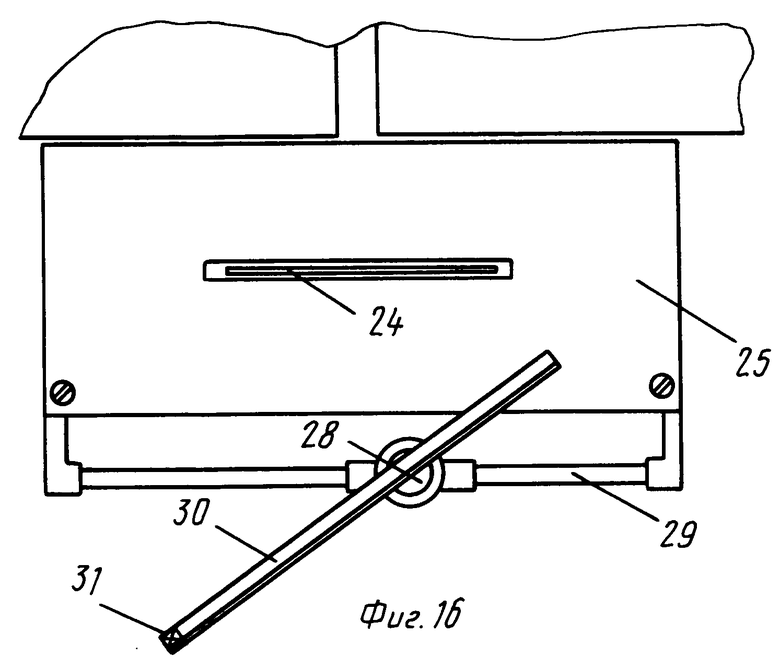
Для раскроечной приставки используют распиловочный стол 25 и дисковую пилу 24 в качестве соответственно стола и режущего инструмента этой приставки. Раскроечная приставка содержит шарнирную опору 28, расположенную на штанге 29, установленной на распиловочном столе 25. Штанга 29 закреплена в торце продольной стороны распиловочного стола 25. Шарнирная опора 28 может перемещаться по штанге 29, относительно ее оси и относительно своей вертикальной оси. На поверхности шарнирной опоры 28 нанесена шкала угла ее поворота. На шарнирной опоре 28 закреплен элемент 30 установки заготовки. В качестве элемента установки заготовки использован уголок. Штанга 29 с шарнирной опорой 28 расположены так, что элемент 30 установки заготовки лежит в плоскости распиловочного стола 25. Изменяя положение шарнирной опоры 28 относительно ее вертикальной оси, изменяют угол среза заготовки. Ограничитель 31, устанавливаемый на элементе 30 установки заготовки, дает возможность раскраивать заготовку заданной длины. В качестве ограничителя 31 использован, например, винт. Поворот шарнирной опоры 28 относительно своей вертикальной оси может быть зафиксирован.
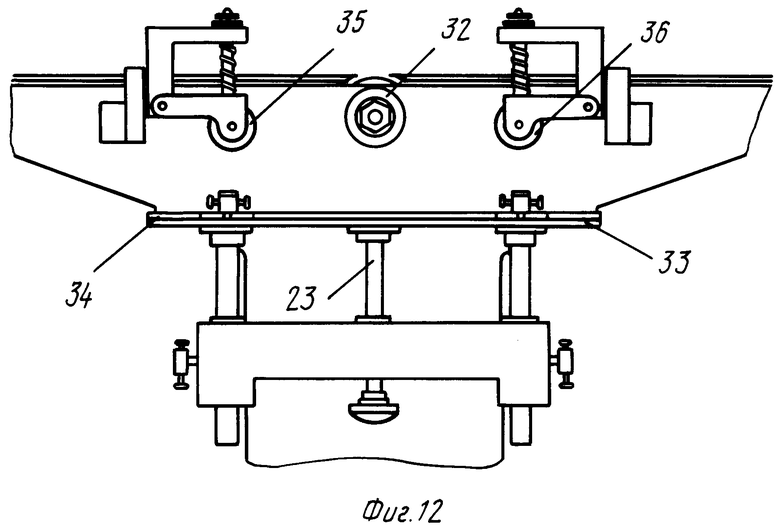
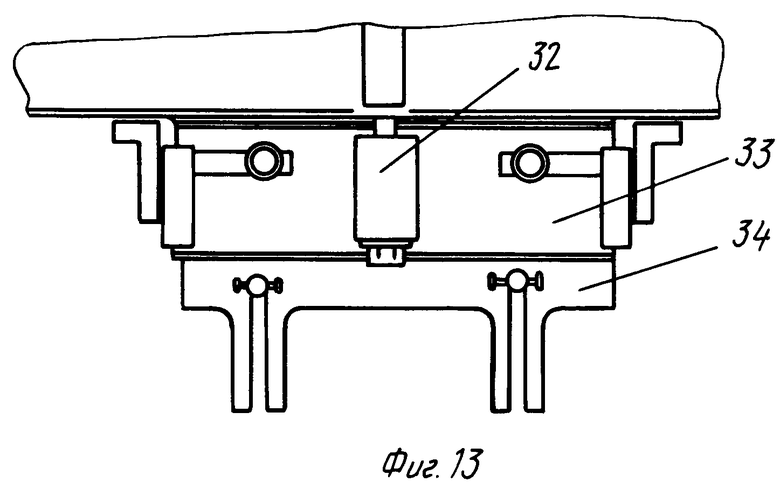
Для установки фрезерной приставки на свободном конце ножевого вала 9 установлена фреза 32 с профилем, необходимым для выполняемой работы, например для выполнения канавок, фасок, радиусов. Под фрезой 32 в пазу 17 стойки 1 закреплена переносная опора 16, на которой установлен фрезерный стол 33. Высоту установки фрезерного стола 33 регулируют винтом 23 установки приставки по высоте, который входит в зацепление с фрезерным столом 33. На фрезерном столе 33 установлена ограничительная линейка 34. На стойке 1 для прижатия заготовки к фрезерному столу 33 установлены по обе стороны от фрезы 32 подпружиненные ролики 35 36 соответственно входной и выходной, согласно технологическому процессу. При обработке заготовки на фрезерной проставке направление технологического процесса противоположно фуговальному процессу.
Для установки сверлильной приставки на ножевом валу 9 со стороны шкива 13 в конусе Морзе устанавливают режущий инструмент, например концевую фрезу 37. Под ней в пазу 18 стойки 2 закреплена переносная опора 16, на которой установлен сверлильный стол 38. Сверлильный стол 38 выполнен координатным в виде плит, расположенных параллельно одна над другой. Нижняя плита 39 установлена в направляющих втулках 19 и 20 переносной приставки 16 неподвижно. Средняя плита 40 установлена на направляющих нижней плиты 39 с возможностью ее перемещения относительно оси концевой фрезы 37. Верхняя плита 41 установлена в направляющих средней плиты 40 с возможностью ее перемещения в направлении, перпендикулярном направлению движения средней плиты 40. Таким образом обеспечение перемещение плит 39-41 во взаимно перпендикулярных направлениях. На плитах 41 и 40 установлены рычаги 42, с помощью которых осуществляют их перемещение. Верхняя плита 41 снабжена прижимом. Высоту установки сверлильного стола 38 регулируют винтом 23 установки приставки по высоте, который входит в зацепление со сверлильным столом 38.
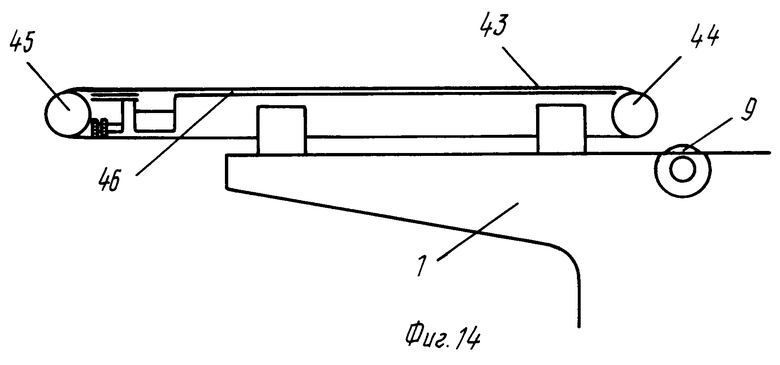
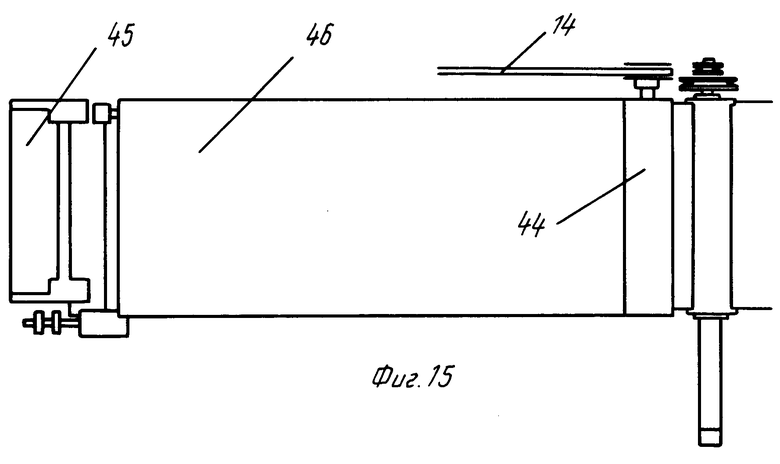
Для установки шлифовальной приставки со стоек 1 и 2 снимают задний стол 6. В этой зоне на стойках 1 и 2 закрепляют шлифовальную приставку, выполненную в виде бесконечной ленты 43 с абразивной поверхностью, установленной на ведущем 44 и регулировочном валу 45 валах, установленных на основании 46 шлифовальной приставки. Ведущий вал 44 связан с приводом 15 станка ременной передачей 14. Для этого его переставляют с ножевого вала 9 на шкив ведущего вала 44.
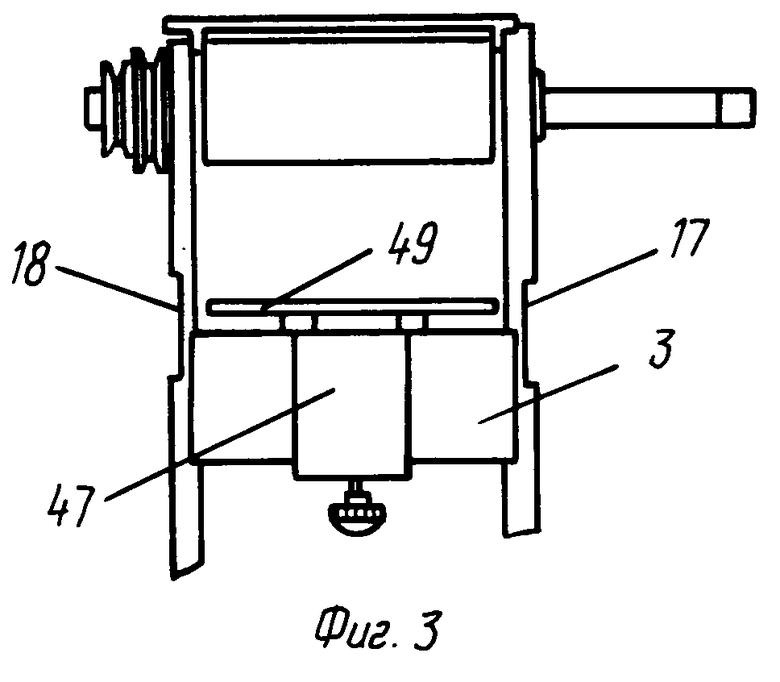
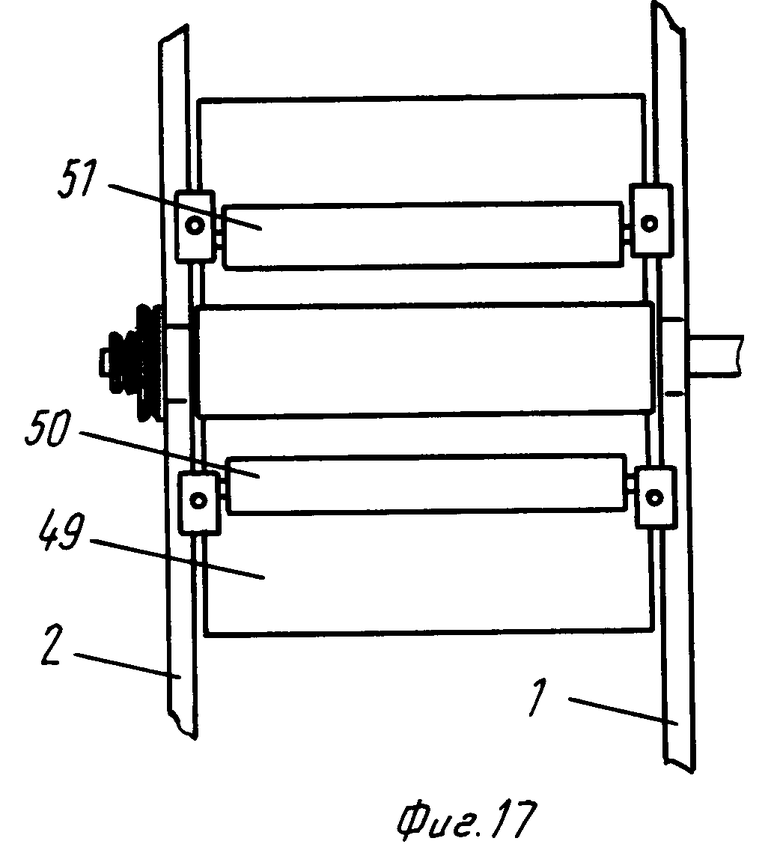
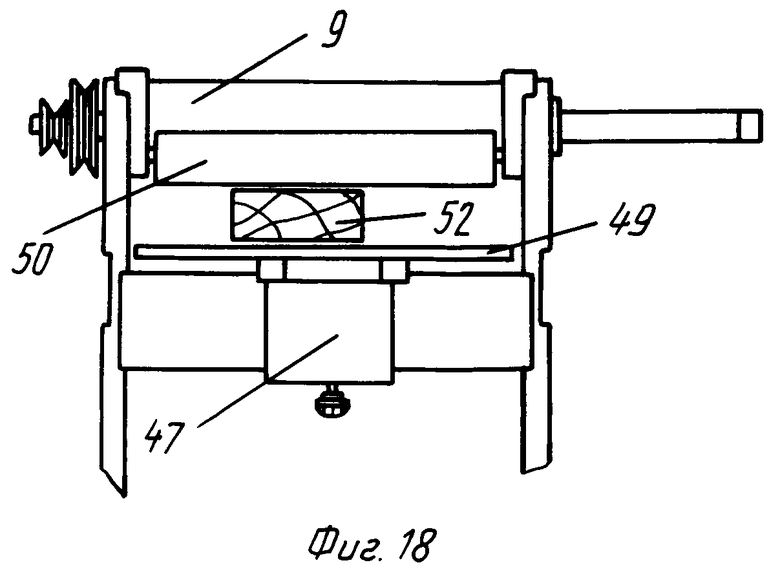
Для установки рейсмусовой приставки снимают со стоек 1 и 2 столы 5 и 6. На элементах 3 и 4 соединения стоек 1 и 2 закреплены кронштейны 47 и 48, регулируемые по высоте при помощи винтов. На эти кронштейны 47 и 48 под ножевым валом 9 устанавливают рейсмусовый стол 49. В качестве режущего инструмента pейсмусовой приставки использован ножевой вал 9. На стойках 1 и 2 внутри корпуса устанавливают с двух сторон ножевого вала 9 шарнирные прижимные валики 50 и 51 соответственно входной и выходной. При обработке заготовки 52 на рейсмусовой приставке направление технологического процесса идет противоположно фуговальному процессу.
Комбинированный деревообрабатывающий станок работает следующим образом.
Для выполнения деревообрабатывающих операций станок устанавливают на верстаке или столе в зависимости от того, где выполняют работу. Конструкция станка устойчива и не требует специального крепления. Привод станка работает от бытовой сети 220 В.
Для выполнения фуговальных операций на стойках 1 и 2 необходимо установить столы 5 и 6, образующие фуговальный стол. Ножевой вал 9 соединяют с приводом 15 ременной передачей 14 на большую скорость вращения. За счет поворота эксцентриковых валиков 7 и 8 устанавливают высоту переднего стола 5 относительно ножевого вала 9, обеспечивая тем самым глубину фугования. При фуговании заготовки 52 под заданным углом на заднем столе 6 при помощи болтов закрепляют ограничитель 26, спинку которого поворачивают на заданный угол, используя ее в качестве опорной поверхности для заготовки 52. Включают привод ножевого вала 9. Заготовку 52 перемещают по переднему столу 5 в сторону ножевого вала 9. Ножи 12 ножевого вала 9 срезают слой заготовки 52 до установленного размера. После ножевого вала 9 заготовка 52 своей обработанной поверхностью поступает на задний стол 6.
Для выполнения распиловочных операций на свободный конец ножевого вала 9 устанавливают дисковую пилу 24. Ременную передачу 14 переставляют на ступенчатом шкиве 13 на меньшее число оборотов. В пазу 17 стойки 1 закрепляют переносную опору 16, в направляющих втулках 19 и 20 которой устанавливают распиловочный стол 25. Толщина стоек 15 мм, глубина пазов 17 и 18 7 мм. Переносная опора 16 установлена с натягом. Распиловочный стол 25 в зависимости от вида распиловки устанавливают на необходимую высоту стопорными винтами 21 и 22. Включают привод 15 дисковой пилы 24. Заготовку 52 перемещают по распиловочному столу 25 навстречу дисковой пиле 24. При распиловке заготовки 52 на требуемую ширину на распиловочном столе 25 закрепляют ограничитель 26. При распиловке заготовки под углом спинку 27 ограничителя 26 поворачивают на требуемый угол.
Для раскройки заготовки используют в качестве режущего инструмента и стола раскроечной приставки дисковую пилу 24 и распиловочный стол 25. Для этого на свободном конце ножевого вала 9 устанавливают дисковую пилу 24. В пазу 17 стойки 1 закрепляют переносную опору 16, в направляющие втулки 19 и 20 которой устанавливают распиловочный стол 25. В торце продольной стороны распиловочного стола 25 закрепляют штангу 29 с расположенной на ней шарнирной опорой 28 с элементом 30 установки заготовки. Поворотом шарнирной опоры 28 вокруг вертикальной оси располагают элемент 30 установки заготовки перпендикулярно плоскости дисковой пилы 24 и на нем на требуемой длине закрепляют ограничитель 31. При этом требуемая длина соответствует расстоянию между плоскостью дисковой пилы 24 и ограничителем 31. Заготовку 52 располагают на элементе 30 установки заготовки, при этом ее торец упирается в ограничитель 31. Опорной поверхностью заготовки 52 служит распиловочный стол 25. Включают привод 15 дисковой пилы 24. Шарнирную опору 28 передвигают по штанге 29 навстречу вращению дисковой пилы 24, которая отрезает излишек длины заготовки до необходимого размера. При срезе торцов заготовки 52 под заданным углом, например 45о шарнирную опору 28 разворачивают вокруг вертикальной оси на угол 45о. Элемент 30 установки заготовки соответственно ориентируется к плоскости дисковой пилы 24 то же под углом 45о, на нем размещают заготовку 52. Шарнирную опору 28 перемещают по штанге 29 навстречу вращению дисковой пилы 24, которая срезает торец заготовки 52 под углом 45о. После среза торца заготовки 52 шарнирную опору 28 поворачивают относительно оси штанги 29, отводя элемент 30 установки заготовки из зоны дисковой пилы 24, обеспечивая тем самым безопасность и удобство съема заготовки 52.
Для выполнения фрезерных операций на свободном конце ножевого вала 9 устанавливают фрезу 32 необходимого профиля. В пазу 17 стойки 1 устанавливают переносную опору 16, в направляющих втулках 19 и 20 которой закрепляют располагаемый под фрезой 32 фрезерный стол 33. На фрезерном столе 33 устанавливают ограничительную линейку 34. Фрезерный стол 33 вводят в зацепление с винтом 23 установки приставки по высоте. На стойке 1 по обе стороны от фрезы 32 закрепляют шарнирные ролики 35 и 36 соответственно входной и выходной, согласно технологическому процессу. Технологический процесс фрезерования идет противоположно фуговальному. Включают привод 15 фрезы 32. Заготовку 52 подают со стороны заднего стола 6 и перемещают по фрезерному столу 33 под входным роликом 35 навстречу вращению фрезы 32. Направление движения заготовки 52 по фрезерному столу 33 выдерживают посредством ограничительной линейки 32. После касания фрезой 32 заготовки 52 производят подъем фрезерного стола 33 посредством винта 23 установки приставки по высоте для получения требуемого профиля на заготовке 52. Заготовку 52, прижимаемую входным роликом 35, перемещают под фрезой 32 и далее под выходным роликом 36 до окончания фрезерования.
Для выборки в заготовке овальных пазов и отверстий устанавливают сверлильную приставку. Для этого в торце ножевого вала 9, в конусе Морзе 53 устанавливают концевую фрезу 37. На стойке 2 в пазу 18 закрепляют переносную опору 16, в направляющих втулках 19 и 20 которой устанавливают располагаемый под концевой фрезой 37 сверлильный стол 38, выполненный координатным. Нижнюю плиту 32 сверлильного стола 38 вводят в зацепление с винтом 23 установки приставки по высоте. На верхней плите 41 закрепляют заготовку 52 и включают привод 15 концевой фрезы 37. Посредством винта 23 установки приставки по высоте располагают заготовку 52 на необходимой высоте относительно концевой фрезы 37. Рычагами 42 перемещают верхнюю 41 или среднюю 40 плиту в зависимости от требуемого направления заготовки, обусловленного видом сверлильной операции.
Для выполнения шлифовальных операций снимают со стоек 1 и 2 задний стол 6. На стойках 1 и 2 в зоне заднего стола 6 закрепляют шлифовальную приставку. Ременную передачу 14 переставляют со ступенчатого шкива 13 на ведущий вал 44 шлифовальной приставки и включают ее привод. Для шлифования поверхности заготовки 52 приводят ее в соприкосновение с абразивной поверхностью движущейся бесконечной ленты 43, которая, проходя под заготовкой 52, выносит срезанный слой древесины, а проходя по поверхности приводного 44 и регулировочного 45 валов, освобождается от опилок.
Рейсмусовую приставку устанавливают для обработки по толщине заготовки 52, у которой при фуговании предварительно сформирована одна или две базовые поверхности. Для этого со стоек 1 и 2 снимают передний стол 5 вместе с механизмом регулировки толщины фугования и задний стол 6. На кронштейнах 47 и 48 под ножевым валом 9 устанавливают рейсмусовый стол 49. На стойках 1 и 2 с двух сторон ножевого вала 9 устанавливают входной 50 и выходной 51 прижимные валики по ходу технологического процесса рейсмусовой приставки, которое противоположно направлению фуговального процесса. При помощи регулируемых кронштейнов 47 и 48 выставляют рейсмусовый стол 49 относительно ножевого вала 9, расстояние между которыми определяет требуемую толщину обрабатываемой заготовки 52. После включения привода 15 ножевого вала 9 заготовку подают под входной прижимной валик 50 и перемещают по рейсмусовому столу 49 навстречу вращению ножевого вала 9, после которого заготовка 52 удерживается на рейсмусовом столе 49 выходным прижимным валиком 51 до необходимого момента.
Для выполнения деревообрабатывающих операций станок легко и быстро переналаживается.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Комбинированный деревообрабатывающий станок | 1989 |
|
SU1781036A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| Комбинированный деревообрабатывающий станок | 2024 |
|
RU2830037C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2041804C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1814613A3 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1722825A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2009887C1 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1773720A1 |
Использование: выполнение столярных работ в домашних условиях, мастерских, на производстве. Цель: расширение технологических возможностей станка при малых его габаритах за счет создания жесткой равновесной компановки его элементов. Сущность изобретения: в комбинированном деревообрабатывающем станке, включающем корпус в виде связанных элементами 3 и 4 соединения стоек, на котором установлены передний и задний столы, связанный с приводом ножевой вал 9 и деревообрабатывающие приставки, установленные на опоре, опора 16 выполнена переносной, устанавливаемой на одной из внешних поверхностях стоек, а вал 9 состоит из основания и накладных сегментов, между которыми закреплены ножи. На валу 9 в зависимости от вида операций на его свободном конце установлены режущие инструменты распиловочной, раскроечной, фрезерной приставок, а со стороны шкива сверлильной приставки. В пазах на внешних поверхностях стоек на опоре 16 установлены регулируемые по высоте столы соответствующих приставок. Шлифовальная приставка в виде бесконечной ленты с абразивной поверхностью установлена в зоне заднего стола, для чего его предварительно снимают. Рейсмусовый стол 49 установлен внутри корпуса на регулируемых по высоте кронштейнах 48, для чего снимают со стоек передний и задний столы. 9 з.п. ф-лы, 19 ил.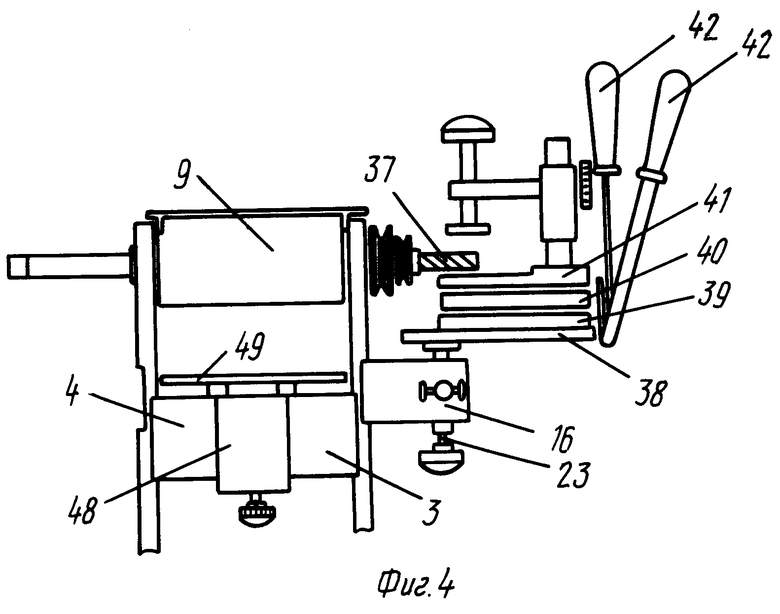
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ отопления гретым воздухом | 1922 |
|
SU340A1 |
| Универсальный портативный станок, 1990. | |||
