Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию по обработке шпал.
Известна поточная линия для обработки шпал, разработанная ПКТБ при ХабИИЖТе, содержащая участок приема шпал, участок выбраковки шпал, участок глубокой наколки, участок пакетирования.
Недостаток линии низкая производительность, в том числе за счет низкой производительности участка наколки шпал.
Известна поточная линия для обработки шпал, содержащая поперечные и продольные транспортеры подачи шпал с наколочными станками, установленными в виде двух параллельных веток.
Недостаток низкая производительность, так как шпалы подаются к месту обработки вдоль их оси, что значительно увеличивает время продвижения их и сдерживает работу станков.
Наиболее близким к изобретению является поточная линия для глубокой наколки шпал, включающая поперечные и продольные транспортеры, шпалопитатель, узел опиливания и накопитель шпал, наколочный станок, приемный бункер.
Недостаток линии низкая производительность, так как количество шпал, обрабатываемых на наколочном станке, невелико и сдерживает работу других узлов линии, которые в состоянии переработать большее количество шпал.
Целью изобретения является повышение производительности линии за счет одновременной обработки двух шпал на наколочных станках.
Это достигается за счет того, что в известной линии, содержащей последовательно связанные между собой кинематические и шпалопитатель, транспортер с захватами для подачи шпал, наколочный станок, пакетировщик, дополнительно установлен станок для наколки шпал, расположенный последовательно за первым, а подающий шпалы транспортер разделен на две секции, одну непрерывного действия, вторую шагового, причем на второй секции захваты в каждой паре выполнены разными по высоте. Вторая секция расположена ниже уровня первой на расстоянии, большем высоты низкого и меньшим высоты высокого захватов, к тому же вторая секция установлена относительно конца первой со смещением назад на расстояние, большее, чем шаг между захватами на ней, но меньшее, чем два шага между захватами секции транспортера непрерывного движения за минусом ширины шпалы. Наколочные станки расположены друг за другом на расстоянии, кратном расстоянию между захватами второй секции транспортера.
Новая по сравнению с прототипом установка дополнительного наколочного станка, установленного на определенном расстоянии от первого (шаг между захватами секции, непосредственно подающей шпалы к наколочным станкам, умноженный на нечетное число ≥ 1), позволяет одновременно устанавливать две шпалы в двух наколочных станках для их одновременной обработки. Что сразу повысит производительность обработки шпал в два раза.
Новое по сравнению с прототипом расположение одной секции транспортера над другой позволит низкому захвату беспрепятственно проходить под первой секцией транспортера, захватить первую поступившую с верхней секции шпалу и продвигать ее ко второму (по ходу движения) наколочному станку.
Установка второй секции подающего транспортера со смещением назад относительно конца первой необходима для того, чтобы высокий захват не цеплял внеочередную шпалу, когда он поднимается до уровня верхней секции подающего транспортера, а захватывал вторую шпалу для доставки к первому по ходу движения наколочному станку.
Таким образом, чередование низких и высоких захватов вместе с новой конструкцией подающего транспортера обеспечит одновременную обработку двух шпал на двух наколочных станках.
Из числа аналогов известна поточная линия для обработки шпал, отличием которой от прочих является установка дополнительных наколочных станков с транспортерами с целью повышения производительности.
Но так как подача шпал к станкам осуществляется вдоль их оси, то производительность снижается из-за потерь времени на их перемещение по транспортеру.
Из числа аналогов известно выполнение конвейера в виде двух транспортеров, один из которых расположен ниже другого, причем передний конец одного и задний конец другого перекрывают друг друга на шаг, равный расстоянию между захватами, несущими изделия.
Однако задача, решаемая в этом случае, направлена на комплектование ряда изделий с нечетным количеством в нем путем подачи этих изделий парами любыми известными средствами.
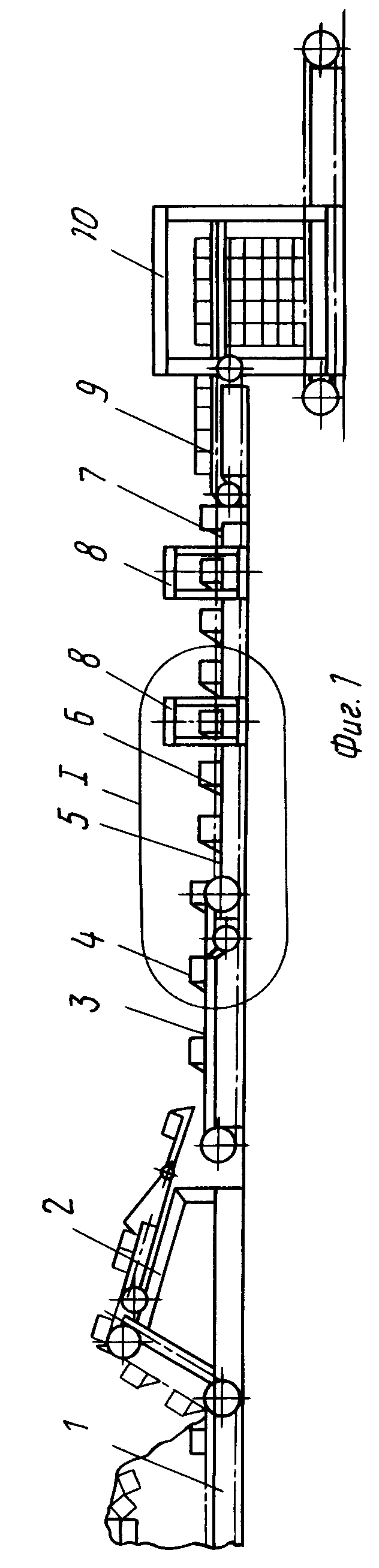
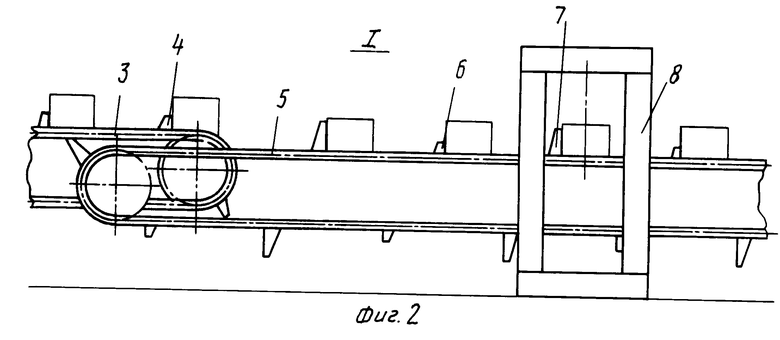
На фиг. 1 изображена схема поточной линии, вид сбоку; на фиг. 2 подача шпал к наколочным станкам.
Поточная линия для глубокой наколки шпал содержит приемный транспортер 1, за которым установлен шпалопитатель 2, взаимодействующий с транспортером, подающим шпалы к участку наколки и выполненным в виде верхней секции 3, которая работает в режиме непрерывного действия и оснащена захватами 4. Вторая секция транспортера 5 работает в шаговом режиме и оснащена четным числом захватов 6 и 7. Причем расстояние между захватами 3 должно быть больше, чем между захватами 6 и 7, а захваты 7 выполнены более высокими, чем захваты 6. Захваты 6 и 7 чередуются на ветке транспортера. Шаг секции транспортера 5 равен расстоянию между двумя разновеликими захватами. Секция 5 установлена относительно конца секции 3 со смещением назад на расстояние шага между захватами, но меньшее чем два шага между захватами 6 и 7 за минусом ширины шпалы. Линия снабжена наколочными станками 8, расстояние между которыми равно расстоянию между захватами 6 и 7, умноженному на нечетное число. Конвейер накопителя 9 подает шпалы к пакетировщику 10.
Линия работает следующим образом.
Постоянно вращающаяся секция транспортера 3 своими захватами 4 (см. фиг. 2)) подает шпалы так, что первая шпала перемещается над низким захватом 6 шагового транспортера 5 и остается неподвижной на верхней ветви шагового транспортера 5, а вторая шпала, находившаяся в захвате 4 транспортера 3, к этому времени переместится в зону высокого захвата 7 шагового транспортера 5 (в зону выхода высокого захвата 7 шагового транспортера 5 над уровнем верхней ветви секции транспортера 3). После этого включается привод секции транспортера 5, который захватами 6 и 7 одновременно подхватывая эти шпалы, перемещает их на расстояние, равное двойному шагу захватов. За время, пока подойдут следующие шпалы на секции транспортера 3 в зону захватов секции шагового транспортера 5, происходит наколка шпал, находящихся на оси наколочных станков 8.
Наколонные шпалы собираются в ряды на конвейере накопителя 9 (см.фиг.1), а готовые ряды шпал подаются в пакетировщик 10, где они укладываются в пакеты. По сравнению с прототипом производительность наколки шпал возрастает в два раза за счет одновременной обработки двух шпал.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ | 1991 |
|
RU2026174C1 |
| Поточная линия для глубокой наколки шпал | 1989 |
|
SU1728012A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1993 |
|
RU2063493C1 |
| УСТРОЙСТВО ДЛЯ НАКАЛЫВАНИЯ ДЕРЕВЯННЫХ ШПАЛ ПЕРЕД ПРОПИТКОЙ | 1990 |
|
RU2019404C1 |
| Поточная линия для обработки шпал | 1976 |
|
SU674908A1 |
| ШПАЛОПИТАТЕЛЬ ЛИНИИ ОБРАБОТКИ ШПАЛ | 1992 |
|
RU2070245C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ | 2000 |
|
RU2184650C2 |
| Устройство для накалывания деревянных шпал перед пропиткой | 1988 |
|
SU1606329A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАКОЛКИ ШПАЛ И ЗАКРЕПЛЕНИЯ ИХ ОТ РАСТРЕСКИВАНИЯ | 2007 |
|
RU2336995C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПАКЕТОВ ШПАЛ | 1991 |
|
RU2009967C1 |
Использование: в деревообрабатывающей промышленности и может применяться, в частности, на шпалопропиточных заводах для наколки шпал перед пропиткой. Сущность изобретения: поточная линия содержит подающий шпалы транспортер, оснащенный захватами и разделенный на две секции, одну непрерывного действия, вторую шагового. На второй секции захваты в каждой паре выполнены разными по высоте. Вторая секция расположена ниже уровня первой на расстоянии, не меньшем высоты низкого захвата, и установлена относительно конца первой со смещением назад на расстояние, большее шага между захватами на ней, но меньшее, чем два шага между захватами секции транспортера непрерывного движения за минусом ширины шпалы. Наколочные станки установлены последовательно один за другим на расстоянии, равном расстоянию между захватами второй секции транспортера, умноженному на нечетное число. 2 ил.
ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ, включающее кинематически связанные шпалопитатель, транспортер с захватами для подачи шпал, наколочный станок, пакетировщик, отличающаяся тем, что она снабжена дополнительным наколочным станком, подающий транспортер выполнен двухсекционным, вторая секция снабжена чередующимися захватами большей и меньшей высоты и расположена ниже уровня первой секции на расстоянии выше меньшего и ниже большего захватов и со смещением относительно первой секции транспортера на расстояние, большее шага между захватами большей и меньшей высоты, но меньше двойного шага между захватами первой секции без ширины шпалы, при этом наколочные станки расположены друг от друга на расстоянии, равном нечетному числу шагов между захватами второй секции.
| Поточная линия для глубокой наколки шпал | 1989 |
|
SU1728012A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
