1
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию по обработке шпал.
Известно устройство для обработки шпал, включающее цепные транспортеры, зажимные и накальшшощие узлы, подвижные и. неподвижные упоры и привод 1,
Известна также автоматическая линия для обработки брусковых, деталей, включающая питатель, поперечные и прЬдольтте транспортеры, пильные -и сверлильные узлы, накопитель шпал, кантователь и узеп закрепления шпал от растрескивания Ml},
Недостатком известных лиши для обработки шпал является низкая производительность.
Цель изобретения - повьпценне производительности.
Это достигается тем, что линия снабжена уз.лом отбраковки, выравнивателями шпал с под.вижными и неподвижными упорами, наколочным станком и узлом пакегарования, причем узеп отбраковки и выравниватели шпал с упорами установлены вслед за кантователем, наколочный станок - за накопителем шпал, а узел пакетирования - на выходе линии.
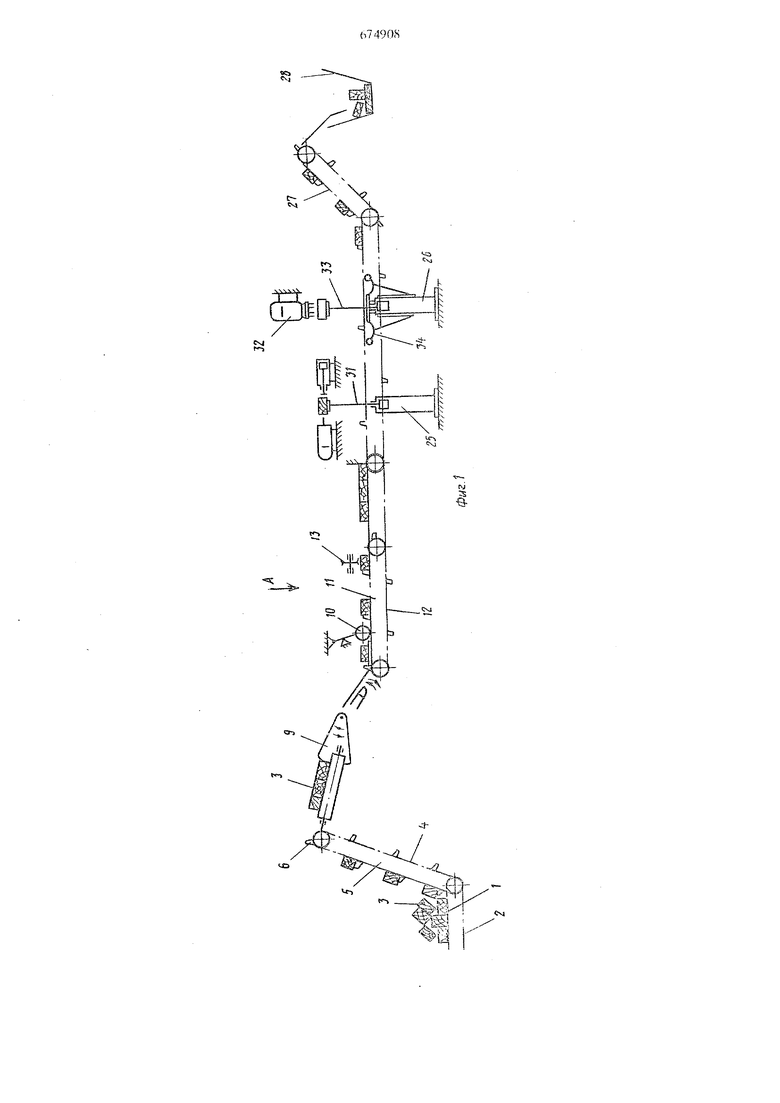
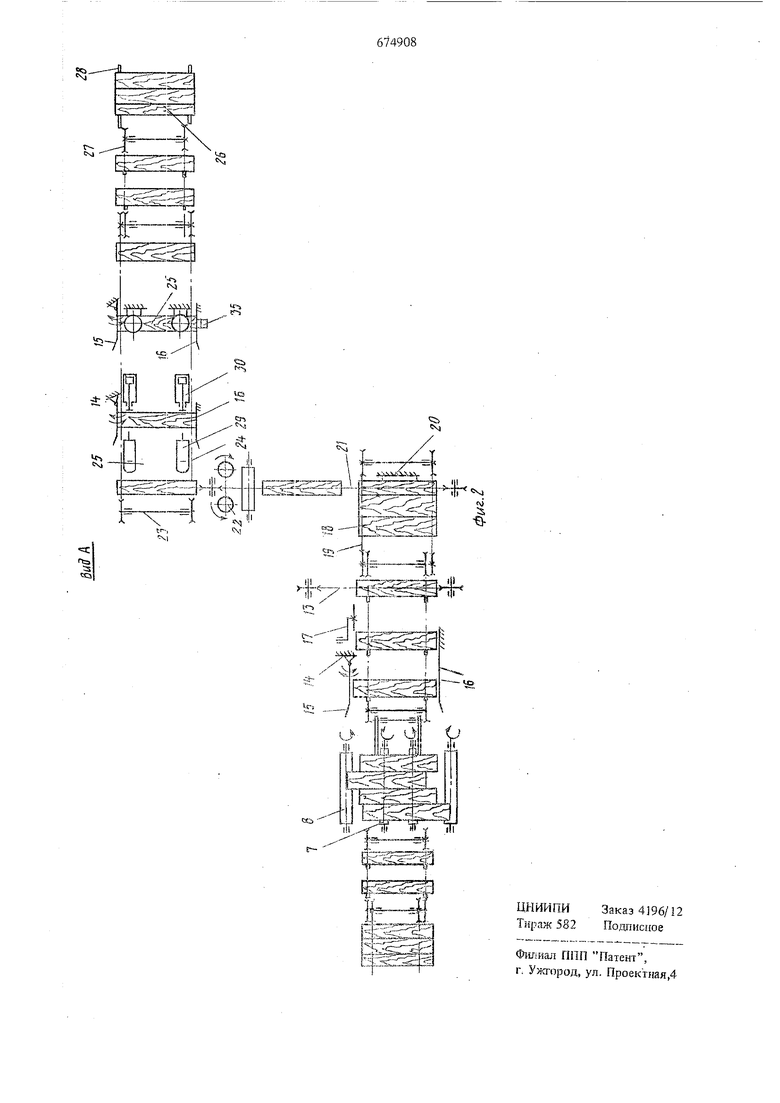
На фиг. 1 схематически изображена предлагаемая поточная линия; на фиг. 1 - вид по стрелке А на фиг. I.
Поточная линия для обработки шпал содержит размещенные по ходу технологического продесса и кинематически связанные между со.бой складшпал 1, состоящий из смонтированных на раме поперечного транспортера 2, на которые загружаются италы 3; питатели 4, состоя1вде из наклошюго поперечного транспортера 5 с упорами 6.
За питателем смо1ггированы накло1шо приводные барабаны 7 и 8 .с кантователем 9, пильный узел 10,узел отбраковки 11, который состоит из поперечного 12 н продольного 13 транспортеров, причем продольньга транспортер 13 расположен над поперечным транспортером 12.
Узел отбраковки Пимеетвыравшшатели шпал 14, снабженные подвижным 15 и неподвижным 16 ynopaf H со звездс«-1каьт 17.
-За продольным транспортером 13 размещен накопитель 18, состоящий из поперечного транспортера 19 и неподаижного упора 20, вдоль которого смонтирован продольный транспортер 21, проходящий через наколочный станок 22. Продольный транспортер 21 соединяет поперечный транспортер 19 накопителя 18 с поперечным транспортером 23 с упорами 24 сверлильного узла 25, а также с узлом пакетирования 26, состоящим из наклонного поперечного транспортера.27 к бункера 28. Сверлильный узел 25 снабжен вмравнивателями шпал 14 с подвижным 15 и неподвижны 116 упорами, а также силовыми агрегатными головками 29 и прижимными элементами 30, расположенньп т горизонтально. Между силовыми агрегатными головками 29 и прижимными элементами 30 установлен подъемный стол 31. Сверлильный узел 25 имеет также силовые агрегатные головки 32, подьемный стол 33 и снабжен механизмами центрирования 34 и мар кирования 35 шпал, а также подвижным и неподвижным 16 упорами выравнивателя ипал 14. Поточная линия работает следующим образо Шпалы по подвижному складу шпал 1 поступа ют к питателю 4, который подает их на вращающиеся попарно навстречу друг приводные барабаны и 8, по которым шпалы п ремещаются до тех пор, пока их торцы не вы ровняются. Далее кантователь 9 отделяет от сплошного потока 1Ю одной шпале, .при этом устанавлива ет шпалы верхней постелью вверх, т.е. н их рабочее положение, и выдает шпалы на узел отбраковки 11, где шпалы фиксируются по неподвижному упору 16 и перемещаются к пильному узлу 10, где производится торцевание длинных шпал. Шпалы, соответствующие техническим требо ниям, поступают в накопитель 18, а шпалы с дефекта-МИ удаляются продольным транспорте jpOMlS. 1 С помощью продольного транспортера 21 шпалы поступают на наколочный станок 22, где вьтолняются операции накалывания поверхностей. По окончании цикла накалываия шпалы перемещаются поштучно на сверильный узел 25, где с помощью выравниваеля 14 получают фиксированное положение и подвергаются операциям сверления с помощью силовых агрегатных головок 29, прижимных элементов 30 и подтьемного стола 31. В шпаах просверливают горизонтальные отверстия, нарезается резьба и вворачиваются деревянные винты. Па сверлильном узле 25 шпалы фиксируются также с помощью выравнивателя 14 и центрируются механизмом центрирования 34, и маркируются механизмом маркирования 35, а силовые агрегатные головки 32 высверливают отверстия под костьши. Далее обработанные шпалы поступают на узел пакетирования 26 по наклонному поперечному транспортеру 27 в бункер 28. Формула изобретения Поточная линия дая обработки шпал, включающая питатель, поперечные и продольные транспортеры, пильные и сверлильные узлы, накопитель шпал, кантователь и узел закрепления шпал от растрескивания, отличающаяся тем, что, с целью повышения производитель1юсти, линия снабжена устройством отбраковки, выравнивателями шпал, с подвижными и неподвижными упорами, наколочным станком и узлом пакетирования, причем узел отбраковки и выравниватели шпал с упоралта установлены вслед за кантователем, наколочный станок - за накопителем шпал, а узел пакетирования - на выходе линии. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельства СССР № 479625, кл. В 27 М 1/04, 1975. 2.Афанасьев П. С. Конструкция и расчеты деревообрабатывающего оборудования. М., Машиностроение, 1970, с. 339.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обезвоживания навоза | 1978 |
|
SU674761A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ | 2000 |
|
RU2184650C2 |
| Поточная линия для глубокой наколки шпал | 1989 |
|
SU1728012A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ | 1991 |
|
RU2026174C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ БРУСЬЕВ СТРЕЛОЧНЫХ ПЕРЕВОДОВ (ВАРИАНТЫ) | 2004 |
|
RU2294826C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАКОЛКИ ШПАЛ И ЗАКРЕПЛЕНИЯ ИХ ОТ РАСТРЕСКИВАНИЯ | 2003 |
|
RU2249645C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ | 1991 |
|
RU2038962C1 |
| Линия распиловки бревен | 1981 |
|
SU1030158A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАКОЛКИ ШПАЛ И ЗАКРЕПЛЕНИЯ ИХ ОТ РАСТРЕСКИВАНИЯ | 2007 |
|
RU2336995C1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |