Изобретение относится к сельскохозяйственному машиностроению и может быть использовано при изготовлении винта винтового конвейера с эластичным обрамлением.
Известен способ изготовления лопастей винта винтового конвейера, включающий изготовление винтовой ленты и закрепление ее на валу винта [1]
Ближайшим техническим решением к данному изобретению является способ изготовления винта винтового конвейера, заключающийся в изготовлении винтовой ленты из цилиндрической полой полимерной заготовки и закрепление ее на валу винта с предварительным нагреванием и растягиванием [2] Недостатком способа является невозможность полной выгрузки сыпучего материала из-за допускаемого зазора между кожухом и винтом, необходимого для исключения защемления транспортируемого материала, заклинивания винта и повышения надежности технологического процесса.
Предлагаемый способ изготовления винта винтового конвейера с эластичным обрамлением отличается от известного тем, что наружную кромку винтовой ленты перпендикулярно по центру протачивают для образования Т-образного паза на глубину, достаточную для крепления щеточного обрамления. Щеточное обрамление, состоящее из пучков капроновых нитей диаметром 1-2 мм, закрепленных в капроновом жгуте, закладывается в Т-образный паз винтовой ленты и закрепляется прошиванием боковых стенок паза. Затем винтовую ленту нагревают и растягивают на валу, закрепляя первый и последний виток.
Таким образом, заявляемый способ изготовления винта винтового конвейера с эластичным щеточным обрамлением соответствует критерию "новизна". Сравнение заявляемого технического решения способа изготовления винта винтового конвейера с эластичным щеточным обрамлением не только с прототипом, но и с другими техническими решениями в данной и смежных областях техники, позволило выявить техническое решение, содержащее признак, сходный с признаком, отличающим заявляемое техническое решение от прототипа наличием Т-образного паза для крепления эластичного щеточного обрамления, представляющего собой пучки капроновых нитей диаметром 1-2 мм, закрепленных в капроновом жгуте. В заявляемом решении винт винтового конвейера с эластичным щеточным обрамлением предназначен транспортировать сыпучий материал, не разрушая его торцевой кромкой винта и осуществлять полную выгрузку. Наличие в известном способе дополнительных операций по изготовлению таврового паза и креплению в нем щеточного обрамления обеспечивает ему соответствие критерию "существенные отличия".
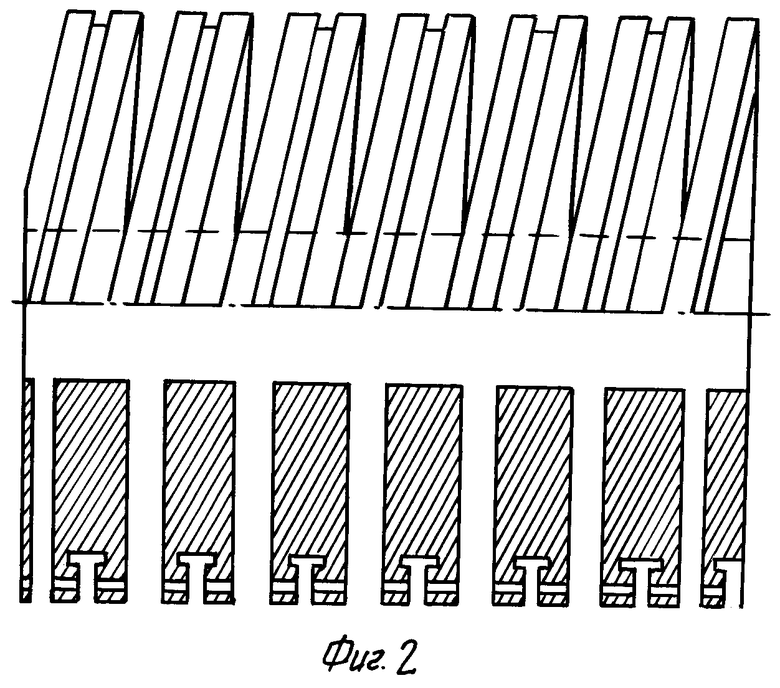
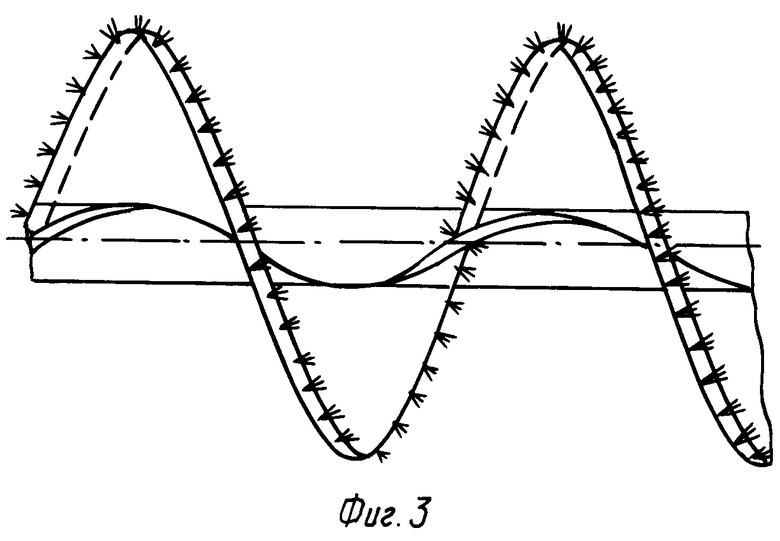
На фиг. 1 представлено щеточное обрамление в виде пучков щеток, закрепленных в капроновом жгуте; на фиг. 2 полусечение винта; на фиг. 3 схема винта винтового конвейера с эластичным щеточным обрамлением.
Сущность изобретения заключается в следующем. Отличают и протачивают объемную полую заготовку из полимерного материала. Настраивают токарно-винторезный станок на прямоугольную резьбу с шагом, обеспечивающим необходимую толщину винта с учетом возможности крепления капронового жгута с щеточными пучками и ширины режущей поверхности резца. Например, для полиэтиленового винта винтового конвейера диаметром 160 мм, предназначенного для транспортирования зерна и сои, необходимая толщина винта составляет 8-10 мм. Нарезают специальным прямоугольным резцом на всю глубину заготовки прямоугольную резьбу и на торцевой части винта прямоугольным резцом меньшей толщины нарезается углубление, достаточное для крепления щеточного обрамления. Затем это углубление прорезают специальным резцом до появления таврового паза. Щеточное обрамление заправляют в тавровый паз, закрепляют прошиванием боковых стенок.
Готовую спираль винта со щеточным обрамлением нагревают в воде с температурой 80-90оС. Нагретую спираль винта с обрамлением растягивают на валу. В результате получают диаметр винта винтового конвейера равный внутреннему диаметру кожуха конвейера. Максимальная высота щеточного обрамления выбирается из условия исключения защемления зерна и равняется трем толщинам перемещаемого сыпучего материала. Например, для сои она составляет 10-12 мм. Толщина капроновых нитей пучка составляет 1-2 мм. Количество нитей в пучке 10-12 шт.
Применение винта винтового конвейера с эластичным щеточным обрамлением позволит производить полную выгрузку сыпучего материала, исключая его защемление и заклинивание винта в кожухе. В результате повышается надежность технологического процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРУППОВАЯ ПОИЛКА ДЛЯ ЖИВОТНЫХ | 1991 |
|
RU2012200C1 |
| Способ изготовления винта винтового конвейера | 1989 |
|
SU1717504A1 |
| СМЕСИТЕЛЬ | 1992 |
|
RU2049536C1 |
| СМЕСИТЕЛЬ | 1992 |
|
RU2042416C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СОПРОТИВЛЕНИЯ СОСКОВЫХ ТРУБОК РАДИАЛЬНОМУ РАСШИРЕНИЮ | 1991 |
|
RU2006197C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ЗЕРНОВЫХ МАТЕРИАЛОВ ПО КРУПНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2014910C1 |
| КАТУШЕЧНЫЙ ВЫСЕВАЮЩИЙ АППАРАТ ТОЧНОГО ВЫСЕВА | 2011 |
|
RU2490854C2 |
| ВЕТРОРОТОР | 1998 |
|
RU2148185C1 |
| БУНКЕРНОЕ УСТРОЙСТВО | 1991 |
|
RU2016822C1 |
| РАБОЧИЙ ОРГАН ДЛЯ БЕЗОТВАЛЬНОЙ ОБРАБОТКИ ПОЧВЫ | 1991 |
|
RU2005335C1 |

Использование: способ изготовления винта винтового конвейера предназначен для сельскохозяйственного машиностроения при изготовлении шнеков винтовых конвейеров. Сущность изобретения: способ изготовления винта винтового конвейера заключается в изготовлении винтовой ленты из цилиндрической полой полимерной заготовки и закреплении ее на валу винта с предварительным нагреванием и растягиванием, при этом перед закреплением на валу винта винтовой ленты по торцевой кромке последней прорезают Т-образный паз, вкладывают в него щеточное обрамление и закрепляют его прошиванием боковых кромок винтовой ленты. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТА ВИНТОВОГО КОНВЕЙЕРА, включающий изготовление винтовой ленты из цилиндрической полой полимерной заготовки и закрепление ее на валу винта с предварительным нагреванием и растягиванием, отличающийся тем, что перед закреплением на валу винта винтовой ленты по торцевой кромке последней прорезают Т-образный паз, вкладывают в него щеточное обрамление и закрепляют его прошиванием боковых кромок винтовой ленты.
| Способ изготовления винта винтового конвейера | 1989 |
|
SU1717504A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
