Изобретение относится к металлургии и может быть использовано при производстве стали для продувки жидкого металла кислородом, преимущественно в конвертерах высокой производительности.
Известен наконечник фурмы, в котором нижняя тарелка наконечника штампуется из одной заготовки, в наконечник ввариваются сопла. В центре тарелки имеется центральный конус.
Наиболее близким к предлагаемому наконечнику является наконечник, нижняя тарелка которого отштампована из листовой заготовки и имеет отверстия, в которые по кольцевому радиусу вварены сопла, а в центральную часть вваривается конус с открытой наружу полостью с уменьшенной толщиной стенки по сравнению с остальной частью.
Недостатки этой конструкции состоят в следующем. Изготовление тарелки вместе с соплами представляет сложную техническую задачу, так как сопла имеют угол раскрытия, определяемый условиями технологии продувки, и матрица с пуансоном должны изготавливаться из отдельных частей, чтобы после завершения процесса штамповки можно было извлечь готовую деталь. Если принять во внимание, что для большегрузных конвертеров применяются фурмы, диаметром 400 мм и более, то для штамповки нижних тарелок необходимы мощные прессы, и достаточно велика вероятность получения брака изделий, возрастающая с увеличением их размера, а при использовании объемных штампов в особенности. С другой стороны, изготовление наконечников с вваренными в нижнюю тарелку соплами требует большого расхода медных электродов, а сварной шов, соединяющий сопло с тарелкой, находится в застойной зоне циркуляции охлаждающей воды. Если учесть, что вероятность прогара фурмы в районе сварного шва наиболее велика, то естественно предположить относительно низкую стойкость фурмы.
Для устранения указанных недостатков предлагается наконечник фурмы, отличающийся тем, что нижняя тарелка состоит из одинаковых секторов, в каждом из которых имеется по одному соплу, составляющему сплошную деталь с сектором; сектор является основанием сопла.
Цель изобретения повышение технологичности изготовления наконечника и снижение расхода меди, из которой изготовляется нижняя тарелка и дутьевое сопло.
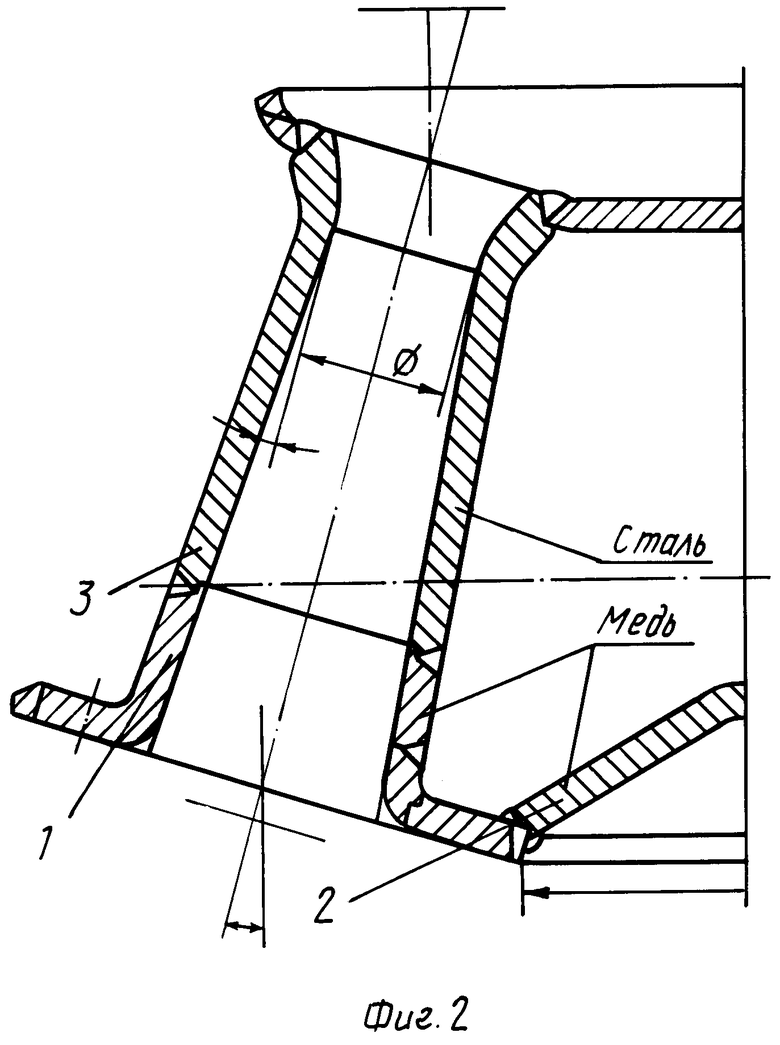
На фиг. 1 представлен сектор с нижней частью сопла; на фиг. 2 нижняя тарелка в сборе, где 1 сектор с нижней частью сопла; 2 конус; 3 верхняя часть сопла, изготавливаемая из стали. Это дает возможность сэкономить медь без снижения стойкости наконечника фурмы. Верхняя часть сопла не контактирует с жидким металлом и шлаком, поэтому не нуждается в эффективном охлаждении и может изготовляться не из меди.
Преимущества предлагаемого наконечника заключаются в следующем. Сектор с соплом может быть изготовлен штамповкой штампами со сравнительно простой конфигурацией. Так как тарелку собирают из одинаковых деталей, то нужен только один вид штамповой оснастки. При этом размеры детали уменьшаются во столько раз, сколько сопел имеет данный наконечник.
Следующее преимущество объясняется пропорциями тарелки. Длина кольцевого шва вокруг сопла у ранее применявшихся головок в зависимости от параметров фурмы, в 1,5-2 раза больше, чем прямолинейных швов на стыке секторов у предлагаемых. Отсюда: меньше объем сварочных работ, меньше расход электродов; уменьшается вероятность прогара головки в зоне сварного шва (последнее обстоятельство усиливается еще и тем, что шов находится в зоне, где условия циркуляции воды наиболее благоприятные).
Снижается объем станочных работ, так как дутьевые сопла в нижней части обрабатывать не нужно. Нет необходимости также обрабатывать гнезда под сопла в нижних тарелках. При изготовлении тарелок можно обойтись только одним видом механической обработки: либо штамповкой, либо литьем, либо изготовить сектор на токарном станке.
Представленная на фиг. 1 деталь изготовлена в виде плоского сектора с нижней частью сопла, основанием которого служит сектор. Практически допускается такой вариант технического решения, но следует иметь в виду, что плоские сектора могут не сопрягаться в зоне дуг окружности, которыми они прилегают к трубам наружным и внутренним. В случае, когда количество сопел велико, длина дуги относительно диаметра ее окружности мала, то плоский сектор может легко привариваться под углом к трубе (фиг.2) без дополнительной подгонки.
Если сектор имеет дуги большой длины, то соединение может потребовать дополнительной подгонки сварных стыков с трубами фурмы. Чтобы избежать этого, предлагается в рамках данного изобретения изготовлять сектора (основания сопел) сферическими постоянного или переменного радиуса с таким расчетом, чтобы фурменные трубы сопрягались с дугами секторов, а радиальные участки секторов друг с другом.
Принципиально изготовление сферических секторов не будет отличаться от изготовления плоских, изменяется только штамповая оснастка. Единственное ограничение такие сектора значительно сложнее изготовлять на токарном станке.
П р и м е р 1. Фурма для кислородного конвертера имеет шесть сопел диаметром 45 мм в критическом сечении, а на выходе диаметром 70 мм. Из листовой меди толщиной 10 мм штампуется шесть одинаковых секторов с соплами соответствующего диаметра. Радиус внешней дуги 216 мм (при внешнем диаметре трубы 426 мм и внутреннем 63 мм). Угол сектора 57о, центр сопла на радиусе 142,5 мм от центра окружности сектора (по чертежу реально применяемой фурмы в конвертерном цехе Череповецкого металлургического комбината). Затем обрабатываются под сварку весь контур сектора и верхняя часть сопла, чтобы можно было приварить верх сопловой части.
Согласно чертежу, угол наклона сопла от вертикали должен составлять 16о. Геометрический расчет показывает, что центральный угол всех шести секторов должен составлять около 57о.
При этом плоскость основания сопла будет наклонена к горизонтали под углом около 16о, после того, как сектора будут состыкованы. После этого сектора собирают в одну тарелку и сваривают. Сварной шов проходит по краям секторов и остается посередине между соплами в зоне, наиболее благоприятной для охлаждения. К сопловым патрубкам приваривается верхняя часть, которая изготавливается из стали (так как этот участок сопла не контактирует с жидким металлом, то сталь вполне обеспечит необходимую стойкость). Затем собранная тарелка приваривается к фурме.
Приведенный пример может быть использован только тогда, когда количество сопел достаточно велико, а дуги секторов не слишком большой длины (конкретно это зависит от геометрических размеров секторов).
Если плоские сектора недостаточно плотно прилегают к трубам фурмы, то необходимо либо механически обработать наружный край сваренной тарелки, либо произвести отгибание краев тарелки перед сваркой или во время сварки.
П р и м е р 2. Из листовой заготовки штампуется аналогично примеру 1 сектор (сопловой блок) со сферическим основанием. Радиус сферы подбирается так, чтобы собранная тарелка сопрягалась с фурменными трубами. Остальная сборка и эксплуатация такая же, как и в примере 1.
Подобную конструкцию может иметь также фурма, сопла у которой расположены под разными углами. Нужно только использовать два разных штампа, а сектора сваривать, чередуя их разновидности.
Единственное ограничение суммарное число сопел должно быть четным (в случае одноярусной фурмы количество сопел может быть любым).
Предложенная конструкция фурмы удобна еще тем, что при изготовлении сектора выявившийся брак или дефект не повлечет за собой отбраковку всей тарелки, а только какой-то ее части. Это позволит сэкономить цветной металл на изготовлении головок фурм. Кроме того, заготовка в случае штамповки при использовании деталей меньшего размера, в особенности секторов, может быть раскроена более рационально, что также уменьшит общий расход цветного металла.
При штамповке секторов можно обойтись прессовым оборудованием меньшей мощности, чем при штамповке целой тарелки.
Форма для отливки сектора (при изготовлении литьем) будет в несколько раз меньше, чем для целой тарелки, а значит и дешевле. Получение качественной отливки при меньших размерах гораздо более вероятно. Более того, если при отливке целой тарелки в каком-либо участке ее выявится брак, то бракуется целая тарелка. Если же тарелка сваривается из отдельных секторов, то достаточно заменить бракованный.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАКОНЕЧНИК КИСЛОРОДНО-КОНВЕРТЕРНОЙ ФУРМЫ | 1998 |
|
RU2115745C1 |
| Фурма для продувки металла в конвертере | 1985 |
|
SU1315480A1 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА | 2009 |
|
RU2398026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1993 |
|
RU2049570C1 |
| Зонд для измерения параметров жидкого металла | 1991 |
|
SU1772169A1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА | 2000 |
|
RU2181384C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2167204C1 |
| Фурма для продувки металла в конвертере | 1990 |
|
SU1768648A1 |
| СПОСОБ ПРОДУВКИ РАСПЛАВОВ МЕТАЛЛОВ И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2068001C1 |

Использование: наконечник продувочной фурмы, имеющий головку, изготовленную из одинаковых секторов. Сущность: в каждом секторе при его изготовлении заодно с сектором изготовляется нижняя часть сопла. Отсутствие кольцевого шва вокруг сопла снижает расход электродов на изготовление тарелки (наконечника) фурмы и снижает вероятность прогара наконечника фурмы. Снижается расход цветного металла при изготовлении наконечников фурм и упрощается их изготовление. 2 ил.
НАКОНЕЧНИК ФУРМЫ, содержащий верхнюю тарелку, дутьевые сопла, нижнюю тарелку, отличающийся тем, что нижняя тарелка состоит из отдельных секторов, в каждом из которых имеется по одному соплу, изготовленному вместе с сектором тарелки из одной заготовки, представляющих из себя единое целое.
| Наконечник фурмы | 1988 |
|
SU1527280A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

