Изобретение относится к автоматизации трубопрокатного производства и может быть использовано преимущественно на станах горячей пилигримовой прокатки.
Известный способ регулирования толщины стенки труб, прокатываемых на пилигримовом стане, заключается в прокатке на цилиндрической оправке труб с утолщенными концами за счет изменения раствора валков по определенному закону [5]
Этот способ, обеспечивая регулирование в процессе горячей пилигримовой прокатки толщины стенки как на концах трубы, так и в местах ее раскроя на мерные части, не предусматривает стабилизации толщины стенок на остальных участках трубы по ее длине и в партии труб. Это обусловлено тем, что известный способ не учитывает влияния на изменение толщины стенок прокатываемых труб таких факторов, как разброса температуры гильз, колебание диаметра оправок, их износ в процессе прокатки и наличие конусности оправок.
Известен также способ автоматического регулирования толщины стенки труб, прокатываемых на пилигримовом стане [6] заключающийся в определении величины перемещения оправки при каждой подаче, определении конусности оправки и изменении раствора валков в момент времени, соответствующий подаче заготовки, в зависимости от величины перемещения конусной оправки.
Регулирование раствора валков в зависимости от изменения диаметра оправки позволяет уменьшить эффект влияния ее конусности на точность толщины стенки по длине прокатываемой трубы.
Однако этот способ не обеспечивает высокой точности регулирования толщин стенок в партии труб, так как не учитывает изменения в процессе прокатки износа оправок, колебания температуры заготовок.
Наиболее близким по технической сущности и достигаемому результату является способ автоматического регулирования толщины стенки труб [7] заключающийся в измерении в сечениях по длине каждой гильзы и ее оправки соответственно температуры диаметра, вычислении средних значений температуры и диаметра и их отклонений от средних значений тех же параметров для предыдущей гильзы и оправки, изменении раствора валков перед прокаткой каждой гильзы, перемещением нажимных устройств в сторону уменьшения этого отклонения, измерении толщины стенок в сечениях по длине каждой прокатанной трубы, вычислении средней толщины стенок трубы и ее отклонения (ошибки регулирования) от заданного уровня, коррекции раствора валков в сторону уменьшения этой ошибки регулирования, изменении раствора валков совместно с изменением частоты вращения валков в одной-двух парах последних рабочих клетей перед прокаткой каждой заготовки, причем при уменьшении раствора валков дополнительно увеличивают частоту их вращения, а при увеличении раствора валков частоту их вращения уменьшают.
Известный способ обеспечивает уменьшение разброса средних толщин стенок в партии труб.
Однако использование известного способа для автоматического регулирования толщины стенки труб на пилигримовом стане затруднено из-за отсутствия возможности известными техническими средствами осуществить надежное измерение диаметра оправок. Это обусловлено особенностями компоновки и размещения оборудования в зоне циркулирования оправок на пилигримовом стане, высоким уровнем вибрации, запыленности.
Кроме того, алгоритм управления известного способа приводит к ошибке регулирования, величина которой зависит от погрешности измерения температуры гильзы, диаметра оправки и прокатанной средней толщины стенки трубы, представляющих собой случайные величины. Причем в известном способе диапазоны изменения вычисленных отклонений температуры и диаметра получают большие, так как колебания этих параметров у смежных гильз и оправок даже при установившемся (ритмичном) процессе прокатки составляют, например, для пилигримового стана соответственно до 100оС и свыше 0,5 мм. Полностью компенсировать влияние таких возмущающих воздействий на практике не удается вследствие имеющей место нелинейной зависимости в этом диапазоне сопротивления деформации от температуры и того обстоятельства, что изменение диаметра приходится компенсировать от оправки к оправке.
То есть известный способ не обеспечивает высокую точность адаптации.
Целью изобретения является упрощение способа и повышение точности регулирования средних толщин стенок в партии труб.
Цель достигается способом автоматического регулирования толщины стенки труб, включающим измерение в сечениях по длине каждой гильзы ее температуры, вычисление среднего значения температуры и его отклонения от заданного уровня, изменение раствора валков перед прокаткой каждой гильзы перемещением нажимных устройств в сторону уменьшения этого отклонения, измерение толщины стенок в сечениях по длине каждой прокатанной трубы, вычисление средней толщины стенок трубы и ее отклонение от заданного уровня, коррекцию раствора валков в сторону уменьшения ошибки регулирования, в котором дополнительно определяют суммарную величину отклонений от заданного уровня средних толщин стенок труб, прокатанных на одной и той же оправке, которую принимают за ошибку регулирования, фиксируют порядковый номер этой оправки, а коррекцию величины раствора валков перед прокаткой каждой последующей трубы на фиксированной оправке осуществляют на величину этой ошибки.
Существенное отличие предлагаемого способа автоматического регулирования толщины стенки труб от известного заключается в том, что он не содержит операцию измерения диаметра оправки, что существенно упрощает его.
Другое отличие способа от известного заключается в т ом, что эффект от регулирующего воздействия в нем эквивалентен прокатке разных гильз на одной (фиксируемой) оправке, а в известном эквивалентен прокатке разных гильз на разных оправках, т.е. прокатка разных гильз на одной и той же оправке позволяет обеспечить более точное регулирование средних толщин стенок в партии труб.
Введение новой операции фиксирование порядкового номера оправки позволяет учесть в процессе регулирования изменения ее геометрических размеров (диаметра) и исключить операцию измерения диаметра оправки и связанной с нею погрешности измерения.
Введение другой новой операции определение суммарной величины отклонений от заданного уровня средних толщин стенок труб, прокатанных на одной и той же оправке, которую принимают за ошибку регулирования, а коррекцию величины раствора валков перед прокаткой каждой последующей трубы на фиксированной оправке осуществляют на величину этой ошибки позволяет точнее осуществить компенсацию ошибки регулирования.
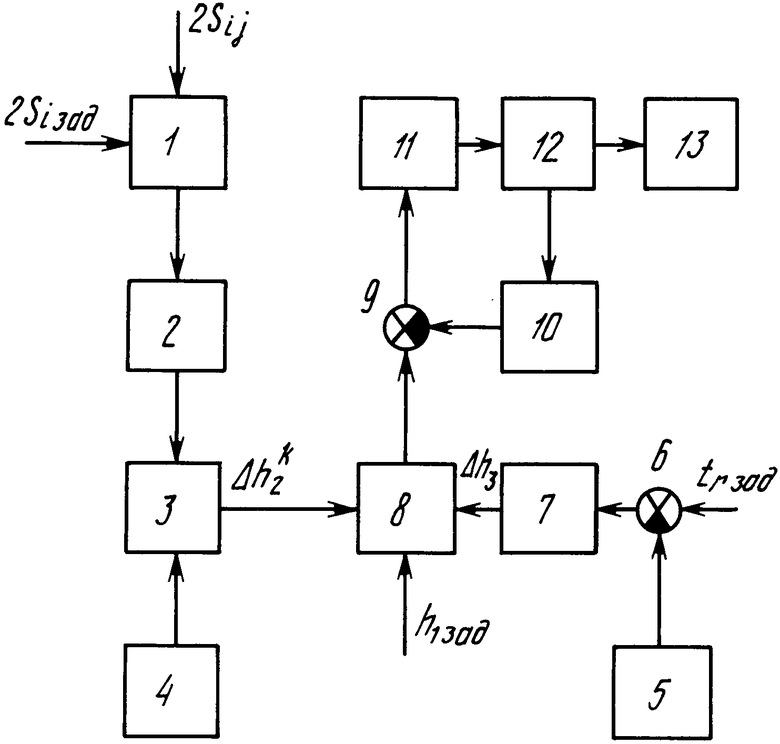
На чертеже представлена блок-схема осуществления способа автоматического регулирования толщины стенки труб.
Система содержит блок 1 измерения толщины стенки (2Sij) прокатываемой трубы, который определяет также ее отклонение (Δ 2Sij) от заданного уровня (2Sзад), блок 2 вычисления средней величины этого отклонения (Δ2Sio), блок 3 памяти, в котором также суммируются для соответствующей k-й оправки значения отклонений толщин стенок (Δ2Sio) труб, прокатанных на этой k-й оправке, блок 4 определения порядкового номера оправки (k), блок 5 измерения температуры гильзы (tгij), узел 6 сравнения измеренной температуры с заданной (tгзад), блок 7 коэффициента К, устанавливающего связь между требуемым раствором валков (Δhз) и отклонением (Δtгi) температуры гильзы от заданного уровня, блок 8 сумматор, узел 9 сравнения, блок 10 измерения раствора валков, блок 11 управления приводом нажимных винтов, блок 12 исполнительный механизм и блок 13 нажимные устройства (винты).
Предлагаемый способ автоматического регулирования толщины стенки труб, прокатываемых на пилигримовом стане, осуществляют следующим образом.
Перед прокаткой трубы измеряют температуру гильзы в сечениях по ее длине. Вычисляют среднюю величину этой температуры (tгio) и ее отклонение (Δtгio) от заданного уровня. Фиксируют номер оправки k, на которой будет прокатана эта гильза. Перед прокаткой этой гильзы изменяют раствор валков, воздействуя на вход блока 8 суммирования сигналом Δhз К Δtгiо, который совместного с сигналом (h1зад) через узел 9 сравнения поступает на вход блока 11 управления. Блок 11, воздействуя на исполнительный механизм 12, осуществляет изменение положения верхнего валка нажимными устройствами 13. Изменение положения верхнего валка фиксируется блоком 10, с выхода которого на узел 9 сравнения поступает сигнал измеренной величины раствора валков.
В процессе прокатки гильзы на этой k-й оправке измеряют толщину, например, диаметрально расположенных стенок в сечениях по длине трубы. Вычисляют среднюю толщину стенок и ее отклонение (Δ2Sij) от заданного уровня (2Sзад.). Определяют блоком 2 среднюю величину отклонений толщин стенок (Δ2Si.) прокатанной трубы по следующему выражению:
Δ2Si°= 
 2Sij где i номер трубы; j 1,2.n количество измерений толщины стенки по длине трубы.
2Sij где i номер трубы; j 1,2.n количество измерений толщины стенки по длине трубы.
Сигнал с выхода блока 2 поступает в блок памяти, в котором осуществляется его суммирование с величиной отклонения толщины стенки предыдущей трубы и запоминание в k-й ячейке, соответствующей k-й оправке, величины суммарного отклонения Δh2k по выражению:
Δh 2Si° где Р число труб, прокатанных на k-й оправке.
2Si° где Р число труб, прокатанных на k-й оправке.
Перед прокаткой последующей трубы на этой же k-й оправке, порядковый номер которой фиксируется блоком 4, раствор валков корректируют на суммарную величину Δh2k, принимаемую за ошибку регулирования. То есть при прокатке каждой последующей трубы на фиксируемой k-оправке раствор валков устанавливают на основании следующего выражения:
h h1зад+Δh 2ΔSi° + KΔt
2ΔSi° + KΔt
Введение новых операций определяет суммарную величину отклонений от заданного уровня средних толщин стенок труб, прокатанных на одной и той же оправке, которую принимают за ошибку регулирования, фиксируют порядковый номер этой оправки, а коррекцию величины раствора валков перед прокаткой каждой последующей трубы на фиксированной оправке осуществляют на величину этой ошибки выгодно отличает предложенный способ автоматического регулирования от известного (базового варианта) тем, что повышается точность регулирования и упрощается способ за счет исключения операции измерения диаметра оправки.
Использование предложенного способа позволит повысить точность средней толщины стенки в партии прокатываемых труб, создает условия для ее смещения в сторону минусовых допусков, что позволит из одного и того же количества металла прокатать трубы большей длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2037350C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1990 |
|
SU1805590A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ ПОД НАРЕЗКУ РЕЗЬБЫ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2301713C2 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ РАЗМЕРОМ 244,5×7,9, 244,5×9 И 244,5×10 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2508955C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2497613C1 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ ПОД НАРЕЗКУ РЕЗЬБЫ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2545928C2 |
| ОПРАВОЧНЫЙ УЗЕЛ НЕПРЕРЫВНОГО ТРУБОПРОКАТНОГО СТАНА | 2011 |
|
RU2486976C1 |
Изобретение относится к автоматизации трубопрокатного производства и может быть использовано преимущественно на станах горячей пилигримовой прокатки. Цель изобретения повышение точности регулирования средних толщин стенок в партии труб и упрощение способа. Способ автоматического регулирования толщины стенки труб включает измерение в сечениях по длине каждой гильзы ее температуры, вычисление среднего значения температуры и его отклонение от заданного уровня, измерение раствора валков перед прокаткой каждой гильзы перемещением нажимных устройств в сторону уменьшения этого отклонения, измерение толщины стенок в сечениях по длине каждой прокатанной трубы, вычисление средней толщины стенок трубы и ее отклонение от заданного уровня, коррекцию раствора валков в сторону уменьшения ошибки регулирования, определение суммарной величины отклонений от заданного уровня средних толщин стенок труб, прокатанных на одной и той же оправке, которую принимают за ошибку регулирования, фиксирование порядкового номера этой оправки, а коррекцию величины раствора валков перед прокаткой каждой последующей трубы на фиксированной оправке осуществляют на величину этой ошибки. Новым в способе является то, что диаметр оправки не измеряют, а фиксируют ее порядковый номер, что позволяет учесть в процессе регулирования изменения ее геометрических размеров и исключить погрешности измерения. Эффект от регулирующего воздействия в предлагаемом способе эквивалентен прокатке разных гильз на одной (фиксируемой) оправке, т.е. прокатка разных гильз на одной и той же оправке позволяет обеспечить более точное регулирование средних толщин стенок в партии труб. 1 ил.
СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБЫ, включающий измерение в сечениях по длине каждой гильзы ее температуры, вычисление среднего значения температуры и его отклонения, изменение раствора валков перед прокаткой каждой гильзы, перемещением нажимных устройств в сторону уменьшения этого отклонения, измерение толщины стенок в сечениях по длине каждой прокатанной трубы, вычисление средней толщины стенок трубы и ее отклонения от заданного уровня, коррекцию раствора валков в сторону уменьшения ошибки регулирования, отличающийся тем, что, с целью повышения точности регулирования средних толщин стенок и упрощения способа, определяют суммарную величину отклонений от заданного уровня средних толщин стенок труб, прокатанных на одной и той же оправке, которую принимают за ошибку регулирования, фиксируют порядковый номер оправки, а коррекцию величины раствора валков перед прокаткой каждой последующей трубы на фиксированной оправке осуществляют на величину этой ошибки.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ управления прокаткой труб в оправочном непрерывном стане | 1974 |
|
SU526401A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
