Изобретение относится к трубопрокатному производству и может быть использовано при прошивке заготовок в станах винтовой прокатки с использованием водоохлаждаемых оправок.
Недостатком существующих водоохлаждающих оправок является их относительно низкая износостойкость, связанная с разрушением носика или локальным эрозионным износом рабочего конуса оправки. Особенно ощутимо отмеченный недостаток проявляется при прошивке толстостенных гильз при производстве насосно-компрессорных, котельных, шарикоподшипниковых труб и труб для машиностроения, т.к. используемые оправки имеют небольшие размеры и массу и быстро разогреваются, а заготовка большую длину до 5-7 м.
Одним из средств повышения износостойкости оправок является подбор специальных высоколегированных износостойких материалов для их изготовления.
Однако основные недостатки разрушение носика из-за перегрева и эрозионный износ рабочей поверхности оправки не устраняются.
Известна конструкция водоохлаждаемой оправки, в которой носик предложено выполнять из материала повышенной теплопроводности [1]
Недостатком оправки является техническая сложность изготовления оправки, кроме того, материалы повышенной теплопроводности медь, олово и другие цветные металлы имеют, как правило, низкие прочностные характеристики.
С целью увеличения износостойкости торец носика оправки металлизируют путем напыления износостойким материалом, а давление воды в системе охлаждения оправки увеличивают до 15-18 атм. увеличивая тем самым расход охладителя. Однако качественно закономерность износа оправки не изменяется.
Анализ конструкций водоохлаждаемых оправок, используемых на трубопрокатных агрегатах АНТЗ "140-1,2,3", "160", "220", "30-102", "50-200" ВТЗ, "140" СинТЗ, "140" ЧТПЗ, а также технической литературы выявили следующие общие для всех особенности:
место соединения боковых каналов с центральной полостью находится в начальной или средней части участка полости, имеющего минимальный диаметр, при этом имеется донный участок полости, который не имеет сообщения с боковыми каналами и предназначен для внутреннего охлаждения носового участка оправки;
превышение количества подводимой в оправку охлаждающей жидкости над количество выводимой из оправки. Например, при величинах минимального диаметра внутренней полости, равных 8-10 мм, и трех боковых каналов диаметром 3 мм разница в подводимом и отводимом количествах охлаждающей жидкости достигает 3-4-х кратной величины.
Отмеченные особенности определяют недостатки известных конструкций водоохлаждаемых оправок. Действительно, при превышении подводимого в полость оправки количества охлаждающей жидкости над отводимым из оправки через боковые каналы циркуляция ее в донном замкнутом участке полости практически отсутствует, объем находящейся здесь жидкости перекрыт избыточным ее давлением. Поэтому свою функцию внутреннего охлаждения носового участка оправки донная часть полости выполняет лишь в первой стадии прошивки, пока носок не разогрет.
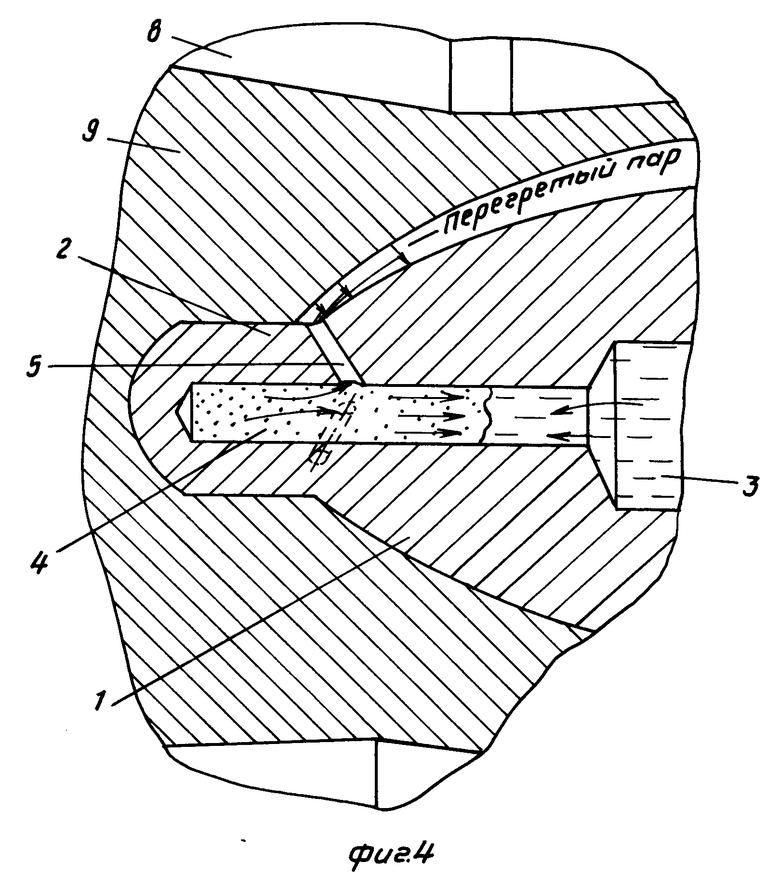
В дальнейшем в процессе прошивки носовой участок оправки разогревается до 700-1000оС, и охлаждающая жидкость в замкнутом донном участке полости превращается в пар, причем увеличение объема и давления пара происходят настолько интенсивно, что охлаждающая жидкость вытесняется не только из донного участка полости, но также из смежных с ним участков. При этом в каналы вместо охлаждающей жидкости с большой скоростью и давлением поступает перегретый пар. Это визуально проявляется в том, что при прошивке второй половины заготовки из переднего конца гильзы с большой скоростью и шумом выходит пар. С этого момента оправки перестает работать как водоохлаждаемая, т. к. теплопроводность пара, как газа, намного меньше теплопроводности охлаждающей жидкости. Второй негативный фактор данного явления состоит в том, что перегретый пар, являясь сильнейшим окислителем, дополнительно разогревает рабочую поверхность оправки и способствует ее интенсивному локальному износу.
Износ проявляется в виде глубоких борозд, расположенных на рабочей поверхности оправки позади отверстий боковых каналов, число борозд равно количеству боковых каналов (эрозионный износ). Часто износ проявляется в виде отдельных вырывов металла с рабочей поверхностью оправки и наплывов металла вследствие неравномерного нагрева оправки. Глубина дефектов достигает 5-7 мм. Процесс прошивки на такой оправке характеризуется появлением дефектов на внутренней поверхности гильзы.
Наиболее близкой к предлагаемой конструкции является водоохлаждаемая оправка прошивного стана, состоящая из носика, рабочей части, увеличивающейся в поперечном сечении вдоль оси и цилиндрического калибрующего участка, имеющих выполненную внутри центральную полость и систему боковых каналов в стенке, выходящих на поверхность в начале рабочей части [2]
При этом центральную полость в оправке выполняют в виде осевых отверстий различного диаметра, а отверстия боковых каналов размещают на стыке рабочей части оправки с носиком либо на поверхности самой рабочей части. Количество боковых каналов диаметром 2,0-3,0 мм составляет 2-4.
Недостатком известной конструкции оправки является относительно малая стойкость, особенно при прошивке заготовки в толстостенную гильзу. Основной причиной выхода оправок из строя и частой их замены является разрушение носика, сопровождающееся закатом оправки или эрозионным износом рабочего участка, характеризующимся локальной глубокой выработкой рабочего конуса до 5-7 мм глубиной, вырывами, задирами и наплывами металла. Прошивка на такой оправке сопряжена с появлением на внутренней поверхности гильзы дефектов в виде плен и закатов.
Целью изобретения является повышение износостойкости оправки за счет интенсификации наружного и внутреннего охлаждения оправки и повышения качества труб за счет улучшения качества наружной поверхности оправки (снижение эрозионного износа).
Цель достигается тем, что в оправке, состоящей из носика, рабочей части, увеличивающейся в поперечном сечении вдоль оси, и цилиндрического калибрующего участка, имеющих внутреннюю полость и систему боковых каналов в стенке, выходящих на поверхность в начале рабочей части, на цилиндрической части носика выполнена кольцевая выемка, в которой подведена дополнительная группа наклонных каналов, соединяющих наружную поверхность с передним торцевым участком полости.
При этом диаметр переднего участка полости определен по зависимости
D где dk диаметр отверстия наклонного канала, мм;
где dk диаметр отверстия наклонного канала, мм;
n количество каналов;
k (1,05-1,1) коэффициент перекрытия отверстий каналов металлов при прошивке, определен эмпирически, меньшие значения 1,05 приняты для прошивки тонкостенных гильз, большие 1,1 для прошивки толстостенных гильз;
Dnmin диаметр переднего участка полости.
Указанные признаки, отличающие предлагаемое техническое решение от известных, позволяют достичь цель изобретения повысить износостойкость оправки путем интенсификации внутреннего и наружного охлаждения оправки и улучшить качество труб.
В предложенном техническом решении при выполнении этого условия, т.е. когда количество отводимой из оправки охлаждающей жидкости больше или равно количеству жидкости, подводимой в полость, создаются идеальные условия для циркуляции охлаждающей жидкости в донной части полости, расположенной к носику за плоскостью соединения боковых каналов с полостью. При циркулировании охлаждающей жидкости условия парообразования в донной части полости замедляются, т.к. нагретая охлаждающая жидкость постоянно заменяется новой менее нагретой, при этом теплообмен между носовым участком оправки, ее корпусом и окружающей средой увеличивается. Новая конструкция боковых каналов посредством сообщения их с дном полости дает возможность не только интенсифицировать циркуляцию, но обеспечить постоянный сквозной поток охлаждающей жидкости через донный участок полости и еще в большей степени увеличить теплообмен между носовой частью оправки, ее корпусом и окружающей средой. В результате этого условия образования паровой пробки в донном участке полости и вытеснения ею охлаждающей жидкости из полости исключаются. В боковые каналы оправки в процессе прошивки поступает под давлением не пар, как в прототипе, а охлаждающая жидкость. Наличие на боковой поверхности носика кольцевой выточки, в которую выведены отверстия боковых каналов, сообщающиеся с дном полости, облегчает поступление охлаждающей жидкости непосредственно к поверхности носика и уменьшает его разогрев. В результате этого происходит интенсивное наружное охлаждение носика и рабочей части оправки, и эрозионного износа не происходит.
Повышение стойкости носика существенно снижает количество закатов оправки в гильзу. Исключение эрозионного износа и улучшение поверхности рабочего конуса способствует уменьшению количества внутренних плен и складок, образующихся в процессе раскатки стенок гильзы.
Перечисленная совокупность признаков позволяет повысить износостойкость оправки и повысить качество труб.
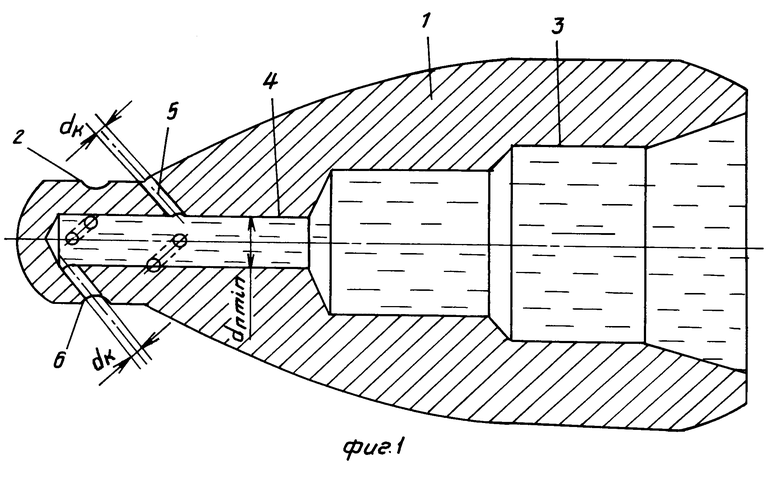
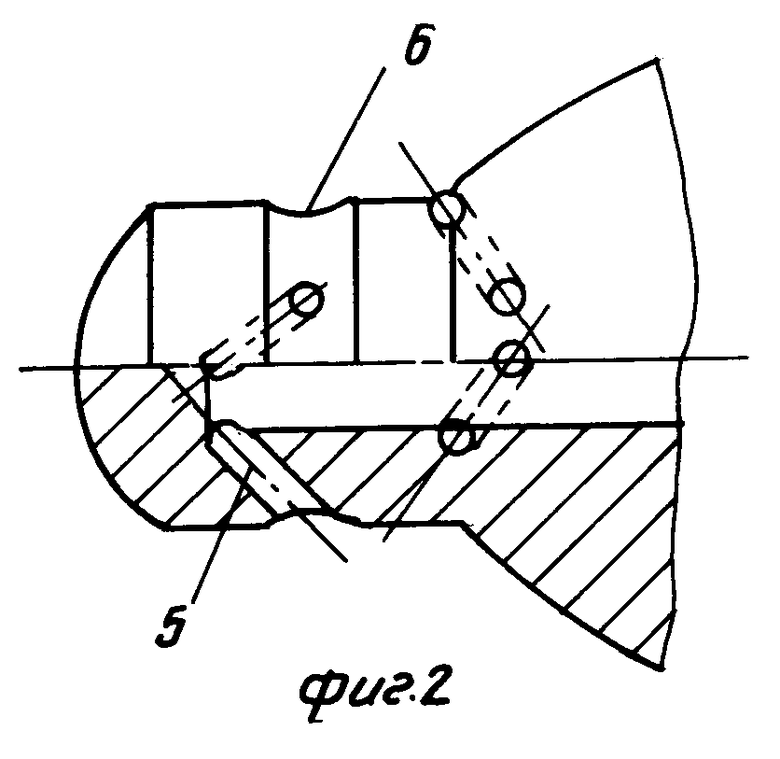
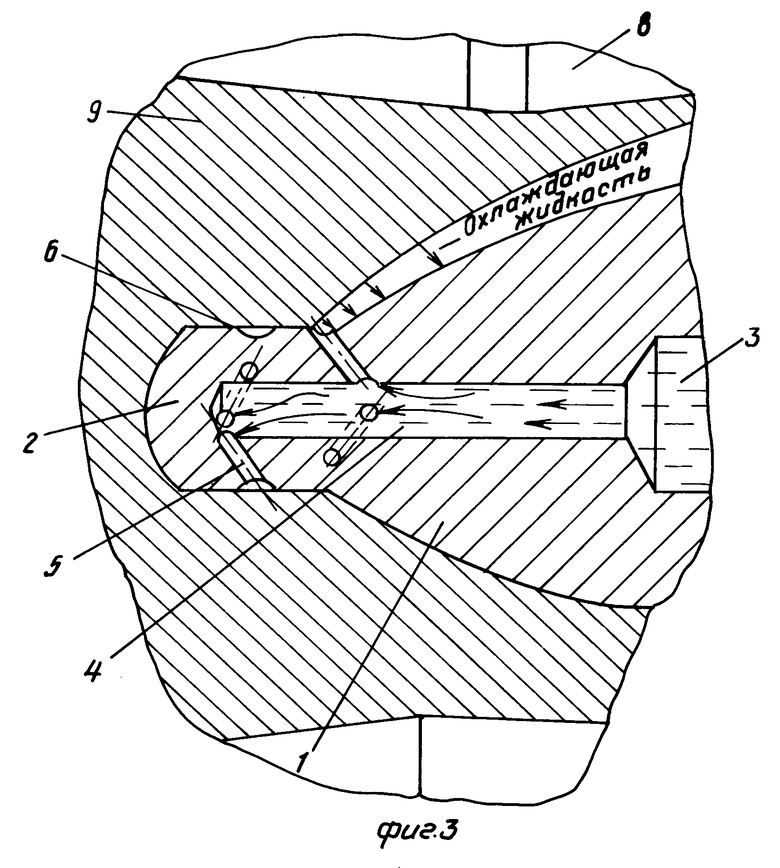
На фиг. 1 показана оправка; на фиг. 2 конструкция носового участка оправки; на фиг. 3 механизм охлаждения оправки в процессе прошивки; на фиг. 4 схема деформации.
Оправка состоит из рабочей части 1, носика 2 с выполненной на боковой поверхности кольцевой выемкой 3 и калибрующего цилиндрического участка 4, имеющих внутри центральную полость 5 для подвода охлаждающей жидкости с участком полости минимального диаметра 6 и системой боковых каналов для отвода охлаждающей жидкости, часть которых соединена с дном полости и имеет выход на боковую поверхность носика в кольцевую выточку.
В исходном состоянии оправка находится в пространстве, ограниченном валками 8 и линейками 9, образующими калибр в прошивном стане. Охлаждающую жидкость подают через упорный стержень, на который насажена оправка в полость под избыточным давлением 15-18 атм. Количество боковых каналов и размеры их поперечных сечений подобраны таким образом, что количество проходящей через них охлаждающей жидкости равно или больше поступающей в оправку через участок полости с минимальным диаметром. Кроме того, часть боковых каналов имеет сообщение с дном полости. В этом случае через донный участок полости проходит сквозной поток охлаждающей жидкости. Как было обмечено, с целью более свободной подачи охладителя на поверхность носика и уменьшения перекрытия отверстий боковых каналов металлом заготовки при периодическом пересечении ею плоскостей валков, вывод отверстий каналов целесообразно осуществлять в кольцевую выемку, выполненную на наружной поверхности носика. Размеры кольцевой выемки выбирают из условия равенства площадей поперечных сечений выемки и отверстия канала. С целью обеспечения конструктивной прочности носика глубину выемки выполняют минимальной, не более 1 мм, требуемую площадь сечения обеспечивают за счет ширины выемки. Например, при диаметре отверстия канала 3 мм и площади поперечного сечения 7 мм2 глубина выемки составит 1 мм, а ширина 7 мм.
Для облегчения расточки канала, сообщающегося с дном полости, направление оси наклона канала к оси оправки выполняют перпендикулярно либо под углом, но противоположно направлению оси каналов, отверстия которых расположены на стыке носика и рабочей части оправки (фиг. 2).
Заготовку задают в валки 8 и прошивают на оправке. В процессе прошивки, в результате контакта металла заготовки с оправкой, а также сухого трения на контактных поверхностях происходит разогрев поверхности оправки и особенно ее носового участка, имеющего малый объем в сравнении с рабочим участком. Однако посредством активной циркуляции этот избыток тепла забирается и удаляется вместе с охлаждающей жидкостью. Отсутствие замкнутого объема, циркуляция охлаждающей жидкости, а также выполнение условия соответствия количества поступающей в оправку и удаляемой из оправки охлаждающей жидкости исключает возможность образования паровой пробки внутри оправки. Таким образом, обеспечивается надежное внутреннее охлаждение оправки и через боковые каналы на поверхность носика 2 и рабочей части 1 подается охлаждающая жидкость, но не перегретый пар. Этим обеспечивается эффективное наружное охлаждение оправки и исключается эрозионное разрушение оправки.
Поступающая на поверхность оправки охлаждающая жидкость, забирая у оправки тепловую энергию, превращается в пар, который через передний конец гильзы удаляется в окружающую среду.
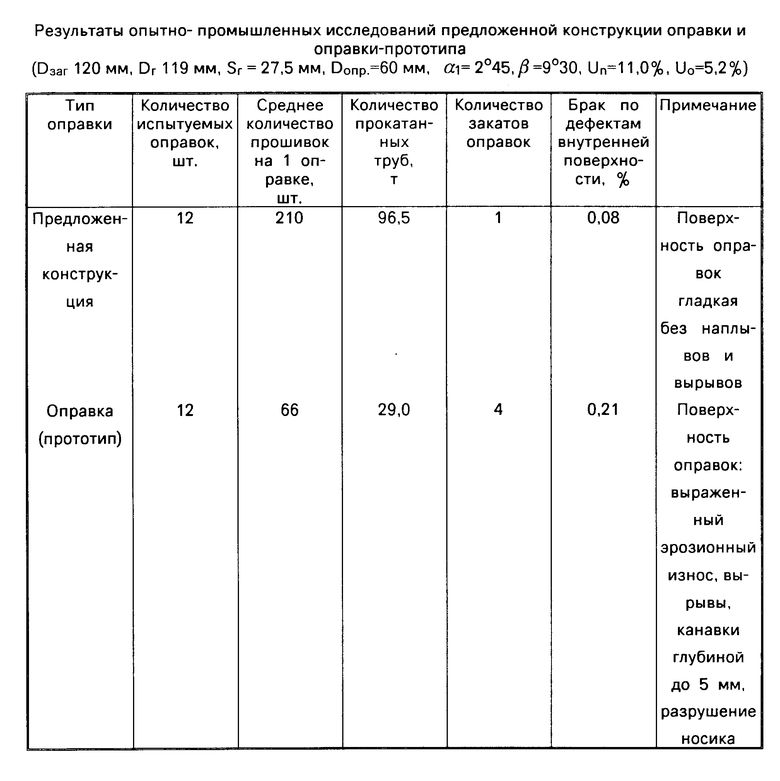
Предлагаемая конструкция оправки опробована в условиях прокатки труб из стали ШХ-15 размером 90х18 мм на ТПА "50"200" Волжского трубного завода. Заготовку длиной 4,5 м диаметром 120 мм задавали в валки прошивного стана и прошивали на оправке диаметром 60 мм в гильзу размером 119х27,5 мм, длиной 6,5 м. В оправке была выполнена полость, минимальный диаметр которой составлял 8 мм, и две группы боковых каналов, выходные отверстия одной из которых размещены, как обычно, на стыке рабочего участка с носиком, а другой от дна полости выведены на середину боковой поверхности носика в кольцевую выточку. Количество боковых каналов в каждой группе 4, диаметр каналов 3 мм, ширина кольцевой выточки 7 мм, глубина 1 мм. Угол наклона осей каналов к оси оправки составлял для одной группы 30о, для другой 120о, а между осями каналов каждой из групп 45о. Давление охлаждающей воды составляло 15 атм.
Определение эффективности работы оправки предложенной конструкции осуществляли в сравнении с результатами работы оправки-прототипа. Количество испытуемых оправок 12 шт.
Нагретую до 1160оС заготовку прошивали в гильзу. Процесс прошивки на каждой оправке вели до момента появления дефектов на внутренней поверхности гильз в виде плен, закатов или заката оправки.
После прошивки заготовок на оправках предложенной конструкции систему охлаждения отключали и повторяли прокатку с использованием оправки-прототипа.
Данные опытной прокатки приведены в таблице, из которой следует, что стойкость предложенной конструкции оправки увеличилась в сравнении со стойкостью оправки-прототипа в среднем в 3,2 раза и составила 210 шт. Полностью устранен эрозионный износ рабочей части оправки. Основной причиной выхода из строя оправки предложенной конструкции являлось физическое истирание рабочей поверхности оправки, вызывающее повышение толщины гильзы выше допустимого предела для данного сортамента труб. Состояние поверхности оправок удовлетворительное, и она может быть использована при прошивке заготовки в гильзу с большей толщиной стенки. Из таблицы также следует, что количество труб с дефектами на внутренней поверхности труб уменьшилось с 0,21 до 0,08% а число "закатов" оправки сократилось с 4 до 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2021045C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2497613C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА И СТЕРЖЕНЬ ПРОШИВНОГО СТАНА | 2009 |
|
RU2423194C2 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |
| Охлаждаемая оправка прошивного стана | 2019 |
|
RU2717422C1 |
| Водоохлаждаемая оправка | 1985 |
|
SU1306610A1 |
| Оправочный узел стана винтовой прокатки | 2017 |
|
RU2650218C1 |
Использование: преимущественно при прошивке заготовок в станах винтовой прокатки на водоохлаждаемых оправках. Повышение износостойкости оправки достигается тем, что у оправки, состоящей из носика, рабочей части, увеличивающейся в поперечном сечении вдоль оси, и калибрующего цилиндрического участка, имеющих выполненную внутри центральную полость и систему наклонных каналов в стенке, выходящих на поверхность в начале рабочей части, согласно изобретению на цилиндрической части носика выполнена кольцевая выемка, к которой подведена дополнительная группа наклонных каналов, соединяющих наружную поверхность с передним торцевым участком полости. При этом диаметр переднего участка полости определен по математической зависимости. 1 з.п. ф-лы, 4 ил., 1 табл.
где dк диаметр отверстия наклонного канала, мм;
n количество наклонных каналов;
K коэффициент перекрытия каналов (K 1,05 1,1);
Dпmin диаметр переднего участка полости, мм.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Матвеев Ю.М., Ваткин Я.П | |||
| Калибровка инструмента трубных станов | |||
| М.: Металлургия, 1970, с.57-59. | |||
