Изобретение может быть использовано в технологическом оборудовании для изготовления изоляционных втулок к горелкам, преимущественно сварочным, для сварки металлов плавящимся электродом в среде защитных газов.
Наиболее близким к предлагаемому является пресс, содержащий корпус с пуансоном и приводом его вертикального перемещения, основание, установленное в направляющих корпуса с возможностью ступенчатого возвратно-поступательного перемещения, снабженное фиксатором для фиксации на каждой его позиции, и пресс-форму в виде кассеты.
Недостатком этого пресса является невозможность одновременного прессования нескольких втулок при их точном позиционировании.
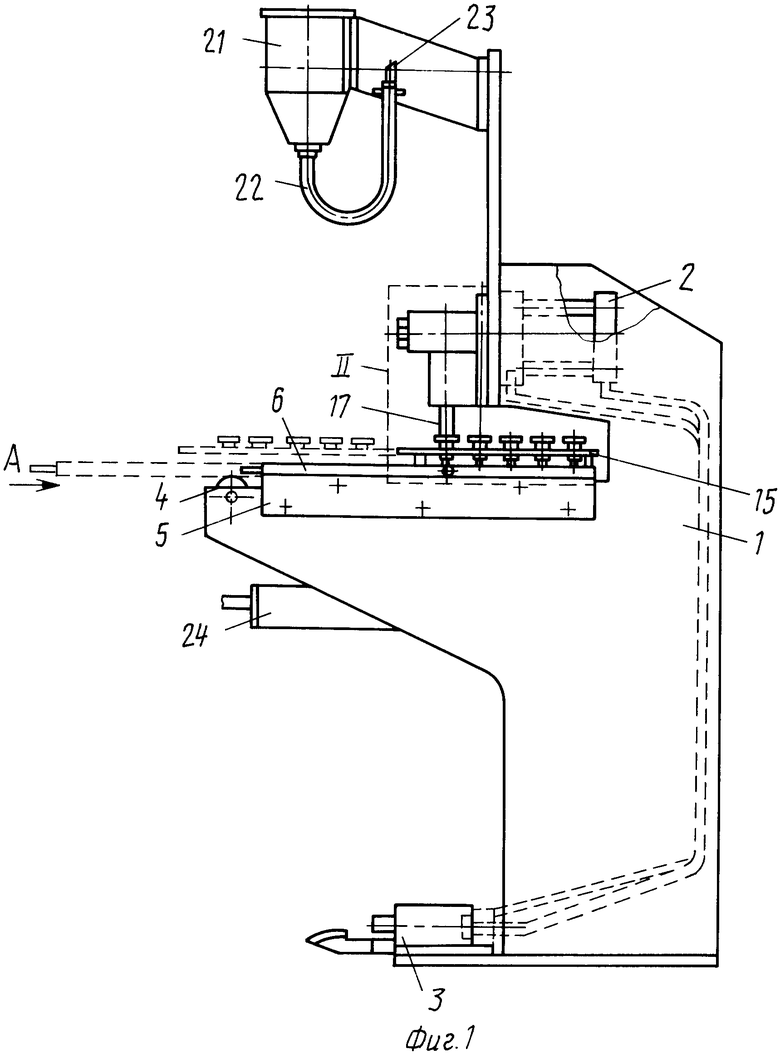
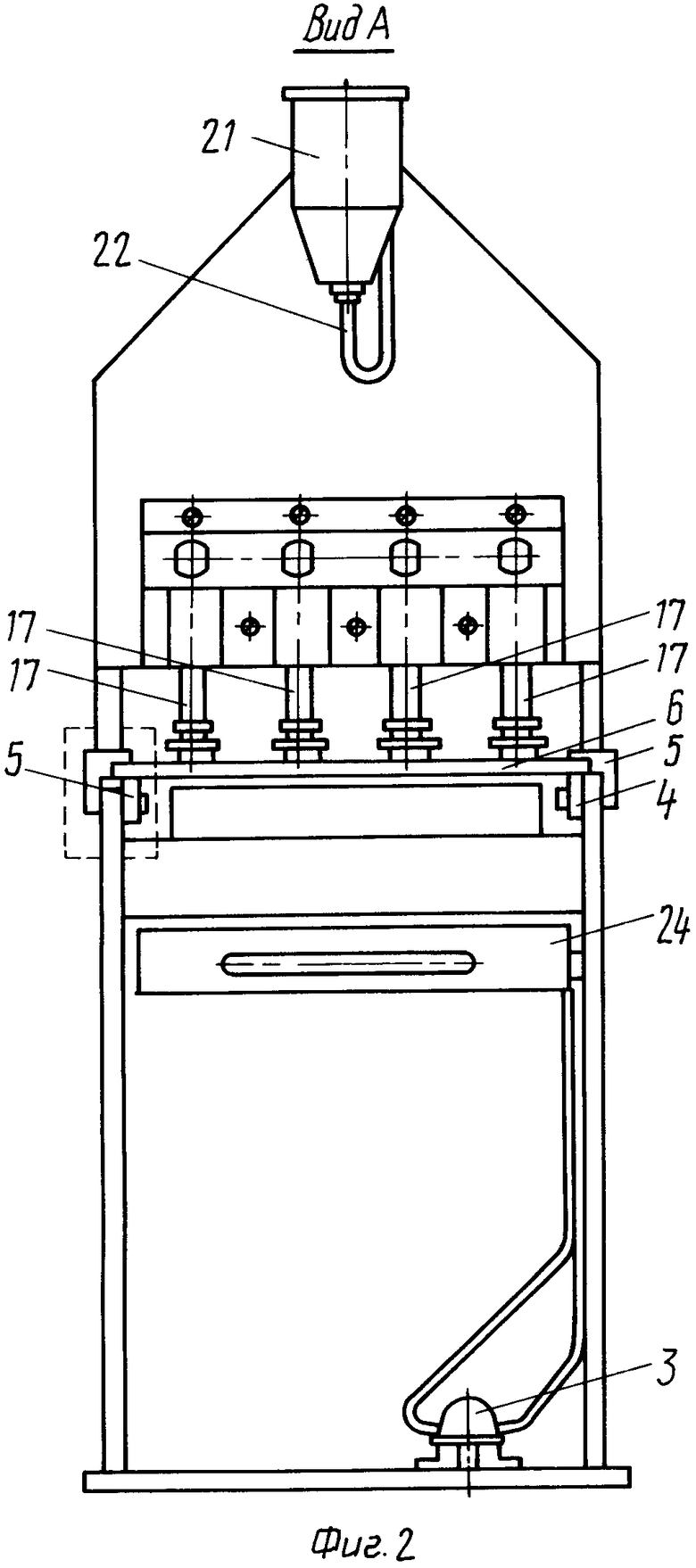
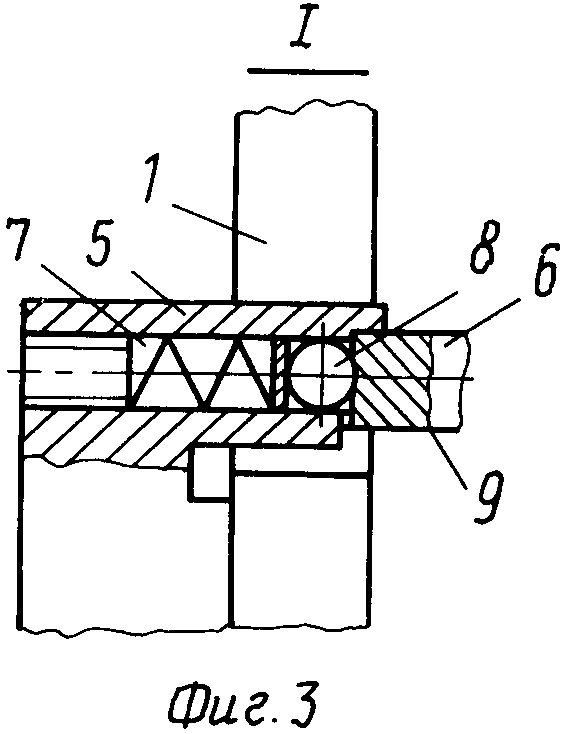
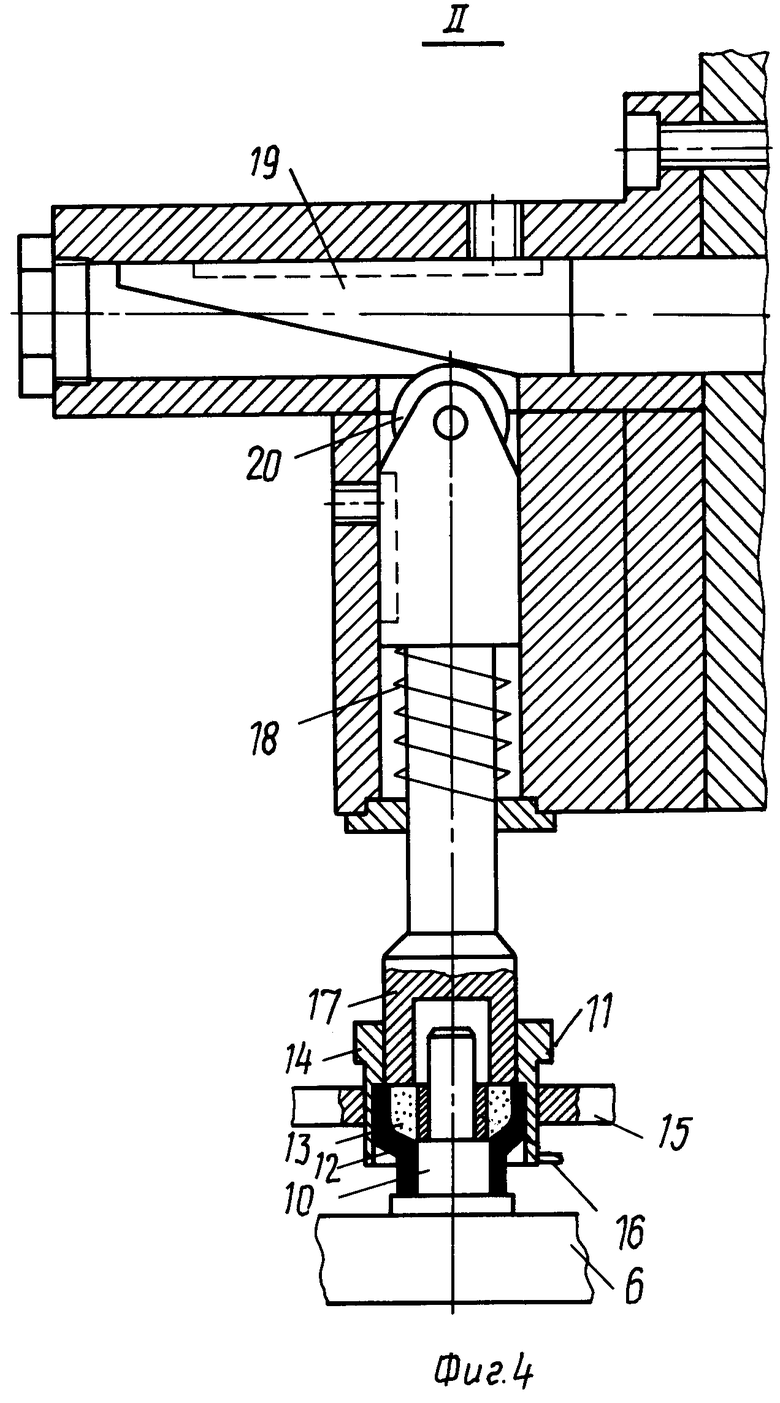
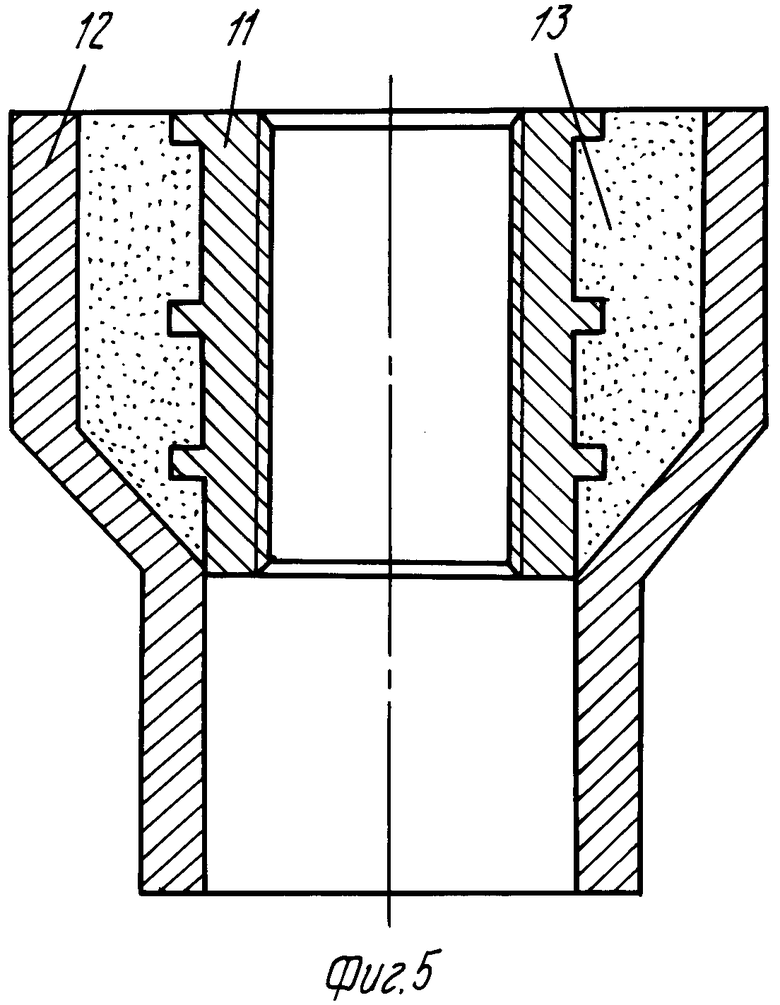
На фиг. 1 изображен пресс для изготовления изоляционных втулок к сварочным горелкам, вид сбоку; на фиг. 2 вид А на фиг. 1; на фиг. 3 узел I на фиг. 2; на фиг. 4 узел II на фиг. 1; на фиг. 5 изоляционная втулка.
Пресс для изготовления изоляционных втулок к сварочным горелкам содержит корпус 1, в котором смонтирован привод 2, выполненный в виде пневмоцилиндров, управляемых ножным педальным краном 3. В корпусе 1 выполнен стол в виде набора роликов 4, установленный в направляющих 5, в которых перемещается основание 6 пресс-формы кассетного типа. В направляющих 5 с обеих или одной стороны стола установлены шариковые фиксаторы 7 с шариками 8, взаимодействующими с лунками 9, выполненными с обеих или одной стороны основания 6. В этом случае основание 6 имеет возможность ступенчатого возвратно-поступательного перемещения в направляющих 5 на роликах 4 стола с фиксацией шариковыми фиксаторами на каждой ступени. Пресс-форма кассетного типа содержит n ступенчатых стержней 10 с надетыми на их меньший диаметр втулками 11 с внутренней резьбой, а на большой заготовками 12 изоляционных втулок с образованием полости между втулками 11 и заготовками 12 под изоляционный материал 13. Состав изоляционного материала, силикат натрия 40-46; каолин 10-12; бура 2-3, кварцевый песок 30-42 и корунд 5-10. Заготовки 12 охвачены наружными обоймами 14, вставляемыми в ответные отверстия плиты 15, которая в случае необходимости может быть выполнена съемной в виде планок. В последнем случае взаимное перемещение обойм 14 относительно планок (или плиты 15) ограничивается штифтами 16. Полые пуансоны 17 подпружинены в осевом направлении пружинами 18 и связаны с приводом 2 клиновыми механизмами, представляющими собой клинья 19, закрепленные на штоках пневмоцилиндров, взаимодействующие с роликами 20, установленными на нерабочих концах пуансонов 17. Последний рабочим полым торцом взаимодействует с изоляционным материалом 13, расположенным в полости между втулкой 11 и заготовкой 12. Устройство снабжено бункером 21 для изоляционного материала 13, прикрепленным к корпусу 1 и оснащенным расходным шлангом 22 с запорным краном 23. Для сбора просыпи изоляционного материала 13 под столом устройства или под основанием 6 установлен поддон 24 в виде ящика.
Устройство для изготовления изоляционных втулок к сварочным горелкам работает следующим образом.
Вначале на стержни 10 надевают втулки 11, заготовки 12 и, если плита 15 стационарно установлена на основании 6, обоймы 14, или планки (если плита 15 выполнена в виде планок), а затем обоймы 14 и штифты 16. Эти операции производятся при выдвинутом основании 6 из рабочей зоны. После этого в полости, образованные между втулками 11 и заготовками 12, засыпают изоляционный материал 13 до уровня верхних кромок обойм 14 из бункера 21 при помощи расходного шланга 22 и запорного крана 23. Излишки и просыпь изоляционного материала 13 сметают в поддон 24. Подготовленную кассету с пресс-формами вместе с основанием 6 по направляющим 5 на роликах 4 перемещают до упора в сторону рабочей зоны. В этом положении первый ряд пресс-форм в количестве четырех штук находится под полыми пуансонами 17 (количество пуансонов равно количеству пресс-форм в ряду, т.е. четырем), а основание 6 фиксируется относительно направляющих 5 фиксаторами 7. Нажатием на педаль ножного крана 3 открывают магистраль со сжатым воздухом (давление 4 кгс/см2 или 0,4 Па), который приводит в движение поршни четырех пневмоцилиндров привода 2. Штоки пневмоцилиндров перемещают клинья 19, а те, взаимодействуя с роликами 20, опускают полые пуансоны 17, осуществляя рабочий ход. Рабочие (полые) концы пуансонов 17 входят в отверстия наружных обойм 14 и, опускаясь, производят прессование изоляционного материала 13 в полости между втулкой 11 и заготовкой 12, осуществляя их взаимное скрепление. После выдержки под давлением в течение 3-4 с педаль ножного крана 3 отпускают, штоки пневмоцилиндров и пуансоны 17 возвращаются в исходное положение, причем возврат пуансонов 17 производится пружинами 18. Далее основание 6 с пресс-формами перемещается на следующую позицию, т.е. подводят следующий ряд пресс-форм под пуансоном 17, где основание 6 вновь фиксируется относительно направляющих 5 фиксаторами 7, и производится прессование изоляционного материала 13. Процесс изготовления изоляционных втулок заканчивается при обработке всех пяти рядов пресс-форм. После этого основание 6 перемещают из рабочей зоны в зону разгрузки. Здесь пресс-формы разбирают, извлекают готовые изоляционные втулки, затем пресс-формы вновь собирают, засыпают изоляционный материал 13 и процесс изготовления изоляционных втулок продолжается в порядке, описанном выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| СВАРОЧНАЯ ГОРЕЛКА | 1997 |
|
RU2151035C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРНОЙ ПРОВОЛОКИ | 1996 |
|
RU2118240C1 |
| ОТСЕКАТЕЛЬ ГАЗА | 1993 |
|
RU2049619C1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ С СИНХРОНИЗАТОРОМ ШАГА ПЕРФОРАЦИИ | 2005 |
|
RU2317172C2 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
| МЕХАНИЗМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 1995 |
|
RU2104134C1 |
| ГИДРОПРИВОД ЛЕБЕДКИ | 1994 |
|
RU2078735C1 |
Сущность изобретения: пресс содержит корпус с подвижным пуансоном, основание, размещенное в направляющих с фиксатором его положения, пресс-форму. На основании размещены в несколько рядов ступенчатые стержни для установки на них заготовок. На основании также свободно установлена плита с рядами выполненных в ней отверстий, соосных стержням. Привод пуансона выполнен клиновым. Фиксатор основания выполнен шариковым. Пресс снабжен бункером с расходным шлангом, запорным краном и поддоном. 4 з.п. ф-лы, 5 ил.
| СПОСОБ ИСПАРИТЕЛЬНОГО ОХЛАЖДЕНИЯ | 0 |
|
SU407175A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
