Изобретение относится к обработке металла давлением, в частности к штампам для разделительных операций в составе линии профилирования металлической ленты из плоских заготовок, и выполняет технологические операции: вырубку-пробивку, отрезку, перфорацию с определенным шагом без остановки линии профилирования. Синхронизатор предназначен для работы совместно со штампом для разделительных операций в составе линии изготовления мелкосортного гнутого профиля, для обеспечения точности продольных размеров при пробивке отверстий. Синхронизатор должен эксплуатироваться в условиях механического цеха машиностроительного завода при отсутствии вблизи источников пыли и теплового излучения. Окружающая среда не должна быть взрывоопасной и несодержащей агрессивных газов и паров в концентрациях, разрушающих металлы и другие материалы.
Из аналогов уровня техники известно изобретение - штамп последовательного действия, содержащий верхнюю плиту, нижнюю неподвижную плиту, пуансон, матрицу, закрепленную на матрицедержателе, и пневмоцилиндр (SU 1532137, B21D 28/14 по заявке на изобретение №4407365/27-27 от 11.04.1988 г., авторы Е.Н.Хлуденев и В.И.Чернев, заявитель Магнитогорский металлургический комбинат им. В.И.Ленина, опубл. в бюллетене №48 от 30.12.89 г.).
Недостатком известного изобретения является невозможность разделительных операций в составе линии профилирования металлической ленты из плоских заготовок и штамп выполняет технологические операции: вырубку-пробивку, отрезку, перфорацию с определенным шагом без остановки линии профилирования.
Наиболее близким по количеству существенных признаков прототипом может быть принята полезная модель "Штамп для разделительных операций", содержащая верхнюю плиту, нижнюю неподвижную плиту, пуансон, матрицу, закрепленную на матрицедержателе, и пневмоцилиндр, направляющее устройство, смонтированное к торцу нижней неподвижной плиты, и передвижную каретку, содержащую верхнюю и нижнюю подвижные плиты, связанные между собой колонками, симметрично расположенными относительно продольной оси штампа, и имеющей колеса, установленные в направляющие рельсы, смонтированные на нижней поверхности упомянутой верхней плиты штампа, выполненной неподвижной, и на верхней поверхности упомянутой нижней неподвижной плиты штампа, при этом на верхней подвижной плите передвижной каретки установлен пуансонодержатель, на котором закреплен упомянутый пуансон, а на нижней подвижной плите передвижной каретки закреплены упомянутые матрицедержатель с матрицей, причем передвижная каретка выполнена с возможностью горизонтального перемещения по упомянутым направляющим рельсам в технологическом процессе разделительных операций, преимущественно ленточной заготовки, и с возможностью возврата в исходное положение посредством упомянутого пневмоцилиндра, штамп снабжен электронным устройством, выполненным с возможностью синхронного перемещения ленточной заготовки и перемещающейся с передвижной кареткой матрицей со временем вырубания заготовки пуансоном и возврата его в исходное положение и концевым выключателем, закрепленным на нижней неподвижной плите штампа и на нижней подвижной плите передвижной каретки и выполненным с возможностью его срабатывания и аварийной остановки линии профилирования в случае продолжения движения передвижной каретки после вступления сигнала от пневмоцилиндра, причем упомянутое направляющее устройство снабжено регулируемыми базовыми элементами, выполненными в виде продольных, параллельно расположенных на столе направляющих планок, фиксируемых винтами, смонтированных на нижней опорной плите с возможностью изменение их ширины (RU 44553 МПК В21D 22/02, выданный по заявке №2004125414/22 от 23.08.2004, Авторы: Литвинов В.А., Зарубин П.И., Зарубин Д.П., Филимонов С.В., Лапшин В.И., заявителем и патентообладателем которого является Общество с ограниченной ответственностью "Спецтехнология", опубликованный 27.03.2005 в Бюллетене № 9).
Недостатком известной полезной модели является невысокая точность шага перфорации, так как технически не обеспечивается за счет увеличенного времени срабатывания исполнительных механизмов и отсутствия базирования пробиваемых отверстий.
Техническим результатом заявляемого изобретения является устранение указанных недостатков.
Технический результат заявляемого изобретения, обеспечение высокой точности шага перфорации при пробивке отверстий, достигается тем, что по сравнению с полезной моделью, принятой за прототип, штампом для разделительных операций, содержащим верхнюю плиту, нижнюю неподвижную плиту, пуансон, матрицу, закрепленную на матрицедержателе, и пневмоцилиндр, направляющее устройство, смонтированное к торцу нижней неподвижной плиты, и передвижную каретку, образованную верхней и нижней подвижными плитами, связанными между собой колонками, симметрично расположенной относительно продольной оси штампа и имеющей колеса, установленные в направляющие рельсы, смонтированные на нижней поверхности упомянутой верхней плиты штампа, выполненной неподвижной, и на верхней поверхности упомянутой нижней неподвижной плиты штампа, при этом на верхней подвижной плите передвижной каретки установлен пуансонодержатель, на котором закреплен упомянутый пуансон, а на нижней подвижной плите передвижной каретки закреплены упомянутые матрицедержатель с матрицей, причем передвижная каретка выполнена с возможностью горизонтального перемещения по упомянутым направляющим рельсам в технологическом процессе разделительных операций, преимущественно ленточной заготовки, и с возможностью возврата в исходное положение посредством упомянутого пневмоцилиндра, штамп снабжен электронным устройством, выполненным с возможностью синхронного перемещения ленточной заготовки и перемещающейся с передвижной кареткой матрицей со временем вырубания заготовки пуансоном и возврата его в исходное положение и концевым выключателем, закрепленным на нижней неподвижной идите штампа и на нижней подвижной плите передвижной каретки и выполненным с возможностью его срабатывания и аварийной остановки линии профилирования в случае продолжения движения передвижной каретки после вступления сигнала от пневмоцилиндра, причем упомянутое направляющее устройство снабжено регулируемыми базовыми элементами, выполненными в виде продольных, параллельно расположенных на столе направляющих планок, фиксируемых винтами, смонтированных на нижней опорной плите с возможностью изменение их ширины, в заявляемом изобретении штамп для разделительных операций снабжен синхронизатором, содержащим станину, подвижную каретку, соединительное устройство и направляющее устройство, при этом станина выполнена из нижней опорной и верхней секций, а упомянутая подвижная каретка установлена на верхней секции станины, содержит основание, выполненное П-образной формы, в отверстиях нижней части которого на осях закреплены подшипники качения, установленные в направляющих планках, расположенных в верхней части верхней секции, выполненные с возможностью движения по ним и содержит направляющую плиту, закрепленную на верхней поверхности основания посредством болтов, при этом подвижная каретка снабжена кронштейном, закрепленным к нижней поверхности основания подвижной каретки, со смонтированным на нем пневмоцилиндром и снабжена фиксатором, смонтированным в отверстии, выполненном в центральной части основания подвижной каретки, причем упомянутое соединительное устройство, связывающее корпус штампа с синхронизатором шага перфорации, содержит кронштейн, жестко закрепленный к задней стенке нижней неподвижной плиты штампа для разделительных операций, имеющий планку, в которой установлен ручной фиксатор, а также содержит штангу, закрепленную на кронштейне, и штангу, закрепленную на упомянутой подвижной каретке синхронизатора, а также стяжную муфту, соединяющую штангу, закрепленную на кронштейне, со штангой, закрепленной на подвижной каретке синхронизатора, при этом стяжная муфта выполнена с возможностью настройки шага перфорации путем стягивания муфтой штанги, закрепленной на упомянутом кронштейне, со штангой, закрепленной на подвижной каретке, а упомянутое направляющее устройство синхронизатора смонтировано на верхней секции и снабжено опорными роликами.
Изобретение поясняется чертежами.
Фиг.1 - общий вид штампа для разделительных операций с синхронизатором шага перфорации, смонтированный в кривошипном прессе.
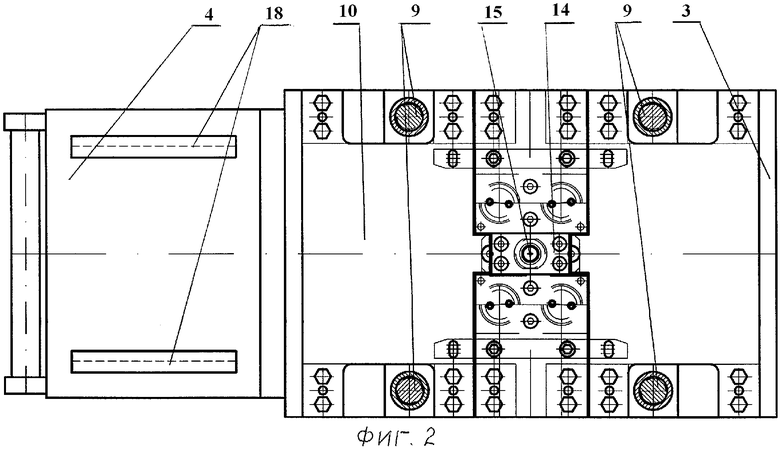
Фиг.2 - штамп для разделительных операций с синхронизатором шага перфорации (разрез А-А фиг.1, вид сверху).
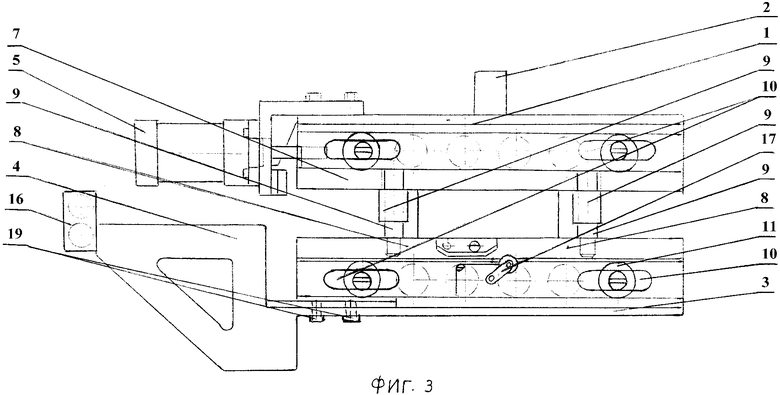
Фиг.3 - штамп для разделительных операций, вид спереди.
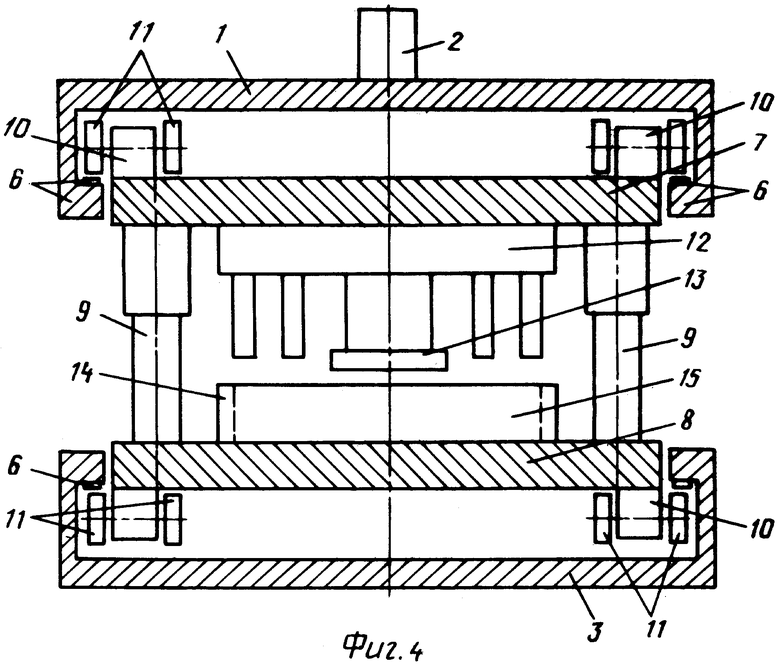
Фиг.4 - штамп для разделительных операций, вид сбоку.
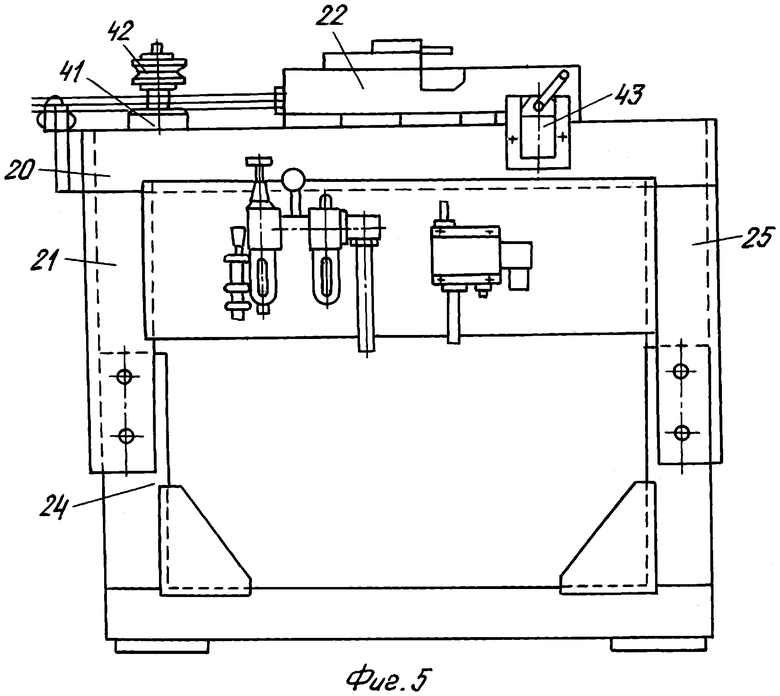
Фиг.5 - общий вид синхронизатора шага перфорации, вид спереди.
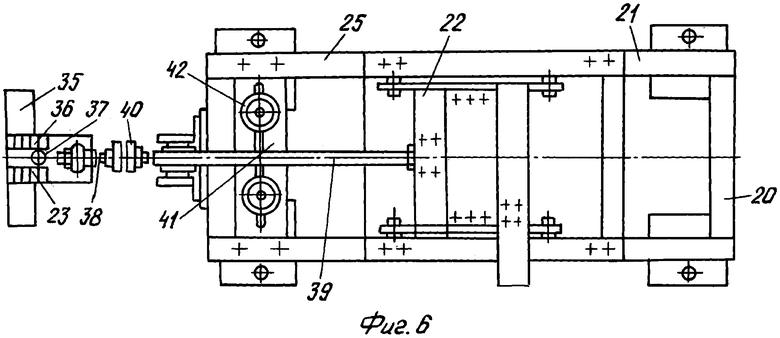
Фиг.6 - синхронизатор шага перфорации, вид сверху.
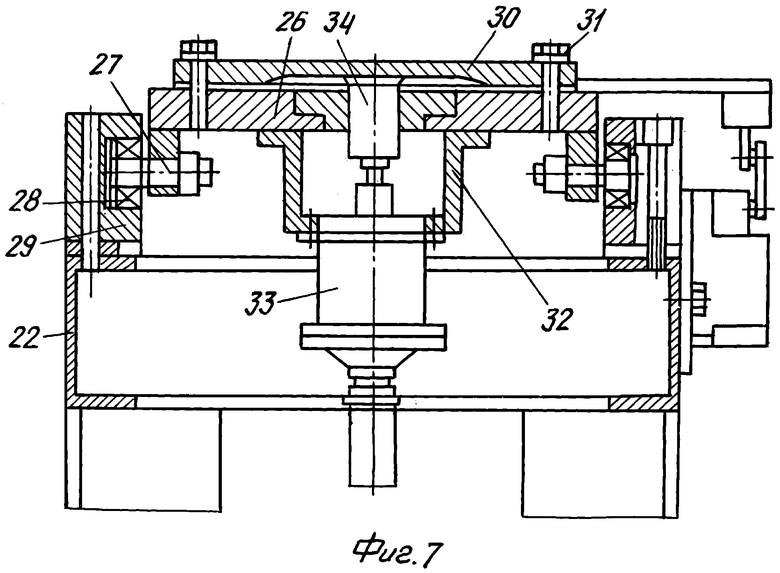
Фиг.7 - подвижная каретка синхронизатора шага перфорации.
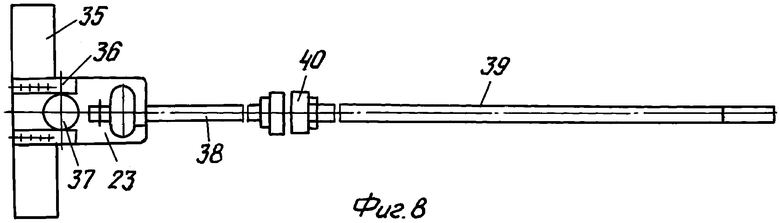
Фиг.8 - соединительное устройство синхронизации шага перфорации.
Штамп для разделительных операций с синхронизатором шага перфорации содержит верхнюю неподвижную плиту 1 (фиг.1, 3, 4), закрепленную на ползуне 2 (фиг.1, 3, 4) кривошипного пресса (фиг.1), и нижнюю неподвижную плиту 3 (фиг.1-4). Штамп для разделительных операций с синхронизатором шага перфорации снабжен направляющим устройством 4 (фиг.2, 3), смонтированным к торцу нижней неподвижной плите 3 (фиг.1-4), и пневмоцилиндром 5 (фиг.1, 3). На нижней поверхности верхней неподвижной плиты 1 (фиг.1, 3-4) и на верхней поверхности нижней неподвижной плиты 3 (фиг.1-4) смонтированы направляющие рельсы 6 (фиг.4). Штамп содержит верхнюю подвижную плиту 7 (фиг.1, 3, 4) и нижнюю подвижную плиту 8 (фиг.1-4), связанные между собой колонками 9 (фиг.1-4) и образующими передвижную каретку 10 (фиг.1-4), симметрично расположенную относительно продольной оси штампа для разделительных операций и имеющую колеса 11 (фиг.1, 3, 4), установленные в направляющие рельсы 6 (фиг.4). На верхней подвижной плите 7 (фиг.1, 3, 4) передвижной каретки 10 (фиг.1-4) установлен пуансонодержатель 12 (фиг.1, 4), на котором закреплен пуансон 13 (фиг.1, 4), а на нижней подвижной плите 8 (фиг.1-4) передвижной каретке 10 (фиг.1-4) закреплены матрицедержатель 14 (фиг.2, 4) с матрицей 15 (фиг.2, 4). Передвижная каретка 10 (фиг.1-4) выполнена с возможностью горизонтального перемещения по направляющим рельсам 6 (фиг.4) в технологическом процессе разделительных операций, преимущественно ленточной заготовки и с возможностью возврата в исходное положение посредством пневмоцилиндра 5 (фиг.1, 3) Штамп для разделительных операций снабжен электронным устройством (фиг.1, 3), выполненным с возможностью синхронного перемещения ленточной заготовки и перемещающейся с передвижной кареткой 10 (фиг.1-4) матрицы 15 (фиг.4) со временем вырубания заготовки пуансоном 13 (фиг.4) и возврата его в исходное положение. Для обеспечения возможности аварийной остановки линии профилирования в случае продолжения движения передвижной каретки 10 (фиг.1-4) после поступления сигнала от пневмоцилиндра 5 (фиг.1, 3) штамп для разделительных операций снабжен концевым выключателем 17 (фиг.1, 3), установленным на нижней подвижной плите 3 (фиг.1-4) штампа и закрепленным на нижней подвижной плите 8 (фиг.1-4) передвижной каретки 10 (фиг.1-4) штампа. Концевой выключатель 17 (фиг.1-4) выполнен с возможностью его срабатывания и аварийной остановки линии профилирования в случае продолжения движения каретки 10 (фиг.1-4) после поступления сигнала от пневмоцилиндра 5 (фиг.1, 3). Направляющее устройство 4 (фиг.2, 3) штампа служит для центрирования заготовок, в том числе металлической ленты (на чертеже не показана), и снабжено регулируемыми базовыми элементами, выполненными в виде продольных, параллельно расположенных столу направляющих планок 18 (фиг.2), закрепляемых винтами 19 (фиг.3), смонтированных на нижней неподвижной плите 3 (фиг.3) с возможностью изменения их ширины. Штамп снабжен синхронизатором 20 (фиг.1, 5, 6) шага перфорации, содержащим станину 21 (фиг.1, 5, 6), подвижную каретку 22 (фиг.1, 5-7), соединительное устройства 23 (фиг.1, 5, 6, 8), кинематически жестко связывающего подвижную каретку 22 (фиг.1, 5-7) синхронизатора 20 (фиг.1, 5, 6) шага перфорации со штампом для разделительных операций. Станина 21 (фиг.1, 5, 6) синхронизатора 20 (фиг.1, 5, 6) шага перфорации выполнена из 2-х секций, сваренных из швеллера и уголка. Станина 21 (фиг.1, 5, 6), выполнена из нижней опорной секции 24 (фиг.1, 5) и верхней секции 25 (фиг.3, 5, 6). На верхней секции 25 (фиг.1, 5, 6) установлены все узлы и устройства синхронизатора 20 (фиг.1, 5, 6). Верхняя секция 25 (фиг.1, 5, 6) выполнена с возможностью регулирования синхронизатора 20 (фиг.1, 5, 6) шага перфорации по высоте путем подъема или опускания верхней секции 25 (фиг.1, 5, 6) на заданный размер. Подвижная каретка 22 (фиг.1, 5-7) установлена на верхней секции 25 (фиг.1, 5, 6) станины 21 (фиг.1, 5, 6), содержит основание 26 (фиг.7), выполненное П-образной формы, в отверстиях нижней части которого на осях 27 (фиг.7) закреплены подшипники качения 28 (фиг.7), установленные в направляющих планках 29 (фиг.7), выполненных в верхней части верхней секции 25 (фиг.1, 5, 6) с возможностью движения по ним. Подвижная каретка 22 (фиг.1, 5-7) содержит направляющую плиту 30 (фиг.7), закрепленную на верхней поверхности основания 26 (фиг.7) посредством болтов 31 (фиг.7). Подвижная каретка 22 фиг.7) снабжена кронштейном 32 (фиг.7), закрепленным к нижней поверхности основания 26 (фиг.7) подвижной каретки 22 (фиг.1, 5-7) со смонтированным на нем пневмоцилиндром 33 (фиг.7) и снабжена фиксатором 34 (фиг.7), смонтированным в отверстии, выполненном в центральной части основания 26 (фиг.7) подвижной каретки 22 (фиг.1, 5-7). Соединительное устройство 23 (фиг.1, 5, 6, 8), связывающее корпус штампа с синхронизатором 20 (фиг.1, 5, 6) шага перфорации, содержит кронштейн 35 (фиг.8), жестко закрепленный к задней стенке нижней неподвижной плиты 3 (фиг.1, 3, 4) штампа для разделительных операций, имеющий планку 36 (фиг.8), в которой установлен ручной фиксатор 37 (фиг.8). Соединительное устройство 23 (фиг.8) содержит штангу 38 (фиг.8), закрепленную на кронштейне 35 (фиг.8), и содержит штангу 39 (фиг.8), закрепленную на подвижной каретке 22 (фиг.1, 5-7) синхронизатора 20 (фиг.1, 5, 6) шага перфорации, а также содержит стяжную муфту 40 (фиг.1, 8), соединяющую штангу 38 (фиг.8), закрепленную на кронштейне 35 (фиг.8), со штангой 39 (фиг.1, 8), закрепленной на подвижной каретке 22 (фиг.1, 5-7). Стяжная муфта 40 (фиг.1, 8) выполнена с возможностью настройки шага перфорации путем стягивания муфтой 40 (фиг.1, 8) штанги 38 (фиг.1, 8), закрепленной на кронштейне 35 (фиг.8), со штангой 39 (фиг.1, 8), закрепленной на подвижной каретке 22 (фиг.1, 5-7). Синхронизатор 20 (фиг.1, 5, 6) шага перфорации содержит направляющее устройство 41 (фиг.1, 5), смонтированное на верхней секции 25 (фиг.1, 5) станины 21 (фиг.1, 5), которое снабжено опорными роликами 42 (фиг.1, 5) и содержит концевой выключатель 43 (фиг.1, 5), установленный в верхней части верхней секции 25 (фиг.1, 5) на станине 21 (фиг.1, 5). Синхронизатор 20 (фиг.1, 5, 6) шага перфорации предназначен для работы совместно со штампом для разделительных операций в составе линии изготовления мелкосортного гнутого профиля (на чертеже не показан). Синхронизатор 20 (фиг.1, 5, 6) шага перфорации должен эксплуатироваться в условиях механического цеха машиностроительного завода при отсутствии вблизи источников пыли и теплового излучения. Окружающая среда не должна быть взрывоопасной, не содержащей агрессивных газов и паров в концентрациях, разрушающих металлы и другие материалы. Синхронизатор 20 (фиг.1, 5-6) шага перфорации устанавливается в линию и крепится к поясу производственного помещения строго по размерам на монтажной схеме. Синхронизатор 20 (фиг.1, 5, 6) шага перфорации устанавливается за штампом для разделительных операций и соединен с его нижней плитой 3 (фиг.1-4).
Работа штампа для разделительных операций с синхронизатором шага перфорации осуществляется следующим образом.
Заготовка (на чертеже не показана), в том числе листовая металлическая лента, центрируется на направляющем устройстве 4. Центрируемая заготовка с направляющего устройства 4 попадает в рабочую зону штампа для перфорации отверстий в передвижную каретку 10. При поступлении сигнала от электронного блока 16 управления на кривошипный пресс (фиг.1) происходит опускание ползуна 2 пресса и выполняется разделительная операция. При этом пуансон 13 находится в матрице 15 передвижной каретки 10 и движется вместе с лентой/профилем за счет привода профилегибочного стана (на чертеже не показано). Продвижение вперед передвижной каретки 10 с последующим размыканием пуансона 53 и матрицы 15 штампа. После поднятия ползуна 2 пресса пневмоцилиндр 5 штампа для разделительных операций возвращает передвижную каретку 10 до упора в исходное положение. Концевой выключатель 17 контролирует крайне допустимое положение передвижной каретки 10. В случае, если по поступившему сигналу передвижная каретка 10 не остановилась и продолжает движение вперед, срабатывает концевой выключатель 17 и происходит аварийная остановка всей линии профилирования. При подачи перфорируемой ленты (на чертеже не показана) из штампа необходимо фиксировать ее ручным фиксатором 37, расположенным в кронштейне 35 соединительного устройства 23, расположенным в подвижной каретке 22. Тонкая настройка размера шага перфорации производится стяжной муфтой 40. Базирование ленты (на чертеже не показана)в синхронизаторе шага перфорации производится опорными роликами 42 направляющего устройства 41. Штамп для разделительных операций предназначен для работы в составе линии профилирования металлической ленты из плоской заготовки в сечение заданной формы. Штамп относится к технологическому оснащению для разделительных операций (вырубка/пробивка/отрезка/перфорация) листового металла с определенным шагом без остановки линии профилирования.
Принцип работы синхронизатора заключается в следующем: стальная лента с пробитыми отверстиями из штампа для разделительных операций поступает на стол каретки 22 синхронизатора 20 шага перфорации по опорным роликам 42. По сигналу с электронного блока управления 16 включается пневмоцилиндр 33 синхронизатора 20 шага перфорации. Фиксатор 34 синхронизатора 20 шага перфорации поднимается и зацепляется за ближайшие пробитые отверстия. Движущаяся лента (на чертеже не показана) начинает перемещать каретку 22 синхронизатора 20 шага перфорации, которая, в свою очередь, с помощью соединительного устройства 23, закрепленного к нижней плите 8 передвижной каретки штампа для разделительных операций, синхронно перемещает упомянутую каретку 10 подвижного штампа. При движении подвижная каретка 22 синхронизатора 20 шага перфорации нажимает шток концевого выключателя 43, установленного на станине синхронизатора 20 шага перфорации, который включает пресс. При дальнейшем движении подвижной каретки 22 синхронизатора 20 шага перфорации по сигналу с электронного блока 16 управления полости пневмоцилиндра 33 переключается, при этом фиксатор 34 опускается и выходит из зацепления с перфорированной лентой. Пневмоцилиндр 5 подвижного штампа возвращает в исходное положение передвижную каретку 10 подвижного штампа и подвижную каретку 22 синхронизатора 20 шага перфорации.
Технический результат заявляемого изобретения - это обеспечение высокой точности шага перфорации в пределах +3Т1412. ±1Т1412.
В известных конструкциях высокая точность шага перфорации технически не обеспечивается из-за увеличенного времени срабатывания исполнительных механизмов и отсутствия базирования пробиваемых отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для обработки заготовок | 1983 |
|
SU1224050A1 |
| Штамп для пробивки труб | 2023 |
|
RU2814589C1 |
| Автоматизированная установка для перфорации листовых заготовок | 1983 |
|
SU1091965A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| ШТАМП ДЛЯ ПЕРФОРАЦИИ ПЛОСКИХ ПО ФОРМЕ ПРЕДМЕТОВ | 1993 |
|
RU2107612C1 |
Изобретение относится к области обработки металлов давлением, в частности к устройствам для перфорации. Штамп содержит верхнюю и нижнюю неподвижную плиты, пуансонодержатель с пуансоном, матрицу, закрепленную на матрицедержателе, пневмоцилиндр, направляющее устройство, смонтированное на торце нижней неподвижной плиты, симметрично расположенную относительно продольной оси штампа передвижную каретку, электронное устройство для синхронного перемещения ленточной заготовки и передвижной каретки с матрицей, синхронизатор шага перфорации. Синхронизатор содержит станину, подвижную каретку, соединительное устройство для соединения с корпусом штампа и направляющее устройство. Посредством синхронизатора осуществляют базирование пробиваемых отверстий, что обеспечивает точность шага. 8 ил.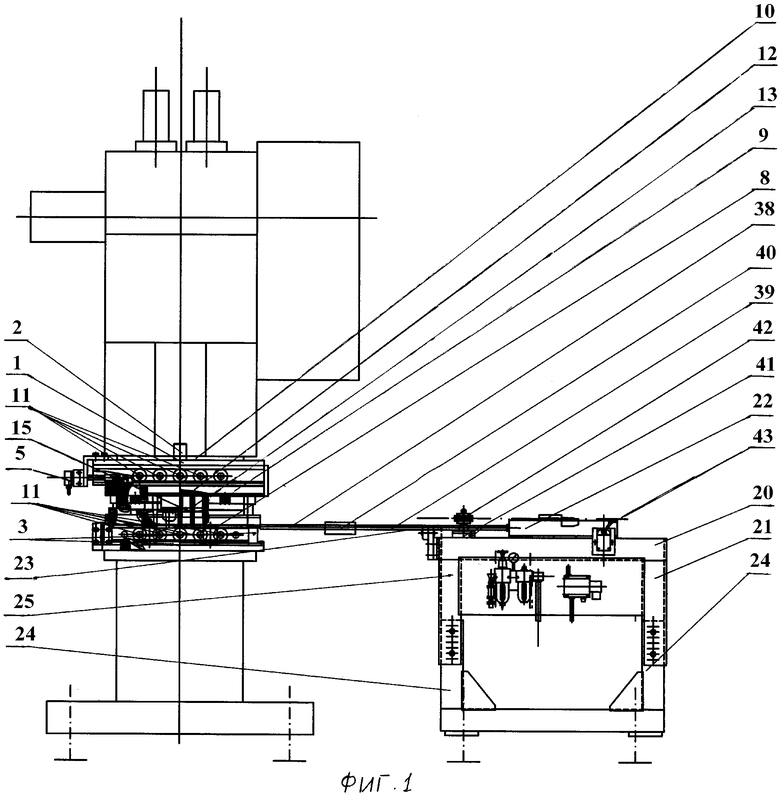
Штамп для разделительных операций с синхронизатором шага перфорации, содержащий верхнюю плиту, нижнюю неподвижную плиту, пуансонодержатель с пуансоном, матрицу, закрепленную на матрицедержателе, пневмоцилиндр, направляющее устройство, смонтированное на торце нижней неподвижной плиты, симметрично расположенную относительно продольной оси штампа передвижную каретку, образованную верхней и нижней подвижными плитами, связанными между собой колонками, имеющую колеса, установленные в направляющие рельсы, смонтированные на нижней поверхности упомянутой верхней плиты штампа, выполненной неподвижной, и на верхней поверхности упомянутой нижней неподвижной плиты штампа, пуансонодержатель с пуансоном установлен на верхней подвижной плите передвижной каретки, а матрицедержатель с матрицей закреплены на ее нижней подвижной плите, передвижная каретка выполнена с возможностью горизонтального перемещения по упомянутым направляющим рельсам в технологическом процессе разделительных операций, преимущественно ленточной заготовки, и с возможностью возврата в исходное положение посредством упомянутого пневмоцилиндра, электронное устройство, выполненное с возможностью синхронного перемещения ленточной заготовки и перемещающейся с передвижной кареткой матрицей со временем вырубания заготовки пуансоном и возврата его в исходное положение и концевым выключателем, закрепленным на нижней неподвижной плите штампа и на нижней подвижной плите передвижной каретки и выполненным с возможностью его срабатывания и аварийной остановки линии профилирования в случае продолжения движения передвижной каретки после вступления сигнала от пневмоцилиндра, упомянутое направляющее устройство имеет регулируемые базовые элементы, выполненные в виде продольных, параллельно расположенных на столе направляющих планок, фиксируемых винтами, смонтированных на нижней неподвижной плите с возможностью изменения их ширины, отличающийся тем, что синхронизатор содержит станину, подвижную каретку, соединительное устройство и направляющее устройство, станина выполнена из нижней опорной и верхней секций, подвижная каретка установлена на верхней секции станины и содержит основание, выполненное П-образной формы, в отверстиях нижней части которого на осях закреплены подшипники качения, установленные в направляющих планках, расположенных в верхней части верхней секции, выполненные с возможностью движения по ним, направляющую плиту, закрепленную на верхней поверхности основания посредством болтов, кронштейн, закрепленный на нижней поверхности основания подвижной каретки со смонтированным на нем пневмоцилиндром, фиксатор, смонтированный в отверстии, выполненном в центральной части основания подвижной каретки, соединительное устройство синхронизатора выполнено с возможностью его соединения с корпусом штампа и содержит кронштейн, жестко закрепленный на задней стенке нижней неподвижной плиты, ручной фиксатор и планку для его установки, штангу, закрепленную на кронштейне, и штангу, закрепленную на упомянутой подвижной каретке, стяжную муфту для соединения штанги, закрепленной на кронштейне, со штангой, закрепленной на подвижной каретке, при этом стяжная муфта выполнена с возможностью настройки шага перфорации путем стягивания муфтой штанги, закрепленной на упомянутом кронштейне, со штангой, закрепленной на подвижной каретке, а направляющее устройство смонтировано на верхней секции станины и имеет опорные ролики.
| Способ приготовления хинолинового производного | 1935 |
|
SU44553A1 |
| Штамп последовательного действия для обработки полосового и ленточного материала | 1982 |
|
SU1094652A1 |
| Способ последовательной штамповки листового материала | 1974 |
|
SU541544A1 |
| Автоматический выключатель давления к гидравлическим ковочным прессам | 1935 |
|
SU49744A1 |
| US 4628578 A, 16.12.1986. | |||

