Изобретение относится к арматурным элементам, а именно к сварным закладным деталям железобетонных конструкций.
Известна закладная деталь с анкерными стержнями, приваренными втавр к пластине [1]
Недостатками таких закладных деталей являются повышенная металлоемкость и ограниченное значение площади наружной поверхности анкеров, что обусловливает в свою очередь малую поверхность контакта анкеров с бетоном, вследствие чего может иметь место растрескивание бетона вокруг анкера при передаче на него осевого или поперечного усилия от пластины закладной детали.
Известна закладная деталь с анкерными элементами в форме пучка, которые соединены с плоским элементом втавр через общий слой наплавленного металла [2] Такое конструктивное выполнение анкера закладной детали обеспечивает снижение ее металлоемкости и улучшение сцепления арматуры с бетоном. Недостатком такого анкера закладной детали является то, что он не может быть использован в закладный деталях, рассчитываемых на действие сдвигающих сил.
Наиболее близкой к предлагаемой является закладная деталь железобетонных конструкций, содержащая металлическую пластину и жестко соединенные с ней анкеры, свободные концы которых отогнуты от плоскости пластины на расчетный угол [3] Соответствующее значение угла отгиба свободного конца арматуры определяется направлением и величиной расчетной сдвигающей силы.
Недостатками такой закладной детали являются повышенный расход металлопроката, потребляемого как для плоских элементов, так и для анкеров закладной детали.
Данное обстоятельство обусловлено тем, что выбор соответствующего диаметра арматуры связан с необходимостью обеспечения требуемой прочности арматуры, а также с необходимостью обеспечения требуемого сцепления арматуры с бетоном. При этом соответствующее значение толщины плоского элемента устанавливается (нормируется) в зависимости от диаметра арматуры, используемой в качестве анкера закладной детали.
Цель изобретения снижение металлоемкости закладной детали и улучшение совместной работы анкеров с бетоном.
Цель достигается тем, что в закладной детали железобетонных конструкций, содержащей металлическую пластину и приваренные внахлестку к ней анкеры, анкеры выполнены из пучка арматуры, причем в каждом пучке все арматурные элементы отогнуты под различными углами, при этом минимальное значение угла отгиба принято не менее 10о, а максимальное не более 80о, а среднее арифметическое значение угла отгиба для всего пучка принято равным расчетному углу отгиба, и, кроме того, все концы отогнутых участков арматурных элементов пучка соединены между собой поперечной связью, выполненной из арматуры, диаметр которой в 2-3 раза меньше диаметра арматуры в пучке.
Предлагаемая конструкция закладной детали отличается от известной выполнением анкеров, приваренных внахлестку, в виде пучка арматурных стержней, причем в каждом пучке все арматурные элементы отогнуты под разными углами. Это обеспечивает увеличение анкерующей способности такого анкера, чему способствует также наличие связи всех концевых участков арматурных элементов пучка с помощью арматуры меньшего диаметра. Обеспечение при таком выполнении анкера увеличения площади его поверхности, а следовательно, его сцепления с бетоном, исключает растрескивание бетона при работе закладной детали, рассчитываемой на действие сдвигающих сил, что, в свою очередь, позволяет уменьшить длину отогнутых участков арматуры и снизить ее расход, необходимый для данной закладной детали. Уменьшение диаметра каждого арматурного элемента при пучковой анкеровке по сравнению с соответствующим значением для единичного анкера обусловливает возможность уменьшения толщины металлопроката, используемого для пластин закладных деталей.
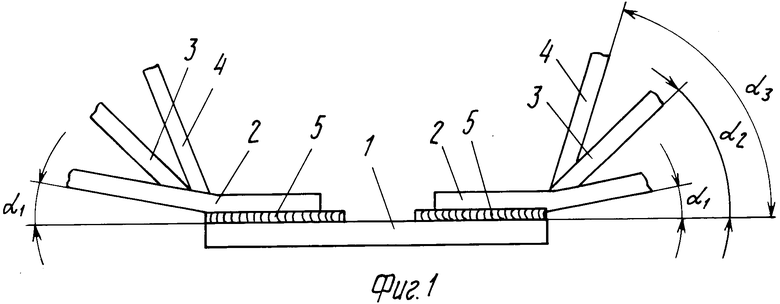
На фиг. 1 изображена закладная деталь, вид сбоку; на фиг.2 то же, при расположении отогнутых участков арматурных элементов пучка в плоскостях, ориентированных под одним углом к поверхности пластины; на фиг.3 то же, при расположении отогнутых участков арматурных элементов в плоскостях, ориентированных под различными углами к поверхности пластин.
Закладная деталь состоит из металлической пластины 1 и двух приваренных к ней анкеров, которые состоят из пучка арматурных стержней 2, 3, 4, причем для каждого арматурного элемента в пучке значение угла отгиба устанавливают различным (фиг. 1). Арматурный стержень 2 имеет угол отгиба α1, арматурный стержень 3 α2, а арматурный стержень 4 α3. При этом среднее арифметическое значение угла отгиба для всех арматурных стержней каждого пучка составляет величину  αp где αр расчетное значение угла отгиба для данного анкера. Суммарное значение площади поперечного сечения всех арматурных стержней в каждом пучке принимают равновеликим pасчетной площади сечения единичного анкера.
αp где αр расчетное значение угла отгиба для данного анкера. Суммарное значение площади поперечного сечения всех арматурных стержней в каждом пучке принимают равновеликим pасчетной площади сечения единичного анкера.
При этом минимальное значение угла отгиба αmin арматурного элемента в пучке устанавливают не менее 10о, а максимальное αmax не более 80о. При этом каждый пучковый анкер, состоящий в данном случае из трех арматурных элементов, соединяют внахлестку с плоским элементом (пластиной 1) закладной детали посредством сварных швов 5 и 6. Средний арматурный элемент, входящий в каждый пучок и имеющий отогнутый участок (стержень 3), связывают с соседними арматурными элементами посредством контактной точечной сварки, которую выполняют до приварки каждого пучка к пластине 1.
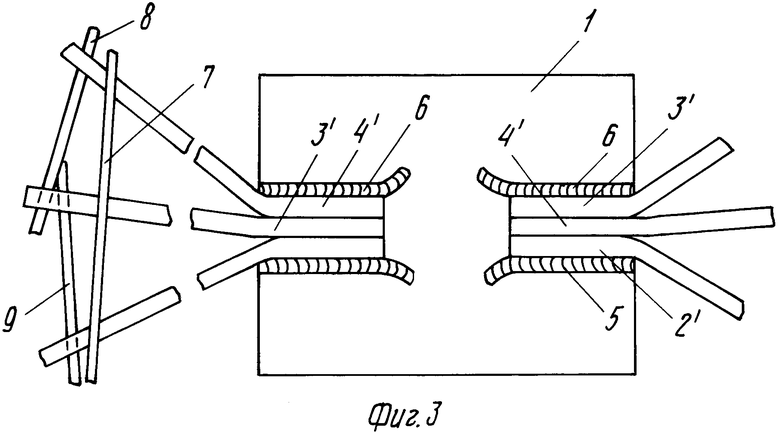
Отогнутые концевые участки арматурных элементов (стержней 2, 3, 4) могут быть ориентированы во взаимно параллельных плоскостях, что соответствует расположению элементов (стержней 2, 3, 4) (фиг.2), либо располагают во взаимно пересекающихся плоскостях, которые ориентируют под различными углами к наружной поверхности плоского элемента, чему соответствует положение отогнутых участков арматуры 21, 31, 41. При этом значение углов отгиба арматурных элементов 2 и 2, 3 и 3, 4 и 4 могут обеспечивать идентичными, а соответствующее отличие в ориентации отогнутых участков получают за счет углового смещения участка арматурного стержня, привариваемого к пластине 1 закладной детали.
При отклонении анкера от плоскости пластины на угол, меньший 10о, отогнутый элемент анкера располагается в бетоне вблизи его внешней поверхности. При этом не обеспечивается эффективной анкеровки такого анкера из-за высокой вероятности выхода защитного слоя бетона под воздействием расклинивающих усилий, передаваемых с анкера на бетон. Пучковые анкера с отогнутыми элементами на угол, больший 80о, становятся неэффективными при работе на воздействие сдвигающих сил. В случае, когда сдвигающая сила ориентирована под углом, близким к 80о, более простыми и эффективными являются анкера, приваренные втавр.
Дополнительное улучшение заанкеривания арматуры в бетоне при пучковой анкеровке обеспечивает наличие дополнительной взаимосвязи всех концевых участков арматурных элементов пучка. Эту связь отогнутых участков обеспечивают за счет приварки с помощью точечной сварки отрезков арматуры 7, 8 и 9 к арматурным элементам в каждом пучке. При этом посредством отрезка дополнительной арматуры 7 обеспечивается соединение отогнутых элементов 21 и 41, посредством отрезка 8 31, 41, а посредством отрезка 9 21, 31. Эти отрезки арматуры 7, 8, 9 образуют своеобразный объемный каркас, охватывающий все отогнутые арматурные элементы пучкового анкера. Диаметр дополнительных отрезков арматуры 7, 8 и 9, необходимых для реализации вышеуказанной связи, принимают в 2-3 раза меньше диаметра арматурного элемента в пучке.
Использование в качестве отрезков дополнительной арматуры, обеспечивающей наличие поперечной связи отогнутых концов, арматуры меньшего диаметра, снижает заанкеривание пучка арматуры в бетоне, а при использовании дополнительных отрезков арматуры большего сечения имеет место нежелательное увеличение расхода арматуры, используемой для создания данной связи, причем при этом также не обеспечивается улучшения заанкеривания арматуры в бетоне.
Связь отогнутых участков арматурных элементов пучка с помощью дополнительных отрезков арматуры меньшего сечения выполняют вблизи концов отогнутых участков на расстоянии от конца этих участков не свыше (2-4)dн, где dн номинальный диаметр арматуры, составляющей данный пучок закладной детали.
Возможными вариантами реализации пучковой анкеровки закладных деталей при их соединении с плоскими элементами внахлестку является выполнение такого соединения с помощью дуговой или контактно-рельефной сварки.
При этом также может быть выполнен т.н. комбинированный способ сварки, при котором арматурные элементы соединяются между собой с помощью контактной сварки, а собранный таким образом пучок приваривают к пластине закладной детали с помощью дуговой сварки.
Использование предлагаемых закладных деталей позволяет уменьшить на 25-35% длину используемых анкеров за счет более развитой их внешней поверхности, что способствует увеличению площади их контакта с бетоном и, тем самыми, улучшает сцепление анкера закладной детали с бетоном; данное обстоятельство обусловливает снижение расхода арматуры и используемых в качестве анкеров закладных деталей. Уменьшение диаметра арматуры в каждом пучке в свою очередь позволяет уменьшить также и потребление плоского металлопроката за счет снижения его толщины, которая определяется значением  , где δ толщина плоского элемента закладной детали; dн номинальный диаметр арматуры, привариваемой к плоскому элементу.
, где δ толщина плоского элемента закладной детали; dн номинальный диаметр арматуры, привариваемой к плоскому элементу.
Уменьшение диаметра арматуры в пучке позволяет снизить на 60-80% потребление сварочных материалов (электродов) при соединении арматуры с пластиной посредством ручной дуговой сварки.
Общее снижение металлоемкости закладных деталей определяет и общее уменьшение на 30-40% трудозатрат при изготовлении сварных закладных деталей железобетонных конструкций, что связано со снижением потребляемой массы металлопроката, которая обусловливает уменьшение трудозатрат на всех операциях переработки металлопроката меньшей массы, начиная с перевалочно-складских работ, кончая работами по сварке.
Характерной особенностью предложенных закладных деталей является то, что при этом обеспечивается более полное участие металла каждого элемента пучкового анкера в его работе при различных схемах силовых воздействий на закладную деталь. Различие в углах отгиба арматурных элементов обеспечивает большую универсальность используемого анкера за счет возможности его использования при силовых воздействиях, направленных под разными углами к плоскому элементу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1992 |
|
RU2018594C1 |
| АРМАТУРНЫЙ КАРКАС ЖЕЛЕЗОБЕТОННЫХ ПЛИТ ПЕРЕКРЫТИЙ | 1993 |
|
RU2033506C1 |
| МОНТАЖНАЯ ПЕТЛЯ | 1997 |
|
RU2117741C1 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРНОГО ЭЛЕМЕНТА С АНКЕРНЫМ УСТРОЙСТВОМ | 1992 |
|
RU2037041C1 |
| Арматурный каркас консолей железобетонных колонн | 1990 |
|
SU1747630A1 |
| Арматурный каркас железобетонной балки | 1991 |
|
SU1783091A1 |
| Арматурный каркас консолей железобетонной колонны | 1981 |
|
SU1004568A1 |
| ЖЕЛЕЗОБЕТОННОЕ СТРОПИЛО | 1995 |
|
RU2083778C1 |
| Арматурный каркас для косвенного армирования | 1991 |
|
SU1787190A3 |
| СПОСОБ КОНТРОЛЯ НЕСУЩЕЙ СПОСОБНОСТИ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2147736C1 |

Изобретение относится к арматурным элементам, а именно к сварным закладным деталям железобетонных конструкций. Закладная деталь состоит из металлической пластины и соединенного с ней посредством нахлесточного сварного соединения пучка арматурных элементов, причем в таком пучке все арматурные элементы отогнуты под разными углами, при этом минимальное значение угла отгиба принято не менее 10°, максимальное не более 80°, а среднеарифметическое значение угла отгиба для всего пучка принято равным значению расчетного угла отгиба. Возможным вариантом выполнения предложенной закладной детали является соединение всех концов отогнутых участков арматурных элементов пучка поперечной связью, выполненной из арматуры, диаметр которой в 2 3 раза меньше диаметра арматуры в пучке. 1 з.п. ф-лы, 3 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Строительные нормы и правила | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
