Изобретение относится к неразрушающему контролю качества изделий, а именно к средствам вихретокового контроля отверстий и трубок малого диаметра, и может быть использовано, прежде всего, в устройствах для испытания качества металлизации отверстий печатных плат.
Миниатюрность объекта, для которого в первую очередь предназначено изобретение (диаметр отверстий 0,5-2 мм при толщине металлизации 15-50 мкм), ограничивает круг известных решений.
Известен вихретоковый датчик для неразрушающих испытаний покрытий отверстий печатных плат, содержащий вытянутый сердечник и охватывающие сердечник измерительную и возбуждающую обмотки, проводники которых вытянуты вдоль оси сердечника [1]
Датчик изготавливают путем намотки изолированным проводом на цилиндрический каркас [2] Учитывая малые размеры датчика, намотку производят под микроскопом, что значительно усложняет процесс изготовления. Кроме того, наличие пересекающихся проводников обмотки на торце сердечника создает не только дополнительные трудности при ручной намотке под микроскопом, но и усложняет процесс эксплуатации датчика.
Наиболее близким к предлагаемому является вихретоковый датчик для неразрушающего контроля металлизации отверстий и трубок, содержащий несущий цилиндрический стержень-каркас и обмотку, витки которой вытянуты вдоль оси симметрии каркаса и расположены полностью на его боковой поверхности. Для защиты обмотки от механических повреждений на нее нанесено защитное покрытие [3]
Способ изготовления этого датчика включает изготовление плоской эластичной подложки из диэлектрического материала, габариты которой соответствуют габаритам сердечника, формирование на ней обмотки и закрепление ее на поверхности сердечника-каркаса. Обмотка может быть сформирована, например, методом фотолитографии или путем обработки лучом лазера предварительно металлизированной поверхности.
Такой датчик имеет следующие преимущества: миниатюрность исполнения, технологичность конструкции, высокая чувствительность, инвариантность к радиальным и осевым смещениям относительно оси контролируемого отверстия. Однако при эксплуатации таких датчиков серьезную проблему составляет их сравнительно небольшой срок службы, что связано с недостаточной механической прочностью, а также с недолговечностью защитного слоя обмотки. Недостаточная прочность конструкции вызвана значительным преобладанием продольного размера датчика над поперечным при малой (до долей мм) величине последнего. Увеличение толщины защитного слоя при заданном наружном диаметре, который лимитируется диаметром контролируемого отверстия, потребует дополнительного уменьшения диаметра каркаса и, следовательно, ухудшит прочностные характеристики датчика.
Особенно остро эта проблема стоит при испытаниях металлизации отверстий печатных плат: с одной стороны, малые размеры (до 0,5 мм) диаметра датчика, а с другой, многократные механические воздействия в процессе контроля.
В основу изобретения положена задача повышения прочности датчика и предотвращение механических повреждений обмотки без увеличения поперечного размера датчика.
Для этого в вихретоковом датчике для неразрушающего контроля отверстий и трубок, содержащем осесимметричный вытянутый вдоль оси симметрии каркас и расположенную на боковой поверхности каркаса обмотку, выполненную в виде вытянутой вдоль оси каркаса спирали, заканчивающейся внешними выводами, каркас выполнен полым с отношением наружного D и внутреннего d поперечного размеров в интервале 1,4 < D/d < 1,6, а обмотка расположена на внутренней поверхности каркаса.
Благодаря такому выполнению каркаса площадь его поперечного сечения при D/d 1,4 практически равна площади поперечного сечения сплошного стержня того же диаметра d, но вследствие трубчатого вида каркаса его прочность при том же сечении выше прочности сплошного стержня. Размещение обмотки внутри каркаса одновременно позволяет надежно защитить обмотку от механических повреждений в процессе эксплуатации. Кроме того, размещение обмотки внутри каркаса позволяет отказаться от защитного слоя и тем самым без увеличения наружного диаметра повысить прочность за счет некоторого увеличения толщины стенки каркаса. Однако при значительном увеличении толщины стенки снижается чувствительность датчика. Проведенные исследования показали, что при отношении D/d 1,6 даже при выполнении каркаса металлическим наведенные в нем вихревые токи практически не снижают чувствительности датчика. Кроме того, дальнейшее уменьшение внутреннего поперечного размера каркаса вызывает значительные сложности в формировании обмотки, учитывая малые абсолютные размеры датчика.
Известны проходные датчики, в которых обмотка расположена на внутренней поверхности цилиндра. Однако датчики такого типа предполагают введение объекта контроля внутрь цилиндра, и их конструкция в этом отношении предопределена исключительно видом объекта контроля. Проблема механической прочности в таких случаях практически не возникает и при необходимости может быть легко решена простым увеличением толщины стенок каркаса. Точно так же не возникает в этом случае и проблемы уменьшения чувствительности в связи с увеличением толщины стенок.
Таким образом, известные проходные датчики не связаны с решением поставленной технической задачи.
В предлагаемом изобретении при выполнении обмотки с контактными площадками, к которым подсоединены внешние выводы, может быть целесообразным подсоединение внешних выводов с наружной стороны каркаса, для чего в каркасе в месте расположения контактных площадок выполнены отверстия.
Целесообразно также заполнение внутренней полости каркаса магнитопроводящим материалом.
Целесообразно также выполнение, при котором внутри каркаса расположен центральный стержень с суживающейся заглушкой на торце.
В последнем случае может быть целесообразной конструкция, при которой часть центрального стержня, расположенная в держателе, выполнена винтообразной и залита отверждающимся материалом.
При наличии держателя, с одного торца которого расположен каркас с обмоткой, может быть целесообразно выполнение, при котором каркас выполнен выступающим за другой торец держателя, на выступающей части каркаса выполнены разрезы, образующие лепестки, которые отогнуты и закреплены на торце держателя.
Способ изготовления вихретокового датчика для неразрушающего контроля металлизации отверстий и трубок заключается в том, что обмотку формируют на диэлектрической эластичной подложке и последнюю устанавливают на каркас, при этом сначала изготавливают плоскую развертку каркаса, а заданную форму каркасу придают вместе с подложкой и обмоткой.
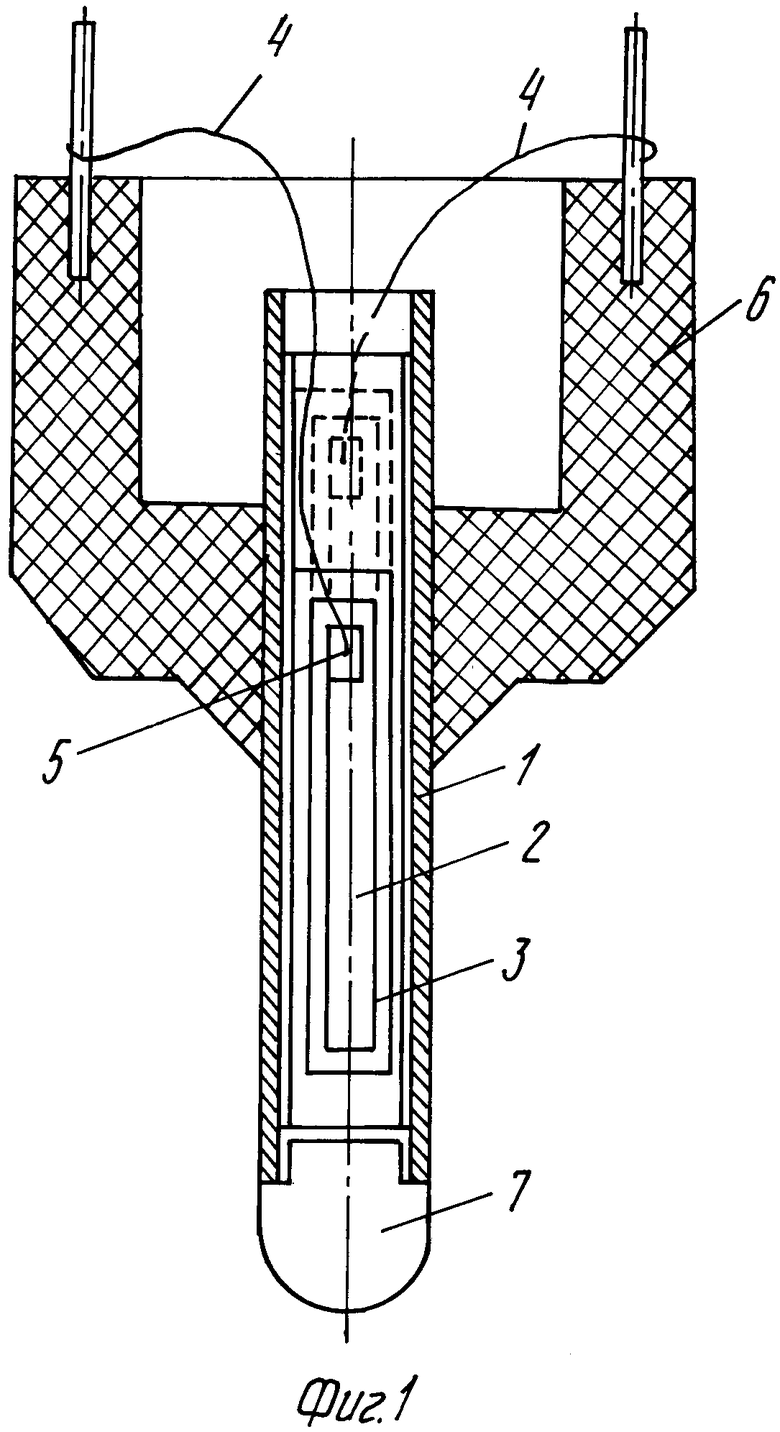
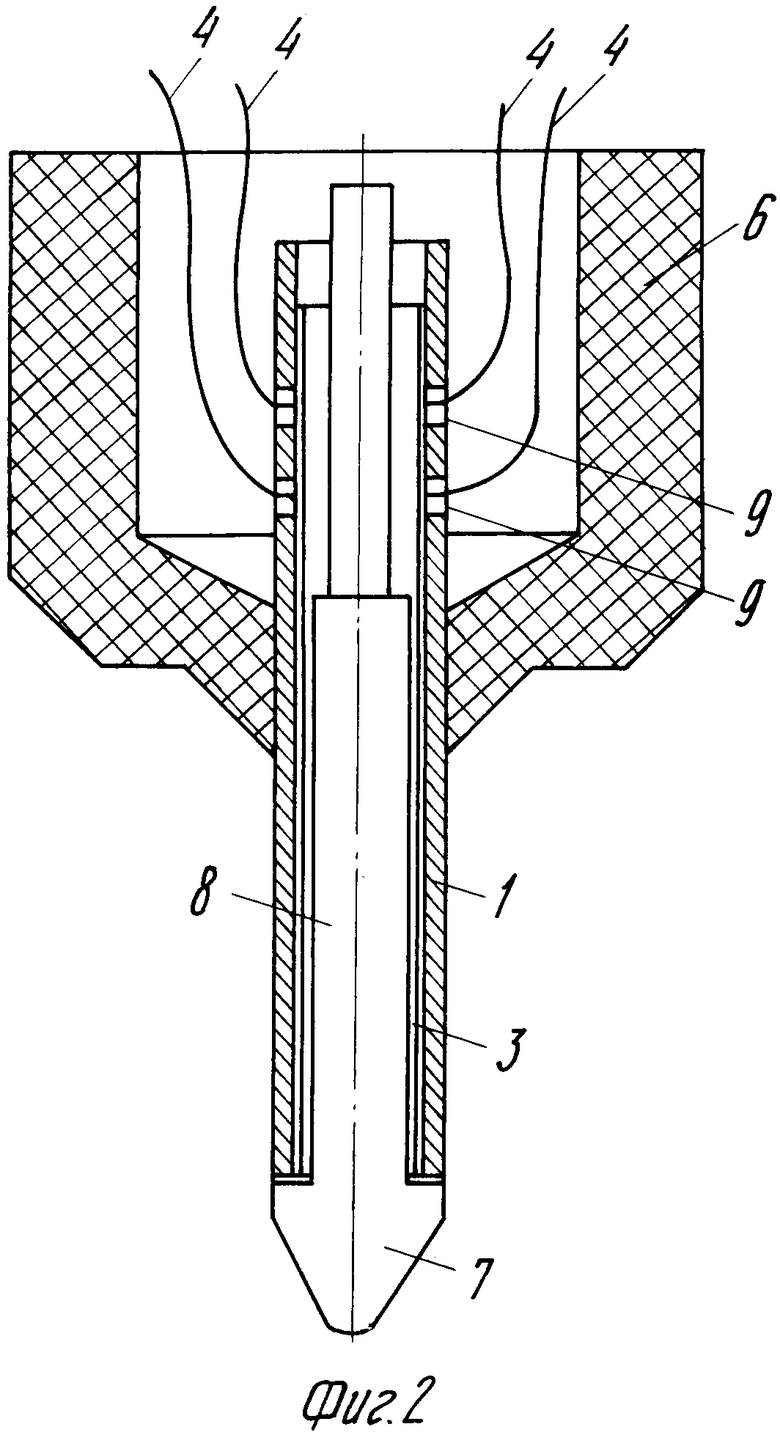
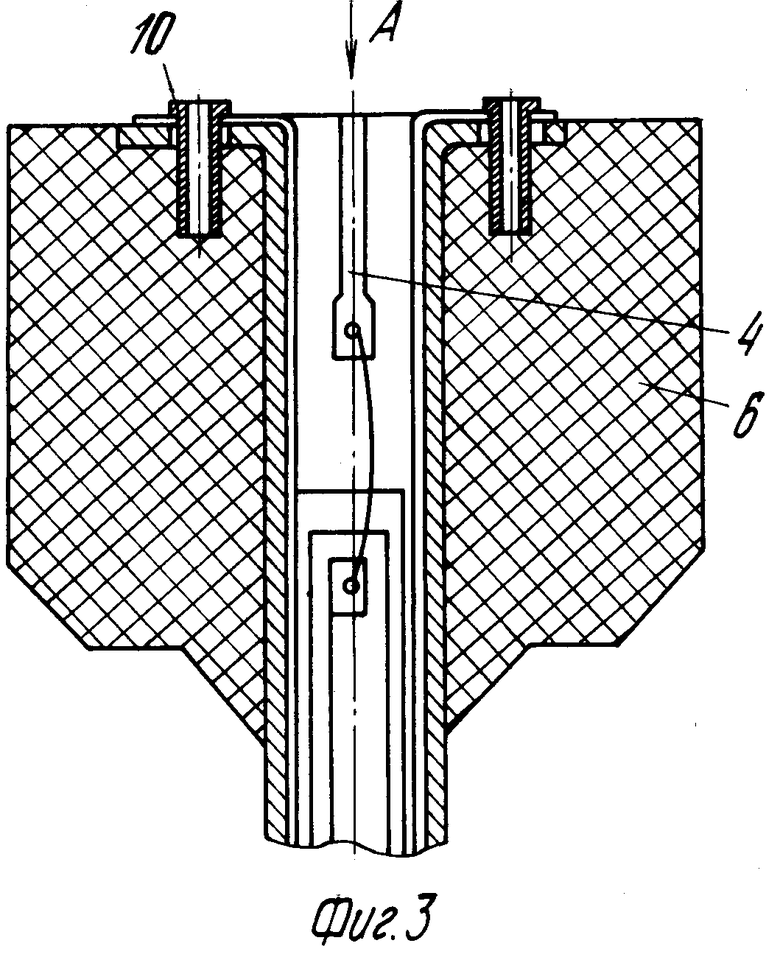
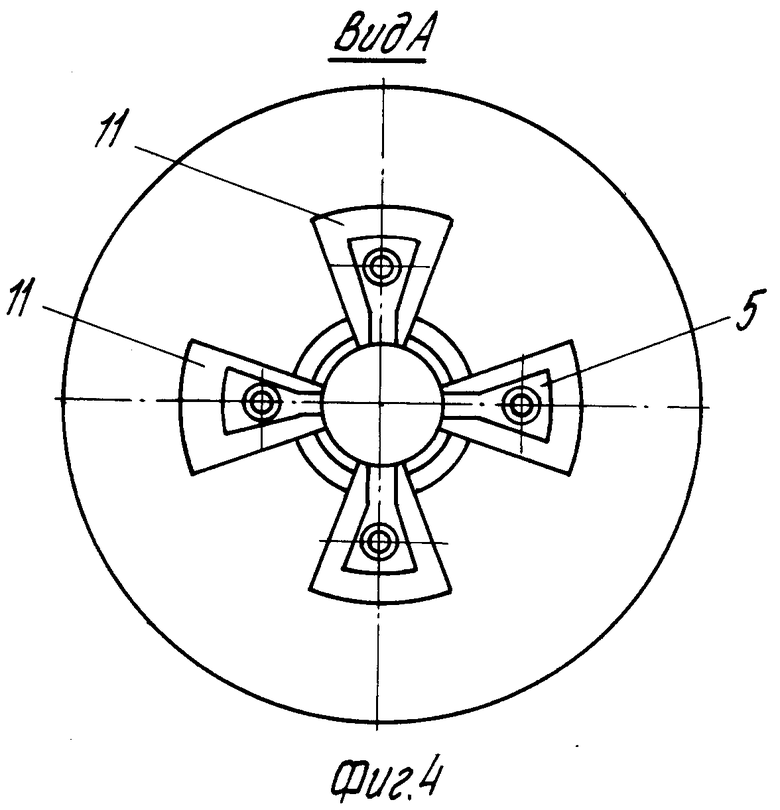
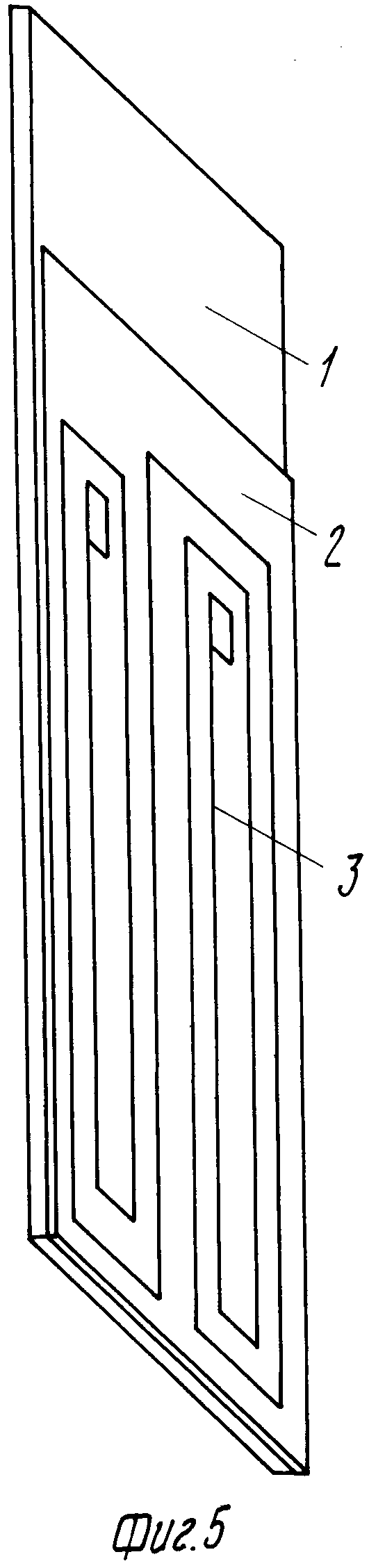
На фиг. 1 показан датчик, продольный разрез; на фиг. 2 то же, вариант с установкой центрального стержня; на фиг. 3 вариант выполнения датчика с каркасом, выступающим за торец держателя, продольный разрез; на фиг. 4 вид А на фиг. 3; на фиг. 5 этап изготовления датчика перед формированием каркаса.
Одной из наиболее серьезных проблем является контроль металлизации отверстий печатных пласт, поэтому в качестве примера рассмотрим именно этот случай.
Вихретоковый датчик содержит каркас 1, выполненный в виде полой трубки с наружным диаметром D, соответствующим диаметру контролируемых отверстий, например D 0,8 мм. Внутренний диаметр d каркаса 1 выбран исходя из отношения 1,4 < D < d < 1,6. При D 0,8 мм d 0,5-0,57 мм. При меньших значениях D лучше брать отношение ближе к верхнему пределу, при больших к нижнему. Проведенные испытания датчика на изгиб в указанном интервале отношений D/d показали его большую по сравнению с датчиком-прототипом механическую прочность для тех же диаметров отверстий печатных плат. При этом чувствительность датчика сохраняется на требуемом уровне несмотря на выполнение каркаса из стали.
На внутренней боковой поверхности каркаса 1 расположена диэлектрическая эластичная подложка 2 с нанесенной на нее обмоткой 3 в виде вытянутой вдоль оси каркаса 1 спирали. Подложка 2 и соответственно обмотка 3 могут быть одно- или многослойными с симметрично расположенными секциями, как и в прототипе. Внешние выводы 4 обмотки 3 могут быть сформированы на подложке 2 одновременно с нанесением проводников обмотки 3 либо подсоединены к контактным площадкам 5 (фиг. 1) после нанесения проводников обмотки 3. Каркас 1 закреплен в держателе 6. Наружная поверхность держателя 6, обращенная к каркасу 1 с обмоткой 3, выполнена конической, обеспечивая тем самым центровку датчика относительно контролируемого отверстия. В торце каркаса 1 установлена заглушка 7 в виде полусферы или конуса с закругленной вершиной. Внутренняя полость каркаса 1 может быть заполнена магнитопроводящим материалом, например ферромагнитными частицами, распределенными в быстроотверждающемся связующем.
Внутри каркаса 1 с обмоткой 3 может быть установлен центральный стержень 8 с конической заглушкой 7 (фиг. 2). При этом часть центрального стержня 8, расположенная в держателе 6, может быть выполнена винтообразной (не показано) типа штопора, что технологически достаточно просто, учитывая малый диаметр стержня 8. Винтообразный конец стержня 8 залит отверждающимся материалом. Такая конструкция позволяет усилить крепление каркаса 1 в держателе 6.
Возможно выполнение, при котором внешние выводы 4 подсоединены к контактным площадкам 5 с наружной стороны каркаса 1 (фиг. 2). В этом случае в каркасе 1 в месте расположения контактных площадок 5 выполнены отверстия 9. Отверстия 9 могут быть металлизированы и в этом случае электрически связаны с контактными площадками 5. При электропроводящем каркасе 1 между ним и слоем металлизации расположен слой диэлектрика, диаметр которого для обеспечения надежной электроизоляции несколько больше диаметра слоя металлизации.
Выходные (входные) клеммы 10 датчика, как правило, расположены на торце держателя 6. При этом возможно выполнение, показанное на фиг. 3. Каркас 1 выполнен выступающим за торец держателя 6, причем на выступающей части каркаса 1 выполнены разрезы, образующие лепестки 11. Так как по соображениям механической прочности каркас 1 выполнен стальным, диэлектрическая эластичная подложка 2 расположена также на выступающей части каркаса 1 для обеспечения электроизоляции внешних выводов 4 от каркаса 1. Лепестки 11 отогнуты и закреплены на торце держателя 6. Лепестки 11 с расположенными на них внешними выводами 4 подведены под выходные (входные) клеммы 10. Клеммы 10 могут быть утоплены в торце держателя 6.
Предлагаемый датчик изготавливают следующим образом.
Берут плоскую заготовку каркаса 1, представляющую собой развертку каркаса 1 соответствующих размеров: высота этой развертки равна высоте каркаса 1, а ширина его периметру. Отдельно на диэлектрической эластичной подложке 2 любым известным способом, например напылением через маски, формируют обмотку 3. В случае многослойной обмотки 3 после нанесения одного слоя проводников обмотки его покрывают слоем диэлектрика, затем наносят аналогичным образом проводники другого слоя и т.д. Необходимые электрические соединения между проводниками слоев производят через предварительно выполненные отверстия в слоях диэлектрика путем металлизации этих отверстий. Эластичную подложку 2 с обмоткой 3 накладывают на плоскую развертку каркаса 1, после чего сворачивают в трубку заданного диаметра.
Возможно формирование обмотки 3 непосредственно на плоской развертке каркаса 1 методом фотолитографии или лучом лазера. В этом случае предварительно металлизируют поверхность каркаса 1. Если каркас 1 выполнен из стальной фольги, то перед металлизацией его поверхность покрывают слоем диэлектрика. После создания обмотки 3 плоскую развертку каркаса 1 сворачивают в трубку.
Внешние выводы 4 могут быть выполнены одновременно с формированием проводников обмотки 3, либо подсоединены к контактным площадкам до придания каркасу 1 нужной формы, либо подсодинены с наружной стороны уже цилиндрического каркаса 1. Полученный чувствительный элемент датчика закрепляют в держателе, выполняют выходные клеммы.
Вихретоковый датчик работает следующим образом.
Обмотку 3 датчика включают, например, в резонансный контур автогенератора или в плечо моста, одна диагональ которого подсоединена к генератору, а другая к измерительному прибору, блоку (схемы включения не показаны). Датчик вводят в отверстие печатной платы, устанавливают благодаря конической части держателя соосно с контролируемым отверстием.
Проходящий через обмотку 3 датчика переменный ток создает переменный магнитный поток поперечно продольной оси датчика. Этот магнитный поток возбуждает вихревые токи в металлическом покрытии отверстия печатной платы. Соответствующим подбором частоты питания обмотки можно отстроиться от влияния ряда мешающих факторов (контактных площадок контролируемого отверстия и др. ). Вихревые токи будут зависеть от толщины покрытия отверстия, наличия поперечных и продольных трещин и других дефектов. Соответственно, результирующее магнитное поле и наведенная им ЭДС будут зависеть от тех же факторов.
Таким образом, предлагаемый датчик имеет большую механическую прочность, чем датчик-прототип, при том же наружном диаметре и позволяет совместить в одном элементе каркасе функции несущей конструкции и функции защиты обмотки от механических повреждений.
Изобретение может быть использовано во всех областях техники, связанных с изготовлением и применением печатных плат для неразрушающего контроля качества металлизации отверстий, для измерения геометрических параметров отверстий в металлических листах, прокатных профилях, для обнаружения нарушений сплошности в стенках отверстий и труб, для контроля свойств электропроводящего материала стенок отверстий (удельного электрического сопротивления, магнитных свойств), для определения качества обработки стенок отверстий, например для проверки правильности режимов термической и термохимической обработки, зон перегрева при механической обработке и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД СРАВНЕНИЯ | 1992 |
|
RU2118793C1 |
| Выносной пробник для вихретокового контроля стенок отверстий | 1987 |
|
SU1516945A1 |
| ТРАНСФОРМАТОР СТРОЧНОЙ РАЗВЕРТКИ | 1993 |
|
RU2054721C1 |
| Вихретоковый датчик для неразрушающих испытаний и способ его изготовления | 1980 |
|
SU987508A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СУПОРОСНОСТИ СВИНОМАТОК | 1994 |
|
RU2083161C1 |
| ПЛАЗМЕННАЯ ПАНЕЛЬ НАБОРНОГО ЭКРАНА | 2003 |
|
RU2254619C2 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КОЛЁСНЫХ ПАР ВАГОНОВ | 2020 |
|
RU2744644C1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП | 1999 |
|
RU2190845C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ В ВАКУУМЕ ИОННО-ПЛАЗМЕННЫМ НАПЫЛЕНИЕМ | 1993 |
|
RU2065890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ И ДВУСТОРОННЯЯ ПЕЧАТНАЯ ПЛАТА | 1998 |
|
RU2138931C1 |
Изобретение относится к измерительной технике и может быть использовано при контроле металлизации отверстий и трубок. Технический результат повышение прочности датчика и предотвращение механических повреждений обмотки без увелечения поперечного размера датчика. Это достигается тем, что в вихретоковом датчике для неразрушающего контроля металлизации отверстий и трубок, содержащем осесимметричный вытянутый вдоль оси симметрии каркас и расположенную на боковой поверхности каркаса обмотку в виде вытянутой вдоль оси каркаса спирали, каркас выполнен полым с отношением наружного D и внутреннего d поперечных размеров в интервале 1,4 < D/d < 1,6, а обмотка расположена на внутренней поверхности каркаса. Внутренняя полость каркаса может быть заполнена магнитопроводящим материалом, а также возможна установка центрального стержня с суживающейся заглушкой. Способ изготовления датчика включает изготовление плоской развертки каркаса, формирование обмотки на плоской эластичной диэлектрической подложке, наложение на плоскую развертку каркаса и придание каркасу нужной формы. 2 с. и 5 з.п. ф-лы, 5 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент ФРГ N 3050497, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
