Изобретение относится к сварочной технике и может быть использовано во всех отраслях промышленности, использующих электродуговую резку и сварку металлов.
Для расширения функциональных возможностей сварочного трансформатора необходимо иметь широкий диапазон регулирования сварочного тока и его выходной мощности, сохраняя при этом надежность устройства и уменьшая габариты и массу устройства в целом.
Известен трансформатор для дуговой резки и сварки, содержащий стержневой магнитопровод, на разных стержнях которого расположены секционированные первичная и вторичная обмотки, между секциями которых расположены секции дополнительной обмотки, охватывающей лобовые части обоих стержней, причем дополнительная обмотка включена согласно или встречно с первичной обмоткой [1]
Расположение на разных стержнях секции первичной и вторичной обмоток исключает возможность компенсации потоков рассеяния обмоток друг другом, что ограничивает выходную мощность, диапазон регулирования сварочного тока при такой конструкции ограничивается габаритами дополнительной обмотки, охватывающей лобовые части обоих стержней. Такое расположение дополнительной обмотки упрощает технологию изготовления трансформатора, но ухудшает его эксплуатационные характеристики.
Известен также трансформатор для дуговой резки и сварки [2] использованный в качестве прототипа, содержащий магнитопровод, на стержне которого расположены секционные первичная и вторичная обмотки, секции которых чередуются.
При нагрузке чередующиеся секционные обмотки имеют значительный магнитный поток рассеяния в радиальном направлении обмоток, что определяет индуктивное сопротивление рассеяния и падение напряжения трансформатора. Наличие индуктивного сопротивления в свою очередь увеличивает потребление из сети реактивной мощности, т.е. дополнительно нагружает трансформатор, ограничивая его выходную мощность.
Техническая задача изобретения создание трансформатора с широким диапазоном регулирования сварочного тока и его выходной мощности за счет компенсации потоков рассеяния.
Поставленная задача решается следующим образом.
Предложен трансформатор для дуговой резки и сварки, содержащий магнитопровод, на стержне которого расположены секционные первичная и вторичная обмотки с чередующимися секциями и дополнительная обмотка. Чередующиеся секции обмоток выполнены в виде концентричных по отношению к оси симметрии стержня магнитопровода аксиальных и радиальных рядов секций, при этом в каждом нечетном аксиальном ряду крайние секции первичной обмотки снабжены намотанными на них крайними секциями дополнительной обмотки, на которые в каждом четном аксиальном ряду намотаны крайние секции вторичной обмотки, а на среднюю секцию каждого нечетного аксиального ряда вторичной обмотки намотана средняя секция первичной обмотки четного аксиального ряда, на которую намотана средняя секция дополнительной обмотки.
Сущность технического решения поясняется следующим.
Предложенная конструкция и взаимное расположение секций первичной, вторичной и дополнительной обмоток обеспечивают равномерную компенсацию потоков рассеяния внутри обмоток и вытеснение их на пути главных потоков в магнитопроводе.
Потоки рассеяния первичной и вторичной обмоток, вытеснение в магнитопровод направлены встречно относительно друг друга и также компенсируются.
Включение дополнительной обмотки согласно или встречно с первичной или вторичной обмотками позволяет регулировать сварочный ток в широких пределах за счет изменения числа витков первичной или вторичной обмотки трансформатора.
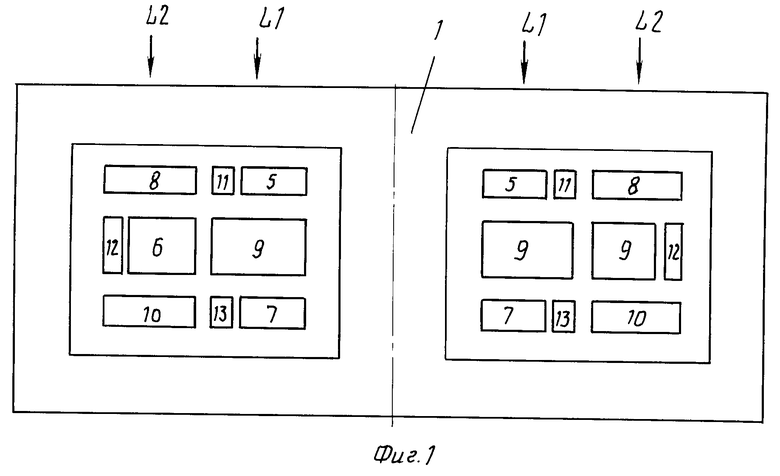
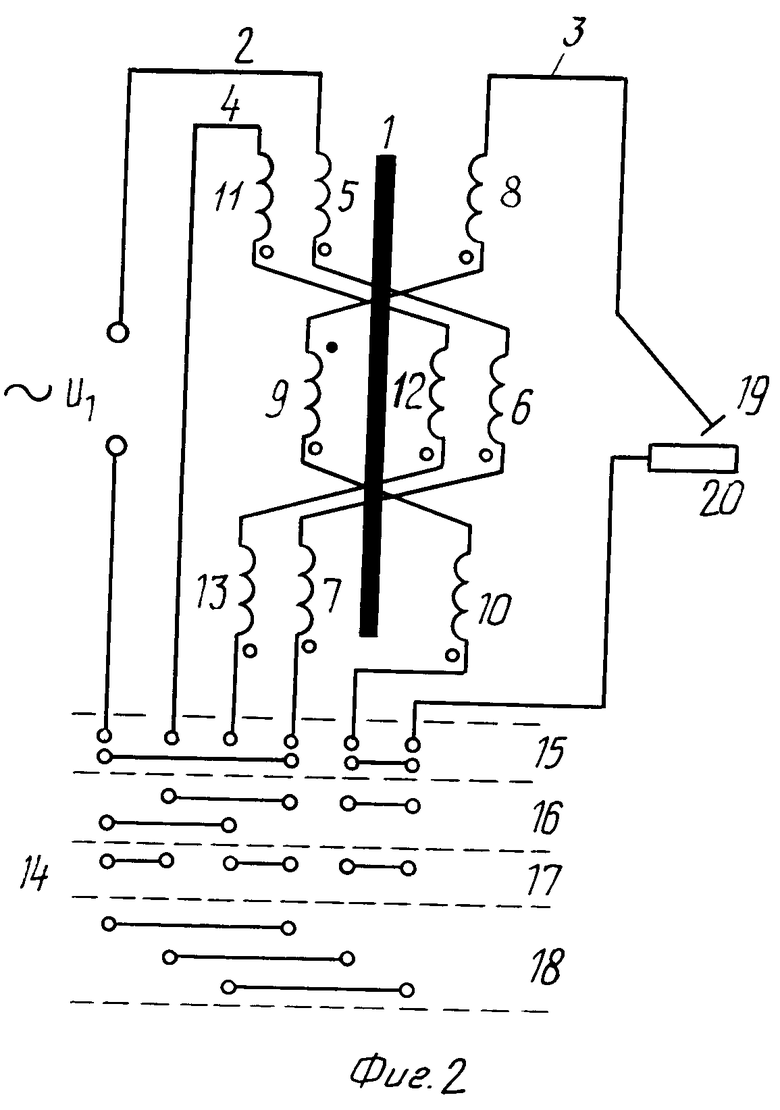
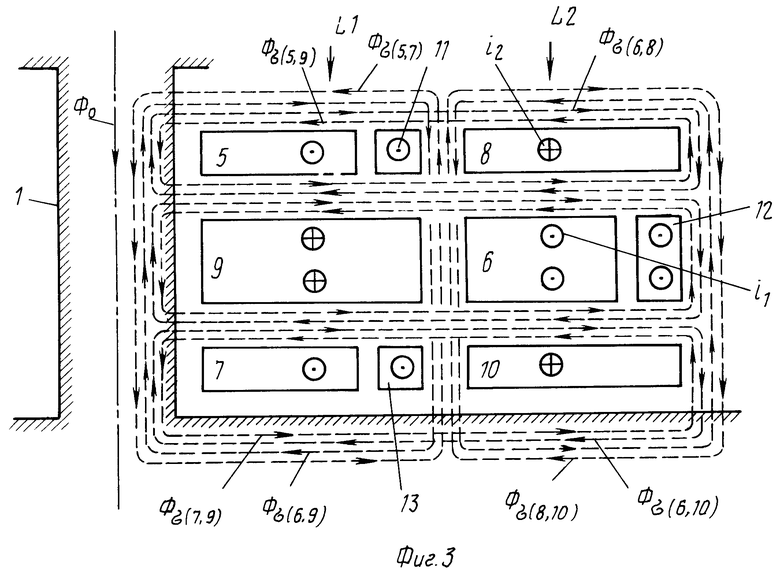
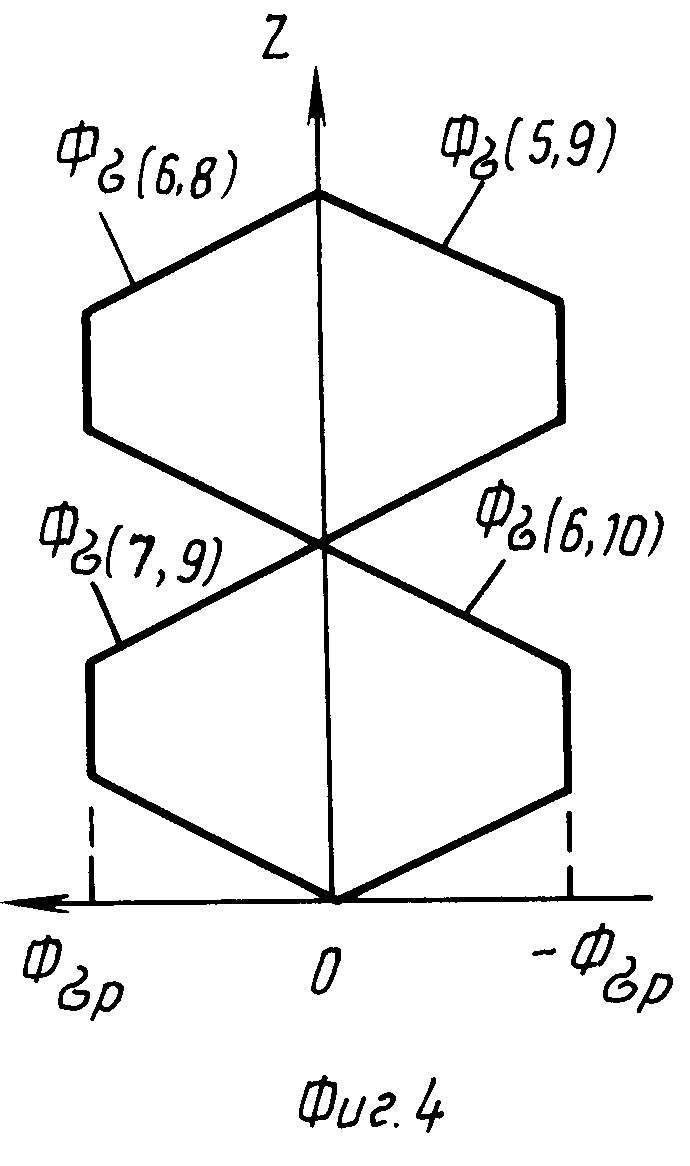
На фиг. 1 изображен предлагаемый трансформатор, разрез; на фиг. 2 принципиальная электрическая схема при соединении обмоток, обеспечивающих работу в диапазоне малых и больших токов; на фиг. 3 схема распределения потоков рассеяния первичной, вторичной и дополнительной обмоток; на фиг. 4 диаграммы потоков рассеяния секций в радиальном направлении обмоток; на фиг. 5 диаграммы потоков рассеяния секций в осевом направлении обмоток; на фиг. 6 трансформатор с концентричными рядами кратными двум.
Трансформатор для дуговой резки и сварки содержит сердечник 1 магнитопровода, на котором намотаны два аксиальных ряда: нечетного L1 и четного L2, секционные чередующиеся первичная 2, вторичная 3, дополнительная 4 обмотки.
Первичная обмотка 2 состоит из секций 5, 6, 7 вторичная обмотка 3 состоит из секций 8,9, 10, дополнительная обмотка 4 состоит из секций 11, 12, 13.
Крайние секции 5, 7 первичной обмотки 2 имеют число витков n1, крайние секции 8, 10, вторичной обмотки 3 имеют число витков n2, крайние секции 11, 13 дополнительной обмотки 4 имеют число витков n3.
Нечетный аксиальный ряд L1 состоит из крайних секций 5 7 первичной обмотки 2 и средней секции 9 с числом витков 2 n2 вторичной обмотки 3.
На крайние секции 5, 7 первичной обмотки 2 соответственно намотаны секции 11, 13 дополнительной обмотки 4 с числом витков n3.
Четный аксиальный ряд L2 состоит из крайних секций 8, 10 вторичной обмотки 3 и средней секции 6 с числом витков 2n1 первичной обмотки 2. На среднюю секцию 6 первичной обмотки 2 намотана средняя секция 12 с числом витков 2n3 дополнительной обмотки 4.
Радиальные ряды обмоток 2,3,4 составлены из чередующихся секций обмоток 5, 11, 8; 9, 6, 12; 7, 13, 10.
Секции 5,6,7 (фиг. 2) первичной обмотки 2, соответственно секции 8, 9, 10 вторичной обмотки 3, и секции 11, 12, 13 дополнительной обмотки 4 соединены последовательно.
Дополнительная обмотка 4 посредством переключателя 14 может быть включена последовательно согласно или встречно в первичную 2 или вторичную 3 обмотки для получения соответствующего режима работы.
Положение 15 переключателя 14 соответствует положению, при котором первичная обмотка 2 подключена к напряжению сети U1, а вторичная обмотка 3 подключена к электроду 19 и свариваемому изделию 20. Положение 16 переключателя 14 соответствует последовательному и согласному включению дополнительной обмотки 4 с первичной обмоткой 2 и подключение их к напряжению сети U1. Положение 17 переключателя 14 соответствует последовательному и встречному включению дополнительной обмотки 4 с первичной обмоткой 2 и подключение их к напряжению сети U1. Положение 18 переключателя 14 соответствует подключению первичной обмотки 2 к напряжению сети U1, дополнительная обмотка 4 последовательно и согласно включается с вторичной обмоткой 3 с подключением их к электроду 19 и свариваемому изделию 20.
Трансформатор работает следующим образом.
В режиме нагрузки при протекании по первичной обмотке тока i1, а по вторичной обмотке тока i2 для варианта (фиг. 2) схемы включения дополнительной компенсационной обмотки 4 в цепь первичной обмотки 2 последовательно и согласно, на фиг. 3 показаны потоки рассеяния секций в радиальном направлении Φσp и осевом направлении Φσo обмотки, диаграммы которых приведены соответственно на фиг. 4 и 5.
Радиальный поток рассеяния Φσp создается группами секций первичной 2 и вторичной обмотки 3, образованных в осевом направлении обмотки следующим образом.
Секции 6, 8 создают поток рассеяния Φσ(6,8), соответственно секции 5,9 создают Φσ(5,9), секции 7,9 создают поток Φσ(7,9) секции 6,10 создают поток Φσ(6,10). При этом поток рассеяния Φσ(5,9) фиг. 4 направлен встречно потоку рассеяния Φσ(6,8) и компенсирует его, аналогично поток рассеяния Φσ(6,10) направлен встречно и компенсирует поток Φσ(7,9).
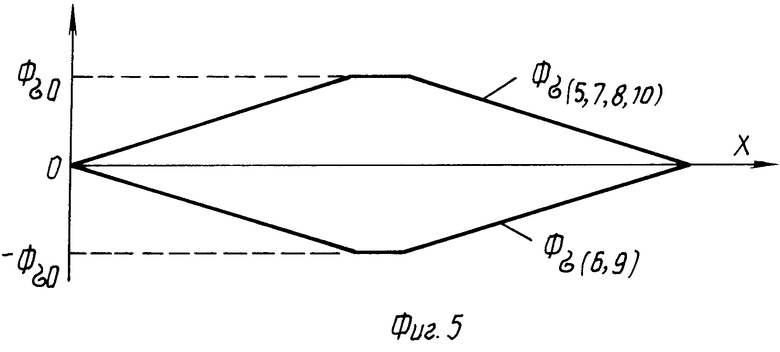
Осевой поток рассеяния Φσo создается группами секций первичной 2 и вторичной обмоткой 3, образованных в радиальном направлении обмотки следующим образом.
Секции 6,9 создают поток рассеяния Φσ(6,9), соответственно секции 5,7 создают поток Φσ(5,7), секции 8,10 создают поток Φσ(8,10). При этом потоки рассеяния Φσ(5,7) и Φσ(8,10) совпадают и образуют (фиг. 5) результирующее магнитное поле рассеяния Φσ(5,7,8,10), направленное встречно потоку рассеяния Φσ(6,9), компенсируя его.
При отключенной дополнительной обмотке 4 (положение 15 переключателя 14) в сварочной цепи потечет ток паузы, определяемый естественной характеристикой трансформатора.
Переводом переключателя 14 в положение 16 дополнительная компенсационная обмотка 4 включается последовательно и согласно с первичной обмоткой 2, увеличивает коэффициент трансформации и уменьшает напряжение на выходе трансформатора, что приводит к уменьшению сварочного тока.
Переводом переключателя 14 в положения 15-18 дополнительная компенсационная обмотка 4 включается последовательно или встречно с первичной обмоткой 2, уменьшает коэффициент трансформации и увеличивает напряжение на выходе трансформатора и соответственно ток в дуге до величины тока резки.
Переводом переключателя 14 в положение 18 дополнительная компенсационная обмотка 4 включается последовательно и согласно с вторичной обмоткой 3, а первична обмотка 2 подключается к напряжению сети U1, что дополнительно уменьшает коэффициент трансформации и увеличивает напряжение на выходе трансформатора и тока резки.
При чередовании секций первичной и вторичной обмоток как в аксиальном, так и в радиальном направлении достигается высокий уровень сильной электромагнитной связи между первичной и вторичной обмотками при минимальных механических усилиях в режимах сварки, т.е. при коротком замыкании.
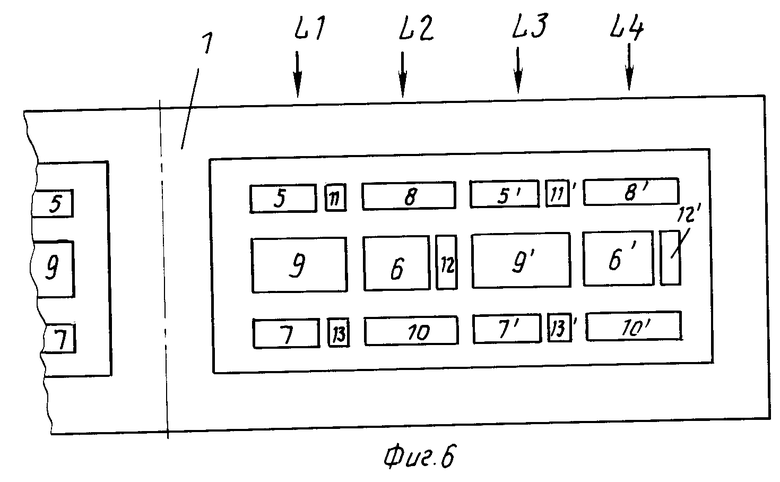
На фиг. 6 изображен вариант трансформатора, имеющий четыре концентричных аксиальных четных и нечетных ряда обмотки L1, L2, L3, L4, в котором первичная обмотка 2 состоит из секций 5,5', 6,6', 7, 7', вторичная обмотка 3 из секций 8, 8', 9, 9', 10, 10', дополнительная обмотка 4 из секций 11, 11', 12, 12', 13, 13'. В данном случае увеличивается компенсация потоков рассеяния в трансформаторах большой мощности, имеющих большие геометрические размеры магнитопровода и сечение провода обмотки.
Уменьшение индуктивного сопротивления короткого замыкания позволяет увеличить мощность трансформатора более чем в 2 раза по сравнению с известными в тех же габаритах.
Включение дополнительной обмотки в цепь первичной или вторичной обмоток согласно или встречно позволяет увеличить глубину регулирования сварочного тока, не увеличивая размеров трансформатора. Кроме того, упрощена технология изготовления трансформатора за счет исключения дросселя из вторичной цепи при получении высококачественного сварочного шва.
Особенно целесообразно использование изобретения в бытовых трансформаторах для дуговой резки и сварки металлов токами до 500 А, особенно для работы на высоте для сварки конструкций, где требуются легкие до 10-15 кг простые по конструкции и надежные в работе источники питания.
Таким образом предлагаемый трансформатор имеет лучшие сварочные свойства за счет уменьшения индуктивного сопротивления и повышения жесткости внешней характеристики, обеспечивающие превышение напряжения трансформатора над напряжением дуги при изменении величины тока сварки, а также широкий диапазон регулирования сварочного тока при увеличении выходной мощности и снижении габаритов и массы.
Опытный образец предлагаемого устройства, имеющий двухрядные чередующиеся обмотки имеет следующие характеристики:
Входное напряжение, U1 (однофазное) 220В
Ток/напряжение дуги, Iд/Uд 350 А/88 B
300 A/60 B
250 A/40 B
150 A/26 B. Выходное напряжение, U2хол 60В Число витков первичной обмотки, n1 131 Число витков вторичной обмотки, n2 36 Число витков дополнитель- ной обмотки, n3 16 Масса, кг 15 Габариты, мм 260х320х200
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ ТРАНСФОРМАТОР ДЛЯ ИНВЕРТОРНОГО ИСТОЧНИКА ПИТАНИЯ | 2009 |
|
RU2492976C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2053066C1 |
| Сварочный трансформатор | 2017 |
|
RU2647876C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1719168A1 |
| Источник питания для сварки модулированным током (его варианты) | 1981 |
|
SU1042922A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2063314C1 |
| Однофазный трансформатор для дуговой сварки | 1991 |
|
SU1787289A3 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1994 |
|
RU2086029C1 |
| КОНТАКТНО-ДУГОВОЙ СВАРОЧНЫЙ АППАРАТ И СПОСОБ НАМОТКИ ЕГО ТОРОИДАЛЬНОГО СИЛОВОГО ТРАНСФОРМАТОРА | 1993 |
|
RU2111097C1 |
Изобретение относится к сварочной технике. Сущность изобретения: трансформатор для дуговой резки и сварки содержит магнитопровод, на стержне которого расположены секционные первичная и вторичная обмотки с чередующимися секциями и дополнительная обмотка. Чередующиеся секции обмоток выполнены в виде концентричных по отношению к оси симметрии стержня магнитопровода аксиальных и радиальных рядов. При этом в каждом нечетном аксиальном ряду крайние секции первичной обмотки снабжены намотанными на них крайними секциями дополнительной обмотки, на которые в каждом четном аксиальном ряду намотаны крайние секции вторичной обмотки. На среднюю секцию каждого нечетного аксиального ряда вторичной обмотки намотана средняя секция первичной обмотки четного аксиального ряда, на которую намотана средняя секция дополнительной обмотки. 6 ил.
ТРАНСФОРМАТОР ДЛЯ ДУГОВОЙ РЕЗКИ И СВАРКИ, содержащий магнитопровод, на стержне которого расположены секционные первичная и вторичная обмотки с чередующимися секциями, отличающийся тем, что он снабжен секционной дополнительной обмоткой, причем чередующиеся секции обмоток выполнены в виде концентричных по отношению к оси симметрии стержня магнитопровода аксиальных и радиальных рядов, при этом в каждом нечетном аксиальном ряду на крайние секции первичной обмотки намотаны крайние секции дополнительной обмотки, на которые в каждом четном аксиальном ряду намотаны крайние секции вторичной обмотки, а на среднюю секцию каждого нечетного аксиального ряда вторичной обмотки намотана средняя секция первичной обмотки четного аксиального ряда, на которую намотана средняя секция дополнительной обмотки.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Костенко М.П., Пиотровский Л.М | |||
| Электрические машины, ч.1, Машины постоянного тока, Трансформаторы | |||
| Изд | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и доп | |||
| "Энергия" Ленинградское отделение, 1973, с.342-345. | |||
