Устройство относится к сварочному оборудованию и может быть использовано в качестве источника питания для дуговой сварки плавящимися электродами, а также для аргонодуговой сварки алюминия и его сплавов неплавящимися электродами.
Известно устройство, в котором дроссель и часть первичной обмотки закорачивается тиристорным ключом, что позволяет регулировать сварочный ток, изменяя угол открытия тиристоров.
Недостатками устройства является отдельный дроссель со своим магнитопроводом, в соответствии с повышенной массой и габаритами, а также изменяющийся коэффициент трансформации, так как часть первичной обмотки тоже закорачивается-тири- сторным ключом.
Известно также устройство, в котором дроссель с воздушным зазором выполняется на магнитопроводе сварочного трансформатора стержневого типа. Регулирование индуктивного сопротивления дросселя, а следовательно, и сварочного тила, осуществляется ступенчато - изменением числа обмотки, и плавно - изменением воздушного зазора в магнитопроводе дросселя. В этом устройстве ярмо сварочного трансформатора является общим и для магнитопровода дросселя, за счет чего достигается некоторая экономия электротехнической стали.
Х|
ч (Ј
00
Недостатком этого устройства является повышенная масса, так как магнитопровод дросселя имеет свои стержни и одно ярмо, что увеличивает массу и габариты устройства.
Цель изобретения -уменьшение массо- габаритных показателей.
Поставленная цель достигается тем, что дополнительные обмотки выполнены из одинакового количества секций, расположенных симметрично на обоих ярмах маг- нитолровода и соединенных через переключатель между собой попарно-последовательно в противофазе, все пары секций дополнительных обмоток соединненые между собой последовательно и подключены одним концом к первичной обмотке последовательно-согласно, а другим концом - к клемме питающей сети.
Кроме того, в устройство введен тири- сторный ключ, один конец которого подключен к клемме питающей сети, а другой - к переключателю.
Такая конструкция дополнительных обмоток позволяет выполнить дроссель с использованием магнитопровода трансформатора, позволяет экономить электротехническую сталь при изготовлении устройства и уменьшить его габариты. Если хотя бы одна пара секций дополнительных O6MOYOK закорочена тиристорным ключом, то достигается плавное регулирование тока изменением фазы включения тиристора в пределах одной ступени, а если все пары закорочены тиристорным, ключом, то плавное регулирование достигается во всем диапазоне сварочного тока. .
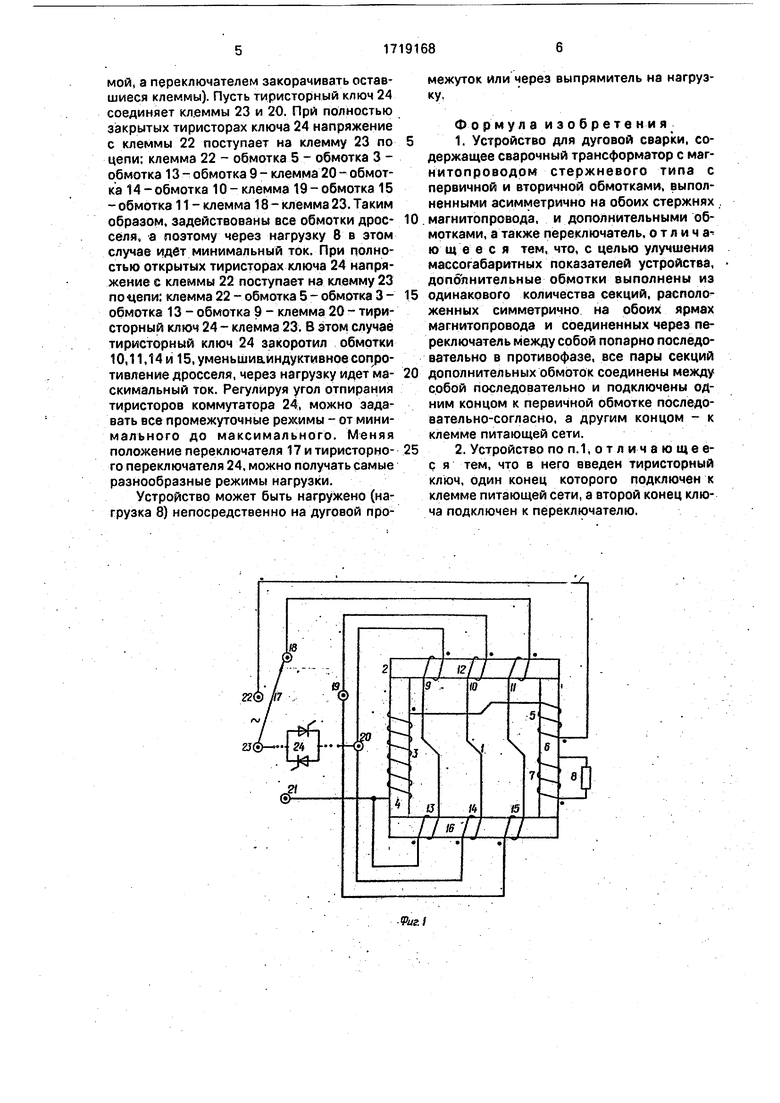
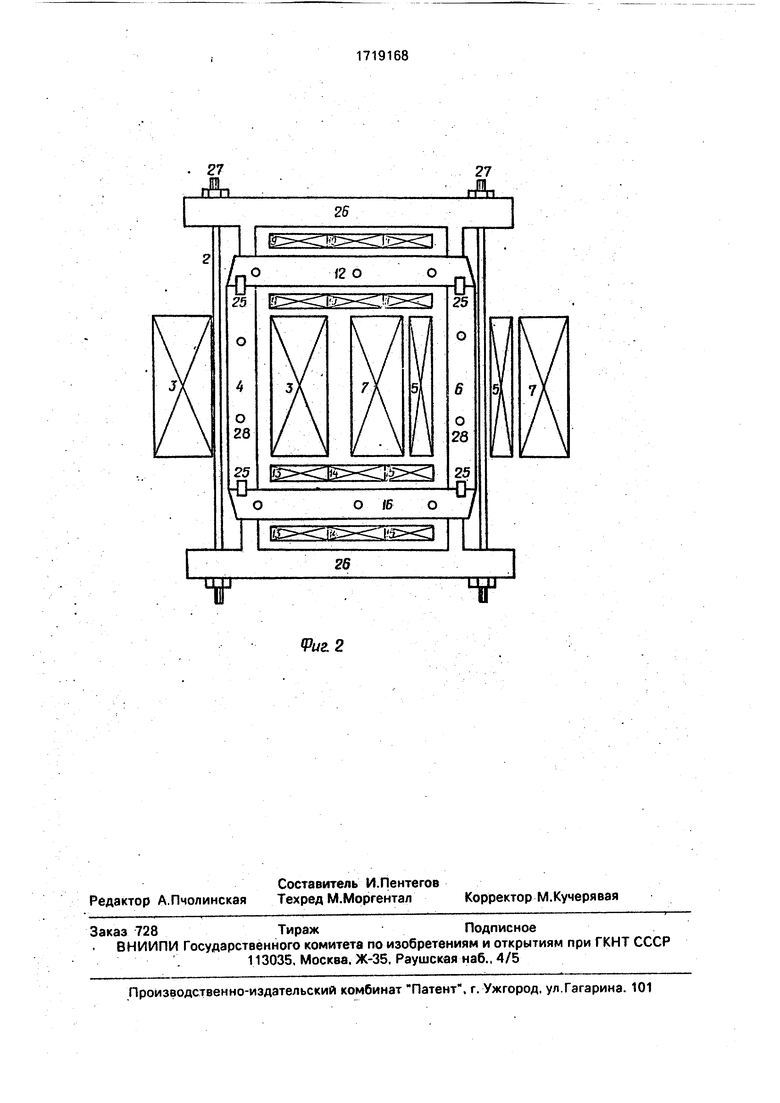
На фиг.1 изображена принципиальная электрическая схема устройствам фиг.2 - конструктивное исполнение устройства.
Устройство содержит сварочный трансформатор 1 с магнитопррводом 2 с первичной обмоткой, состоящей из двух секций (секция 3 намотана на стержне 4 магнито провода 2, секция 5 - на стержне 6) и вторичной обмоткой- 7, подключенной к нагрузке 8, дополнительные обмотки 9-11, намотанные на верхнем ярме 12, и обмотки 13-15, намотанные на нижнем ярме 16, переключатель 17с клеммами 18-21, клеммы 22 и 23 сети и тиристорный ключ 24.
На фиг.2 показаны шпонки 25, фигурные прижимы 26, стягивающие болты 27 и трубчатые заклепки 28.
Устройство работает следующим образом.
. Пусть на клеммы 22 и 23 подано сетевое напряжение по цепи: клемма 22 - секция 5 первичной обмотки, расположенной на стержне 6 магнитопровода 2 - секция 3 первичной обмотки расположенной на стержне 4, - дополнительная обмотка 13, расположенная на ярме 10, - дополнительная обмотка 9, расположенной на ярме 12, клемма 20 переключателя 17 - обмотка 14- обмотка 10 - клемма 19 - обмотка 15 - обмотка 11.- клемма 18 - клемма 23. Прохождение тока по частям 3 и 5 первичной обмотки способствует наведению во вто0 ричной обмотке 7 ЭДС, так как эти части включены последовательно и согласно. Прохождение тока в дополнительных обмотках не способствует неведению ЭДС в обмотке 7. так как эти обмотки включены последоеа5 тельно-встречно с первичной обмоткой, поэтому наводимая ЭДС в обмотке 13 компенсируется ЭДС, наводимой в обмотке 9. Наводимая ЭДС в обмотке 14 компенсируется ЭДС, наводимой в обмотке 10. Наво0 димая ЭДС в обмотке 15 компенсируется ЭДС, наводимой в обмотке -11. Поэтому при попарном включении этих обмоток напряжение холостого хода трансформатора не изменяется. Так как дополнительные обмот5 ки расположены на разных ярмах, они создают большой ток рассеяния, т.е. создают индуктивность рассеяния, что равносильно включению последовательно с первичной обмоткой дросселя. Поскольку дополни0 тельные обмотки расположены на расстоянии длины стержней 4 и 6 магнитопровода 2. небольшое количество витков этих обмоток создает значительный поток рассеивания, а это значит, что небольшим
5 количеством витков можно создать широкий диапазон режимов нагрузки устройства. Трансформатор 1 устройства рассчитывается так. Номинальный режим определяется взаимным расположением на стержнях
0 4 и 6 магнитопровода 2 первичной 3,5 и вторичной 7 обмоток трансформатора 1. Минимальный сварочный ток определяется суммарным количеством витков дополнительных обмоток. Затем все дополнитель5 ные витки разбиваются на необходимое количество пар. Если переключатель 17 замыкает клеммы 23 и 18, работают все дополнительные обмотки, т.е. сварочный ток устройства минимален. Если переключа0 тель 17 замыкает клеммы 23 и 21, все допол- нительные обмотки исключены, т.е. сварочный ток устройства максимален.
При повышенных номинальных сварочных токах по первичной обмотке проходит
5 сравнительно больной ток, поэтому более выгодно переключатель 17 заменить тиристорным ключом 24 полностью (закоротить клеммы 23 и 21 тиристорными ключом, а клеммы 23 и 18 - перемычкой} или частично (закоротить клемму 23 с любой другой клеммой, а переключателем закорачивать оставшиеся клеммы). Пусть тиристорный ключ 24 соединяет кл.еммы 23 и 20. При полностью закрытых тиристорах ключа 24 напряжение с клеммы 22 поступает на клемму 23 по цепи; клемма 22 - обмотка 5 - обмотка 3 - обмотка 13 - обмотка 9 - клемма 20 - обмотка 14-обмотка 10-клемма 19-обмотка 15 - обмотка 11 - клемма 18 - клемма 23. Таким образом, задействованы все обмотки дросселя, а поэтому через нагрузку 8 в этом случае идет минимальный ток. При полностью открытых тиристорах ключа 24 напряжение с клеммы 22 поступает на клемму 23 полепи: клемма 22 - обмотка 5 - обмотка 3 - обмотка 13 - обмотка 9 - клемма 20 - тиристорный ключ 24- клемма 23. В этом случае тиристорный ключ 24 закоротил обмотки 10,11,14 и 15, уменьшиаиндуктивное сопротивление дросселя, через нагрузку идет ма- скимальный ток. Регулируя угол отпирания тиристоров коммутатора 24, можно задавать все промежуточные режимы - от минимального до максимального. Меняя положение переключателя 17 и тиристорно- го переключателя 24, можно получать самые разнообразные режимы нагрузки.
Устройство может быть нагружено (нагрузка 8) непосредственно на дуговой промежуток или через выпрямитель на нагрузку,
Формула изобретения
1. Устройство для дуговой сварки, содержащее сварочный трансформатор с маг- нитопроводом стержневого типа с первичной и вторичной обмотками, выполненными асимметрично на обоих стержнях
магнитопровода, и дополнительными обмотками, а также переключатель, о т л и ч а- ю щ е вся тем, что, с целью улучшения массогабаритных показателей устройства, дополнительные обмотки выполнены из
одинакового количества секций, расположенных симметрично на обоих ярмах магнитопровода и соединенных через переключатель между собой попарно последовательно в противофазе, все пары секций
дополнительных обмоток соединены между собой последовательно и подключены одним концом к первичной обмотке последовательно-согласно, а другим концом - к клемме питающей сети.
2, Устройство по п. 1 -, о т л и ч а ю щ е е- с я тем, что в него введен тиристорный ключ, один конец которого подключен к клемме питающей сети, а второй конец ключа подключен к переключателю.
27
27
гДч
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом переменным током и устройство для его осуществления | 1990 |
|
SU1787722A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| Источник питания сварочной дуги | 1989 |
|
SU1690985A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| Источник питания для сварки переменным модулированным током | 1976 |
|
SU639671A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Источник питания для многопостовой дуговой сварки постоянным током | 1982 |
|
SU1073027A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2155120C1 |
| СВАРОЧНЫЙ АППАРАТ(ВАРИАНТЫ) | 2002 |
|
RU2220828C2 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1994 |
|
RU2072284C1 |
Изобретение относится к сварочному оборудованию, а именно к устройствам для дуговой сварки, и может быть использовано в качестве источника питания для дуговой сварки плавящимися электродами, а также для аргонодуговой сварки алюминия и его сплавов неплавящимися электродами. Цель - улучшение массогабаритных показателей., Для этого в устройстве для дуговой сварки, содержащем сварочный трансформатор магнитопроводом стержневого типа, дополнительные обмотки, состоящие из одинакового количества секций, выполнены симметрично на обоих ярмах магнитопро- вода. Такая конструкция дополнительных обмоток позволяет выполнить дроссель с использованием магнитопровода транс- Форматора, что позволяет экономить электротехническую сталь. Если хотя бы одна пара секций дополнительных обмоток закорочена тиристорным ключом, то достигается плавное регулирование тока изменением фазы включения тиристоров в пределах одной ступени, а если все пары закорочены тиристорным ключом, то плавное регулирование будет во всем диапазоне сварочного тока. 1 з.п. ф-лы, 2 ил. ты W Ј
р
25
ЕЈ
г о
О 28
25
ш
1Г
г2
СИ
25 О
О 28
25
О 16
0;| Јхз
| Оборудование для дуговой сварки / Под ред | |||
| В.В.Смирнова.-Л.: Энергоиздат, 1986, с | |||
| Ветроэлектрическая силовая установка | 1921 |
|
SU378A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Там же, с | |||
| Саморазгружающаяся железнодорожная платформа | 1921 |
|
SU366A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
