Изобретение относится к оборудованию для изготовления декоративно-облицовочных плит литьевым способом на основе гипсовых или других вяжущих быстротвердеющих материалов.
Известен конвейер для формования изделий литьевым способом, включающий станину, приводной и натяжной барабаны, бесконечную ленту с прикрепленными к ней эластичными формами, стенки которой соединены между собой гибкими связями, например тонкой резиной, причем передняя стенка формы по ходу движения конвейера прикреплена жестко, а боковые и задние стенки формы подвижно [1]
Однако такая конструкция конвейера и сборной эластичной формы, в частности, не обеспечивает необходимого качества формуемых изделий из-за возможности подлива формуемой массы в местах сочленения элементов эластичной формы, вследствие чего изделие на лицевых поверхностях будет иметь (и практически имеет) многочисленные облои, нарушающие товарный вид изделия и требующие дополнительных трудозатрат для их удаления.
Кроме того, сборная форма сложна по конструкции, недолговечна и ненадежна в эксплуатации.
Наиболее близким по технической сущности к изобретению является конвейер для изготовления декоративных гипсовых плит [2] содержащий раму с приводным валом, бесконечный тяговый орган, эластичные формы, установленные на опорных элементах, и распалубочные ролики.
Однако в известном техническом решении эластичная форма сборной конструкции выполнена в виде прикрепленного к бесконечной гибкой ленте поддона с продольными бортами и поперечных бортов, прикрепленных к той же ленте посредством винтовых соединений.
Такая конструкция конвейера и сборной формы также не обеспечивает необходимого качества формуемых изделий по меньшей мере по двум причинам.
Так как поддон формы прикреплен к бесконечной гибкой ленте на клею по всей контактирующей поверхности, то во время эксплуатации из-за неизбежной вытяжки ленты будет существенно меняться расстояние между поперечными бортами формы, определяющее один из габаритных размеров изделия.
Сборная конструкция формы предопределяет возможность подлива формуемой массы в местах сочленения поперечных бортов с поддоном и с продольными бортами формы, в связи с чем изделия на лицевых поверхностях будут иметь (и практически имеют) в местах подлива облои, нарушающие товарный вид изделий и требующих дополнительных трудозатрат для их удаления.
Кроме того, форма такой конструкции также недолговечна и ненадежна в эксплуатации.
Задача изобретения повышение качества выпускаемых изделий, а также эксплуатационной надежности и долговечности формовочного оборудования, сокращение трудозатрат.
Для решения поставленной задачи в конвейере для изготовления декоративных плит на основе гипсовых или других вяжущих быстротвердеющих смесей, содержащем раму с приводным валом, бесконечный тяговый орган, эластичные формы, установленные на опорных элементах, и распалубочные ролики, тяговый орган конвейера выполнен в виде двух параллельно движущихся цепей, а каждая эластичная форма выполнена как единое целое и снабжена ребрами жесткости, которыми она опирается на жесткую опорную площадку с продольными прорезями, закрепленную с помощью кронштейнов и поперечных траверс на одной паре противолежащих звеньев тяговых цепей, и через прорези в плоскости взаимодействует с распалубочными роликами, установленными над нижней ветвью тягового органа. Кроме того, распалубочные ролики могут быть установлены под нижней четвертью приводного вала, огибаемого тяговым органом. При этом эластичные формы выполнены с внутренними радиусами между продольными и поперечными бортами и поддоном, а также между самими бортами, причем величина радиусов берется не менее 1/10 высоты борта формы. Помимо этого конвейер снабжен вибрирующими роликами, которые установлены под верхней ветвью тягового органа в зоне заливки формовочной смеси и взаимодействуют с эластичной формой через прорези в опорной площадке.
В результате осуществления изобретения полностью исключается при эксплуатации влияние вытяжки тягового органа формовочного конвейера на геометрические размеры изделия, а также устраняются дефекты изделия в виде облоев и подливов в местах сочленения бортов формы с поддоном и между собой. Это обусловлено наличием неразъемной эластичной формы, креплением ее с помощью кронштейнов и поперечных траверс только к одной паре противолежащих звеньев тяговых цепей, наличием жесткой опорной площадки с прорезями, через которые распалубочные ролики взаимодействуют с эластичной формой. Расположение распалубочных роликов на участке, где тяговый орган огибает приводной барабан, исключает необходимость использования дополнительного приспособления для их подачи. Наличие внутренних радиусов в форме положительно влияет на качество изделий. Наличие вибрирующих роликов в зоне заливки формовочной смеси способствует удалению из нее воздуха и улучшает удобоукладываемость смеси, а их взаимодействие с эластичной формой через прорези в опорной плоскости дает возможность местного воздействия на форму без передачи вибрации к соседним формам.
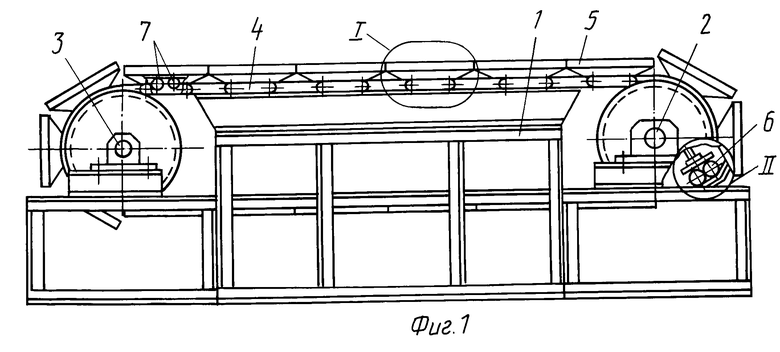
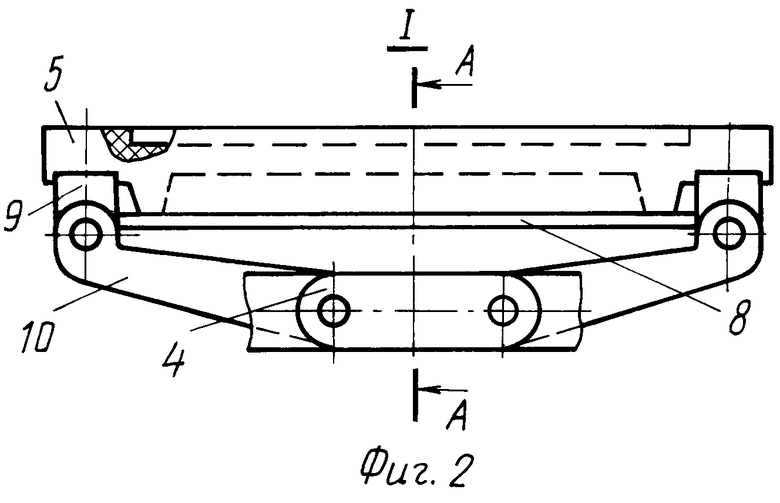
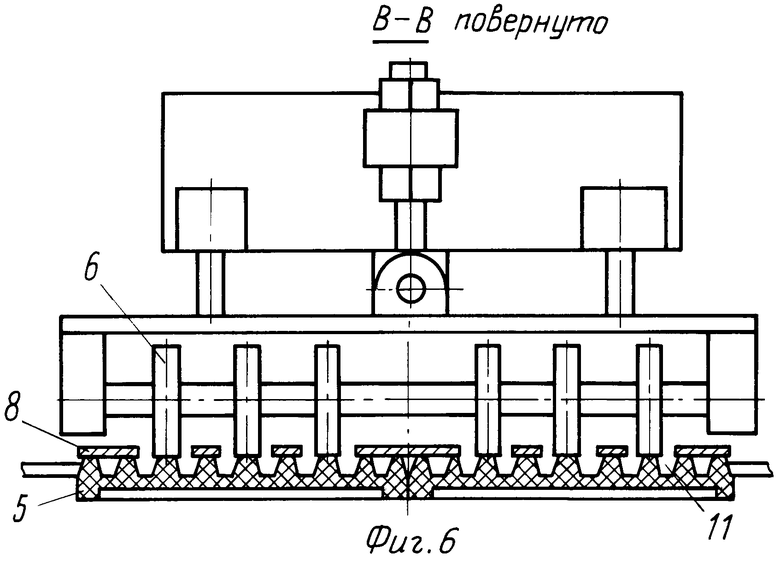
На фиг. 1 изображен конвейер, общий вид; на фиг.2 узел I на фиг.1; на фиг.3 разрез А-А на фиг.2; на фиг.4 вид по стрелке Б на фиг.3; на фиг.5 узел II на фиг.1; на фиг.6 разрез В-В на фиг.5.
Формовочный конвейер содержит раму 1, приводной 2 и натяжной 3 валы со звездочками, тяговые цепи 4 с формами 5, распалубочные ролики 6, вибрационные ролики 7 и средства мойки и подсушки формы (не показаны).
Формы 5 состоят из поддона с продольными и поперечными бортами и ребер жесткости. Формы выполнены из эластичного композиционного материала как единое целое, исключающее возможность нарушения качества лицевых поверхностей изделия из-за подливов в местах сочленения продольных и поперечных бортов формы к поддону и между собой, причем радиус сочленения этих элементов должен быть не менее 1/10 высот борта формы.
Каждая форма опирается ребрами жесткости на жесткую опорную площадку 8, которая крепится с помощью поперечных к направлению движения конвейера траверс 9 и кронштейнов 10 к одной противолежащей паре звеньев параллельно движущихся цепей 4 формовочного конвейера. Жесткая опорная площадка 8 имеет продольные к направлению движения конвейера прорези 11, в которые входят распалубочные 6 и вибрационные 7 ролики для взаимодействия с ребрами жесткости эластичной формы. Распалубочные ролики 6 размещены над нижней ветвью тягового органа и через прорези 11 в жестких опорных площадках 8 взаимодействуют с частью ребер жесткости формы и за счет ее принудительного выгиба производят распалубку изделий. Наиболее удачным местом установки распалубочных роликов является участок под нижней четвертью приводного вала, огибаемого тяговым органом.
Конвейер снабжен также вибрирующими роликами 7, установленными под верхней ветвью тягового органа в зоне заливки формовочной смеси, которые взаимодействуют с эластичной формой 5 через прорези 11 опорной площадки 8.
Под нижней ветвью тяговой цепи смонтирован конвейер, на который после распалубки попадают отвержденные изделия. С помощью этого конвейера изделия попадают в зону укладки их на сушильный конвейер (не показан).
Конвейер работает следующим образом.
На начальном участке конвейера формы 5 заполняют формовочной массой. Кратковременная вибрация форм с фоpмовочной массой в процессе прохождения этих форм в зоне действия вибрационного устройства 7 обеспечивает полное заполнение формовочного пространства формы, удаление воздушных пузырьков с лицевой поверхности и граней изделия. В процессе перемещения формы по конвейеру во время отверждения изделий форма частью своих ребер свободно опирается на жесткие опорные площадки 8, предохраняя форму от деформаций. По мере продвижения форм к приводному валу 2 конвейера формовочная масса твердеет и в конце прохождения каждой формой звездочки приводного вала распалубочные ролики 6 входят в контакт с ребрами жесткости эластичной формы, выгибают ее и производят расформовку изделий, которые затем с помощью конвейера направляются в зону укладки их с транспортные устройства сушильного конвейера.
Освободившиеся от изделий формы 5 в процессе движения совместно с нижней ветвью тяговой цепи поступают на промывку, подсушку, а затем снова на формовку в зону заливки форм формовочной массой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железобетонных плит с преднапряженной арматурой | 1985 |
|
SU1454703A1 |
| Поддон формы для изготовления гипсовых литых плит | 1978 |
|
SU774945A1 |
| Установка для изготовления изделий для строительных смесей | 1982 |
|
SU1090555A1 |
| Установка для изготовления изделий из строительных смесей | 1986 |
|
SU1426802A2 |
| ИЗОГНУТЫЙ КОНЦЕВОЙ РАБОЧИЙ ОРГАН ДЛЯ СШИВАЮЩЕГО ИНСТРУМЕНТА | 2012 |
|
RU2642325C2 |
| КАССЕТА СО СКОБКАМИ, ОСНАЩЕННАЯ СМИНАЕМОЙ ПЛАСТИНОЙ | 2012 |
|
RU2639028C2 |
| КАССЕТА СО СКОБКАМИ, ВКЛЮЧАЮЩАЯ СМИНАЕМУЮ ПЛАСТИНУ | 2012 |
|
RU2628054C2 |
| КОМПЕНСАТОРЫ ТОЛЩИНЫ ТКАНИ | 2013 |
|
RU2627626C2 |
| ХИРУРГИЧЕСКИЙ СШИВАТЕЛЬ С НЕПОДВИЖНЫМИ ПОДАЮЩИМИ ЭЛЕМЕНТАМИ ДЛЯ ПОДАЧИ СКОБОК | 2012 |
|
RU2625772C2 |
| КАССЕТА СО СКОБКАМИ СО СЪЕМНОЙ ЧАСТЬЮ | 2012 |
|
RU2602940C2 |



Использование: в строительной индустрии для изготовления декоративных плит на основе гипсовых или других вяжущих быстротвердеющих смесей. Сущность изобретения: конвейер для изготовления декоративных плит имеет тяговый орган в виде двух параллельно движущихся цепей, на противолежащих звеньях которых закреплены с помощью кронштейнов и поперечных траверс жесткие опорные площадки с продольными прорезями. На эти площадки опираются ребрами жесткости эластичные формы. Причем каждая площадка закреплена на одной паре противолежащих звеньев цепи. Форма через прорези взаимодействует с распалубочными и вибрирующими роликами. Распалубочные ролики установлены на раме над нижней ветвью тягового органа. Формы выполнены с внутренними радиусами. 3 з.п.ф-лы, 6 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Конвейер для изготовления декоративных гипсовых плит | 1987 |
|
SU1482799A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
