Г-г
с
ш



Изобретение относится к производству сборного железобетона и позволяет повысить качество изделий за счет обеспечения равномерности натяжения арматуры. Это достигается тем, что в форме для изготовления предварительно напряженных изделий из бетонных смесей опорные площадки 8 траверс 4 и 5 размещены в плане по кривым прогиба, симметричным поперечной оси симметрии поддона 1. 8 ил.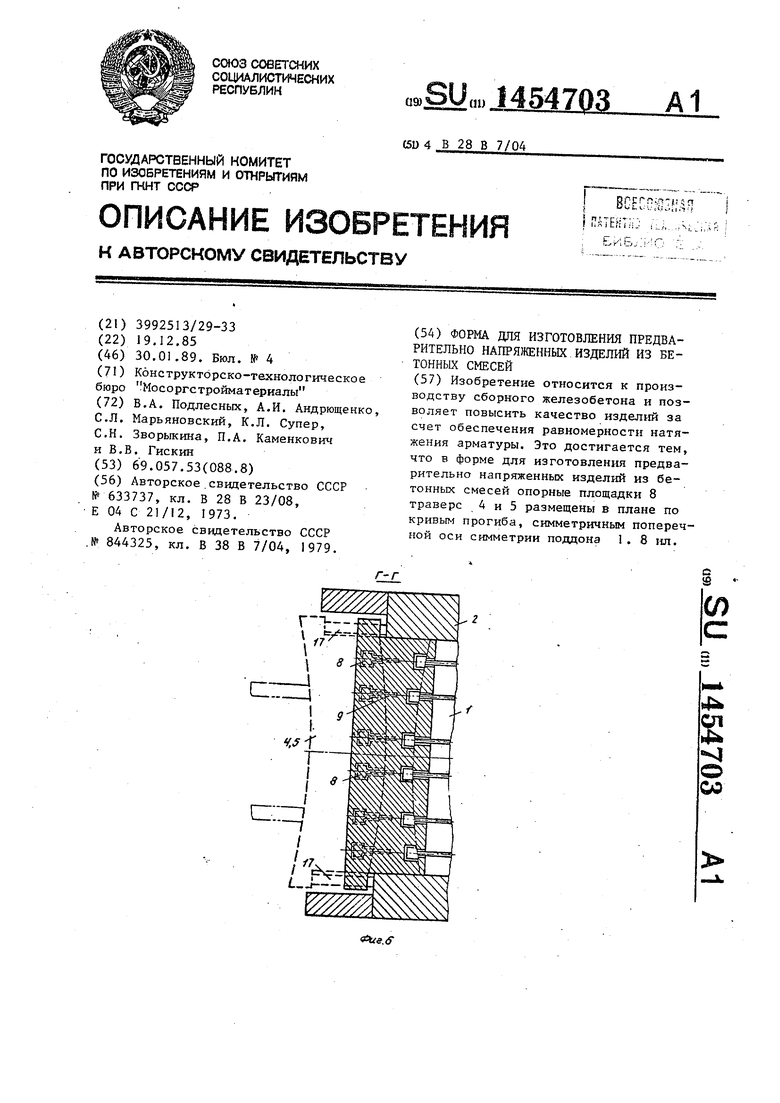
с::
/ Ь шщ
(Л
с
4
Ч
О
Изобретение относится к технике производства изделий сборного бето и железЬбетона.
Цель изобретения - повышение качества изделий путем обеспечения р номерности натяжения арматуры.
На фиг. 1 схематически изображе форма для изготовления предварител напряженных изделий из бетонных см сей, вид в плане; на фиг. 2 - разр А-А на фиг. 1} на фиг. 3 - разрез В-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - узел I на фиг. 1; на фиг. 6 - разрез Г-Г на фиг.З; на фиг. 7 - вид Д на фиг на фиг. 8 - разрез Е-Е на фиг. 3.
Форма для изготовления предварительно напряженных изделий из бетонных смесей состоит из поддона 1 с жестко прикрепленными к нему продольными силовыми бортами 2, выполненными с распалубочным технологическим уклоном. С торцовых сторон поддона I на направляющих 3 Смонтированы траверсы 4 и 5. Каждая из траверс в передней части по отношению к торцам формуемого изделия 6 имеет пазы 7 и опорные площадки 8 для размещения напрягаемой стержневой арматуры 9 с анкерами 10. Траверса А в задней части имеет карман I1 для захватов натяжного устройства (не показано). Траверса 4 установлена на направляющих 3. Каждая из траверс 4 и 5 оснащена съемными несиловыми бортами 12, в которых выполйены прорези 13 для пропуска напрягаемых арматурных -стержней 9 формуемого изделия 6. В бортах 12 вьшолнпны конические отверстия 14, в бортах 2 - резьбовые отверстия 15 через которые проходит прижимной стопорный винт 16, обеспечивая прижим съемного несилового борта 12 к продольным силовым бортам 2 и траверсам 4 и 5. Между торцами продольных силовых бортов 2 и траверсо 4 размещаются чеки 17, фиксирующие натяжение арматурных стержней 9. Трверса 5 в нижней части имеет упоры 18, контактирующие с поддоном 1 при натяжении арматурных стержней 9, чт снижает деформативность этого борта
Опорные площадки 8 траверс 4 и 5 размещены в плане по кривым прогиба симметрично поперечной оси симметрии поддона.
15
20
25
Q
30
35
40
45
50
55
Форма для изготовления предварительно напряженных изделий из бетонных смесей работает следующим образом.
Очищенная от остатков бетона и смазанная а-нтиадгезнонной смазкой форма подается на пост укладки арматуры. В исходном положении формы на посту укладки арматуры съемные несиловые борта 12 сняты, траверса 4 передвинута в крайнее положение внутрь продольньк бортов 2. После укладки в форму нижней арматурной сетки и другой ненапрягаемой арматуры в пазы 7 траверс 4 и 5 устанавливают арматурные стержни 9 таким образом, чтобы анкеры 10 напрягаемой стержневой арматуры вощли в зону опорных площадок 8. Затем укладьша- ют. верхнюю арматурную сетку и другую арматуру по проекту. Подготовленную форму устанавливают в устройство для одновременного натяжения стержневой арматуры гидромеханическим способом, прижж-1ая ее продольные силовые борта 2 к жестким упорам натяжного устройства. После включения гидродомкратов натяжного устройства его захваты через траверсу 4 осуществляют одновременное натяжение всех арматурных стержней 9 до проектной величины натяжения, фиксируемой чеками 17, которые помещают между силовыми продольными бортами 2 и траверсой 4. На траверсы 4 и 5 устанавливают поперечные силовые борта 12, которые с помощью прижимных винтов 16 крепятся к форме. В процессе натяжения арматуры траверса 4 прогибается, и опорные площадки 8 оказываются на одной линии, что выравнивает напряжение в арматурных стержнях 9.
Форма с заправленной арматурой поступает на формовку и тепловлажност- ную обработку, после которой производят распалубку изделия 6. Вращением винтов I6 открепляют от формы поперечные несиловые борта 12, которые грузоподъемным устройством снимают с формы. Концы арматурных стержней 9 изделия 6 обрезают, передавая натяжение с формы на изделие. Траверсы 4 и 5 гидроцилиндром или другим устройством отодвигаются по направляющим 3 от изделия 6, что обеспечивает возможность его снятия с поддона I. Далее форма поступает на пост
чистки и смазки; технологический процесс повторяется.
Формула изобретения
Форма для изготовления железобетонных плит с преднапряженной арматурой, содержащая жестко соединенные с поддоном продольные борта, поперечные борта и подвижные траверсы с
145
1454703
опорными площадками под анкеры напрягаемой арматуры, отличаю- Щ а я с я тем, что, с целью повышения качества изделий за счет обеспечения равномерности натяжения арматуры, опорные площадки траверс размещены в плане по кривым прогиба, симметричным поперечной оси симметрии поддона.
Л
Т
Фиг.1
Щиг.1
10
77
фиг.З
в-в
П
/г 10
ФигА
видА
r/J
/
-rs
-
| Форма для изготовления предварительно напряженных железобетонных изделий | 1973 |
|
SU633737A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Авторское свидетельство СССР ,№ 844325, кл | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
