Изобретение относится к металлургии и может быть использовано для изготовления отливок из легкоплавких сплавов и минеральных материалов, в частности пористых металлических и неметаллических отливок для строительных конструкций.
Известен способ изготовления отливки путем заливки жидкого металла в разовые литейные формы, полученные из уплотненных облицовочных и наполнительных смесей, которые содержат наполнитель и увлажняющие компоненты. При приготовлении формовочных смесей вначале в смеситель подают сухой наполнитель, затем вводят увлажняющие компоненты, например воду и жидкое стекло. Смесь перемешивают и транспортируют на участок изготовления форм. После нанесения смесей на модель и их уплотнения облицовочный слой формы подсушивают с помощью нагревательных устройств (Куманина И.Б. Литейное производство. M. Машиностроение, 1971, с. 150).
Недостатками этого способа изготовления отливки являются высокая трудоемкость смесеприготовления и получения формы, загрязнение окружающей среды при выбивке формы после затвердевания в ней металла, большие энергозатраты.
Наиболее близок к изобретению способ изготовления отливки, включающий последовательное заполнение оснастки облицовочной и наполнительной смесями, содержащими увлажняющее вещество, уплотнение смеси, замораживание облицовочного слоя, извлечение модели, сборку формы и заливку жидкого металла в собранную форму (авт.св. N 428843, кл. В 22 С 9/00, 1975).
Недостатки такого способа изготовления отливки высокая трудоемкость получения формы, недостаточная скорость охлаждения отливки в связи с применением формовочных материалов с высокими теплоизоляционными свойствами, загрязнение окружающей среды при выбивке формы.
Цель изобретения снижение трудоемкости получения формы, уменьшение стоимости формы и отливки, улучшение экологических условий, ускорение затвердевания залитого в форму материала, повышение механических свойств отливки.
Это достигается тем, что в предлагаемом способе изготовления отливки, включающем изготовление формы, заливку в форму жидкого материала, форму изготавливают из замороженной жидкости и в эту форму заливают жидкий материал, причем заливку расплава в форму производят при температуре поверхности формы ниже температуры плавления замороженной жидкости в форме.
Предлагаемый способ изготовления отливки отличается также тем, что форму изготавливают путем замораживания воды на поверхности модели или путем уплотнения снега в пространстве между моделью и опокой, или путем уплотнения смеси снега и зернистого огнеупорного материала в пространстве между моделью и опокой. Кроме того, поверхность замороженной формы покрывают огнеупорной краской, после заливки расплава и его затвердевания в форме замороженную жидкость использованной формы плавят и повторно используют для изготовления новой формы.
При изготовлении отливки предлагаемым способом может быть несколько вариантов технологического процесса.
Первый вариант: модель покрывают разделительным слоем, например техническим вазелином, и форму изготавливают путем замораживания воды на поверхности модели, причем вода может быть загрязненной частицами других веществ, в ледяную форму заливают расплав материала; образовавшуюся отливку извлекают из формы, нерасплавившуюся часть формы плавят, например, горячей водой или путем нагрева, и полученную жидкость повторно используют для изготовления новой формы.
Второй вариант: форму изготавливают путем уплотнения снега в пространстве между моделью и опокой, причем используют естественный снег или полученный из воды по технологии производства мороженого; в полученную форму заливают расплав материала; после затвердевания материала отливку извлекают и доплавляют форму, если форма не полностью расплавилась от тепла, получаемого от отливки.
Третий вариант: форму изготавливают путем уплотнения смеси снега и зернистого огнеупорного материала в пространстве между моделью и опокой, а далее выполняют те же операции, которые следуют при втором варианте.
Четвертый вариант: получают замороженную форму в виде ледяной конструкции, уплотненного снега, уплотненной смеси снега и зернистого огнеупорного материала и поверхность замороженной формы покрывают огнеупорной краской; далее выполняют операции, изложенные во втором варианте технологического процесса.
Во всех случаях основным компонентом материала формы является замороженная жидкость, в форму из замороженной жидкости заливают жидкий материал, заливку расплава в форму производят при температуре поверхности формы ниже температуры плавления замороженной жидкости в форме (при температуре 200-273 К).
После заливки расплава и его затвердевания в форме замороженную жидкость использованной формы плавят и повторно используют для изготовления новой формы. При применении третьего и четвертого вариантов можно снижать теплопроводность формы.
Способ рационально реализовывать при производстве отливок из легкоплавких сплавов, в частности алюминиевых, и из минеральных материалов. Чтобы форма не успевала расплавиться во время заливки жидкого материала, снижают температуру формы или увеличивают толщину огнеупорной краски на поверхности формы. Можно предварительно наносить на модель огнеупорный облицовочный слой, а затем использовать снег в качестве наполнителя.
Для получения плотных отливок необходимо делать наколы в форме, вентиляционные каналы, которые обеспечивали бы выход пара за пределы формы. В случае необходимости получения пористых металлических и неметаллических отливок, используемых в качестве строительных конструкций, отверстий в форме можно не делать (пар будет проходить через материал затвердевающей отливки и образовывать поры).
Первый вариант технологического процесса следует реализовывать при производстве тонкостенного литья, второй при производстве отливок среднего развеса, третий при производстве толстостенных отливок, четвертый в случае необходимости получения плотных отливок с высококачественной их поверхностью.
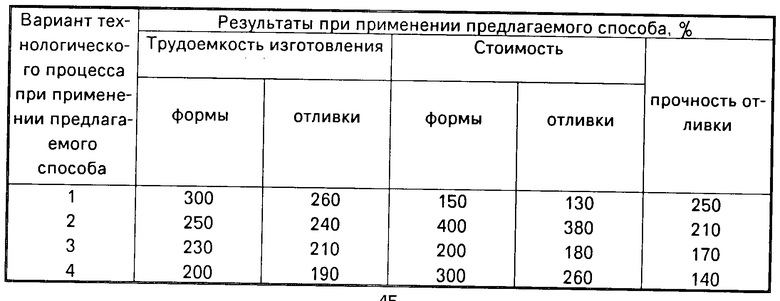
Предлагаемый способ изготовления отливки позволяет в 2-3 раза снизить трудоемкость получения формы, в 1,5-4 раза уменьшить стоимость формы и в 1,3-3,8 раз стоимость отливки, улучшить экологические условия, ускорить затвердевание залитого в форму материала, повысить в 1,4-2,5 раза механические свойства отливок.
Резко повышается производительность труда в связи с ускоренным получением форм и быстрым затвердеванием, а также охлаждением отливок в формах; отпадает необходимость в применении в литейном производстве большого количества формовочного песка, глины, крепителей, устройств для сушки форм; уменьшаются энергетические затраты в литейном производстве, достигается большой экономический эффект.
Изложенный способ испытан при производстве простых по форме (без применения стержней) отливок, но этот способ может использоваться и при производстве сложных отливок из различных сплавов (чугуна, стали, сплавов цветных металлов, неметаллических материалов). Применение способа в зимнее время, особенно в тех местах, где морозный период длится долго, очень эффективно. Но этот способ эффективен и в тех случаях, когда необходимо применять морозильные установки (эффективность достигается в связи с резким уменьшением формовочных материалов, многократным использованием дешевой технической воды для производства форм, уменьшением затрат на решение экологических задач).
Достигаемые технические результаты предлагаемого способа изготовления отливки приведены в таблице для случая изготовления пористых алюминиевых отливок, предназначенных для строительных конструкций.
Из таблицы следует, что положительный эффект от использования предлагаемого способа достигается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2142352C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 2010 |
|
RU2421299C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 2008 |
|
RU2360767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ОТЛИВОК С ПРИМЕНЕНИЕМ САМОТВЕРДЕЮЩИХ СМЕСЕЙ С ПОСЛЕДУЮЩИМ УПЛОТНЕНИЕМ НАПОЛНИТЕЛЬНЫМ СОСТАВОМ | 2007 |
|
RU2374030C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 2008 |
|
RU2378087C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 2005 |
|
RU2283724C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2017 |
|
RU2667569C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ДЕТАЛЕЙ | 2005 |
|
RU2292253C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 2005 |
|
RU2300442C2 |
Использование: для изготовления отливок из легкоплавких сплавов и минеральных материалов, в частности пористых металлических и неметаллических отливок для строительных конструкций. Сущность изобретения: форму изготавливают путем уплотнения снега в пространстве между моделью и опокой. Поверхность замороженной формы покрывают огнеупорной краской. После заливки расплава и его затвердевания в форме замороженную жидкость использованной формы плавят и повторно используют для изготовления новой формы. Положительный эффект: способ изготовления отливки позволяет повысить производительность труда, уменьшить энергозатраты, достичь большой экономической эффективности. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ, включающий изготовление формы путем уплотнения формовочного материала в пространстве между моделью и опокой и заливку в форму жидкого материала, отличающийся тем, что в качестве формовочного материала используют снег.
| Авторское свидетельство СССР N 1366043, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
