Изобретение относится к технике и технологии литейного производства. Сложные литые заготовки или готовые детали изготовляют в массовом производстве по выплавляемым моделям в оболочковых формах преимущественно из стали. Высокая точность отливок достигается тем, что форма не имеет разъема, отсутствуют стержни, а тепловое расширение формы минимальное.
Сущность процесса получения отливок по выплавляемым моделям заключается в изготовлении модели из легкоплавкого материала, покрытии ее огнеупорной обмазкой, а затем выплавлении ее из образовавшейся оболочки. Оболочку прокаливают для придания ей прочности, огнеупорности, газопроницаемости и удаления остатков модели, а затем заливают металлом. Метод литья по выплавляемым моделям в промышленности получил самое высокое техническое развитие.
Основными компонентами модельных составов являются парафин, стеарин, канифоль, воск и другие материалы с температурой плавления 50-80°С. Модельный состав разогревается в закрытых емкостях и содержится в них в пастообразном состоянии. Модели изготовляют в пресс-формах, имеющих внутренние полости, соответствующие конфигурации будущей отливки. Размеры ее учитывают усадку модельного состава и усадку литейного сплава отливки. Внутрь рабочей полости пресс-формы при помощи шприцев через литниковые каналы запрессовывают модельный состав. После кристаллизации состава пресс-форму раскрывают и модель извлекают. Отдельные модели собирают в блоки с общей литниковой системой при помощи пайки. В одном блоке может быть несколько десятков и даже сотен моделей.
В огнеупорную обмазку входят связующие вещества (этилсиликат, жидкое стекло, борная кислота), растворители (этиловый спирт, ацетон; серная и соляная кислоты, вода) и огнеупорная основа (кварцевый песок, пылевидный кварц, молотый шамот, электрокорунд). Огнеупорная обмазка (покрытие) состоит из ~ 25% жидкой фазы и 75% твердой. Хранится она в баках с температурой 10-15°С при постоянном перемешивании.
Процесс нанесения огнеупорного покрытия состоит из ряда повторяющихся операций: покрытие обмазкой, обсыпка огнеупорным материалом и сушка слоя. На модели наносят 4-6 огнеупорных слоев. Блок моделей с огнеупорным покрытием поступает на выплавку модельного состава.
Выплавляют модельный состав горячим воздухом, паром или в ваннах с горячей водой. В результате из керамической оболочки вытекает расплавившийся модельный состав, оставляя пустоты. Затем оболочку прокаливают при температуре 850±20°С в электрических газовых печах с предварительным помещением их в опоки с засыпкой песком. Прокаленные формы заливают металлом сразу после прокалки или после их охлаждения.
Прокаленные формы заливают металлом следующими способами: свободной заливкой из заливочного ковша или из носка печи. После кристаллизации сплава отделяют огнеупорную оболочку от отливки и отливки от стояка. Для этого используют вибрационные установки. Отделив отливку от стояка, ее направляют в очистной барабан для удаления остатков огнеупорной керамической оболочки в щелочном растворе.
См. Кузьмин Б.А. - М.: Машиностроение, 1981 г. «Технология металлов и конструкционные материалы», стр.169-172. Отливки по выплавляемым и выжигаемым моделям.
ОАО Барнаултрансмаш, цех 320 точного литья по вредности в основном размещен на трех этажах: А - литейный первый этаж, Б - модельный второй и В - формовочный (формовка) третий этажи. Масса стальных отливок составляет 5-30 кг и менее. Материалы и изделия транспортируются с помощью лифта, к нему - тележками. Предприятию 65 лет, с 1942 г. Цех работает без каких-либо технических обновлений.
Существенные недостатки во всех зонах технологического процесса следующие.
I. Категория А - отделения литья и участок извлечения отливок из опок и удаления огнеупорных оболочек.
Готовый расплав в плавильной печи с ускорением по формам разливают из ковша на носилках, перегретый металл в себя поглощает воздух, при этом в отливках образуются пористость, раковины, а также недоливы ввиду того, что в данном способе литья отсутствуют возможности применения средств уплотнения залитого металла в форме и др. причины.
На участке разборки отливку отделяют от огнеупорной оболочки на вибрационной установке, что создает большой шум от дроби, требования работы в наушниках, что создает неудобства: пыль и мусор, поток отходов под ногами делает производство трудоемким (тяжелым), вредным и плохой культуры в сравнении с модельным отделением.
II. Категория Б. Изготовляют модели в металлических формах запрессовкой модельного состава "силой" вручную с помощью шприца в зависимости от размеров по объему или массе, сложности наружной и внутренней конфигураций модели. Например, при таких операциях, как окончательная кристаллизация внутри моделей в охлажденной воде, сборка моделей на стояке в блок и т.д. Из-за хрупкости моделей блоки переносят осторожно в руках, что исключает возможность изготовления модели на автоматах или механической рукой.
III. Категория В. На блок моделей наносят обмазку, постоянно перемешивающуюся в емкости, затем обмазку обсыпают кипящим огнеупорным материалом, при этом формовщики работают в респираторах. Покрытые блоки для просушки развешивают на шнурах в проветриваемом помещении при комнатной температуре, процесс повторяется несколько раз. Выплавку модели осуществляют погружением в емкость с горячей водой.
После выплавки моделей блок с оболочками размещают в сушилах, после окончательной сушки передают в категорию А, где блок (блоки) размещают в опоках, засыпают кварцевым песком, прокаливают при температуре 850±20°С. Для штучного изготовления оболочковой формы, не включая стоимости материалов и следующие операции категории A, в среднем трудозатраты составляют 75-80 н/часов. В данном производстве выгодно заменить умелые действия рук мастеров универсальной автоматикой невозможно.
Известно, что отливки по выжигаемым моделям изготовляют в единичном и мелкосерийном производствах в виде крупных заготовок (станин, плит штампов и т.д.). Сущность способа заключается в том, что модель изготовляют из вспенивающихся полимеров и не извлекают из литейной формы перед заполнением ее металлом. Модели перед формовкой покрывают слоем противопригарной краской толщиной не менее 0,2 мм. Модель с литниковой системой устанавливают в опоку, доверху засыпают смесью с одновременной вибрацией для ее уплотнения.
В качестве формовочной смеси используют дисперсный ферромагнитный порошок, чугунную или стальную дробь, которые уплотняют при помощи электромагнитного поля на время заливки формы металлом и кристаллизации отливки. После кристаллизации отливки магнитное поле снимается, форма теряет прочность и формовочный материал высыпается из опоки контейнера, освобождая отливку. Перед заполнением формы металлом ее накрывают металлическим листом с перфорацией для выхода газов и прижимают грузом.
Конструкции литниковых систем выполняют частично из керамических трубок, подвод металла осуществляют сифонным методом - снизу, так как это обеспечивает последовательную газификацию моделей снизу вверх.
Существенным недостатком способа является то, что при упрочнении сухой формовочной смеси с помощью электромагнитного поля происходят деформация и искажение пенополистироловой модели (блок-моделей), возникает необходимость упрочнения, т.е. увеличения толщины огнеупорного покрытия краски в 2-3 и более раз, что прочно закрывает выход газов сгорания модели и воздуха находящегося в порах, препятствующего заполнению формы металлом, чем создается брак отливки. При этом способе литья большое выделение токсичных газов-дыма сгорания моделей, что требует мощной вентиляции. Высокая стоимость материала переработки и изготовления моделей только одноразового использования не находит широкого применения в технике.
Литье легкоплавких сплавов под низким давлением инертного газа или воздуха невысокое 0,1-0,8 кгс/см2 по той причине, что площадь зеркала расплавленного металла в тигле во много раз больше площади металлопровода. Незначительное перемещение металла в тигле вызывает подъем жидкого металла внутри металлопровода и в литейной форме.
Литье производят вакуумным всасыванием. Внутри формы вакуум-насосом создают разрежение, и расплав металла втягивается внутрь холодной формы, где и кристаллизуется.
Отливки из легкоплавких сплавов в выплавляемой форме по выплавляемой модели.
Сущность процесса заключается в том, что в автоматизированном корпусе по выплавляемой модели отливают форму, выплавляют модель, в образованную моделью полость заливают металл отливки, при ее кристаллизации выплавляют форму.
Установка для изготовления отливок содержит корпус, в нем снизу имеется емкость, содержащая материал формы, сверху - зона формовки и литья. Зона формовки и литья снабжена индуктором тока высокой частоты, охлаждаемым водой, который при включенном электрическом токе служит нагревателем, при отключенном токе является холодильником и др. элементами.
Принимается за прототип см. на сайте Роспатента www.fpr.ru №2007118032 (019629) или фиг.1 и 2 с целью совершенствования технологии изготовления отливки по выплавляемой модели. Сущность процесса заключается в изготовлении модели из легкоплавкого материала. Для получения, например, стальной или чугунной отливки в форме из сыпучих огнеупорных материалов используют такие, как сыпучий дисперсный ферромагнитный порошок, чугунную или стальную дробь, которую уплотняют при помощи электромагнитного поля в корпусе формовки и литья. Затем модель выплавляют из формы. В подготовленную форму заливают металл отливки.
Существует два способа изготовления форм на установке в автоматизированном корпусе формовки и литья: метод втягивания в полость формы огнеупорной порошковой смеси снизу вверх или смеси из твердых (тяжелых) материалов засыпают сверху вниз. При изготовлении формы для мелких и небольших отливок из цветных и черных металлов внутри полости формовки, образованной моделью, в корпусе литья создается вакуум-насосом разрежение, кoтоpoe при электромагнитном поле осуществляет втягивание снизу смеси в полость формовки из емкости ее нахождения в вакуум полости формовки, где уплотняется электромагнитным полем.
Форму в зависимости от массы или объема изготовляют из сыпучих плотных (тяжелых) материалов путем переворачивания (опрокидывания) корпуса. В результате происходит пересыпка смеси из емкости ее нахождения в разрежения полости формовки, где уплотняется электромагнитным полем. Затем корпус с формой возвращается в исходное положение.
Как после первого, так и второго способа формовки корпус ставят на емкость выплавки модельного материала. Модель выплавляют электронагревателем, расплав модели удаляют вакуум-разрежением, что обеспечивает удаление расплава без остатка. Корпус с подготовленной формой ставят с расплавом металла на печь литья под низким давлением. Металл разрежением втягивается внутрь водоохлаждаемой формы, где кристаллизуется. Одновременно заливается металл под низким давлением с разрежением в форме. В печи поддерживается регулируемое давление, чем уплотняется отливка, устраняется усадка. При этом тепловое расширение формы также повсеместно оказывает давление на отливку. После кристаллизации отливки электромагнитное поле снимается, форма теряет прочность и формовочный материал высыпается из полости формовки в емкость его нахождения.
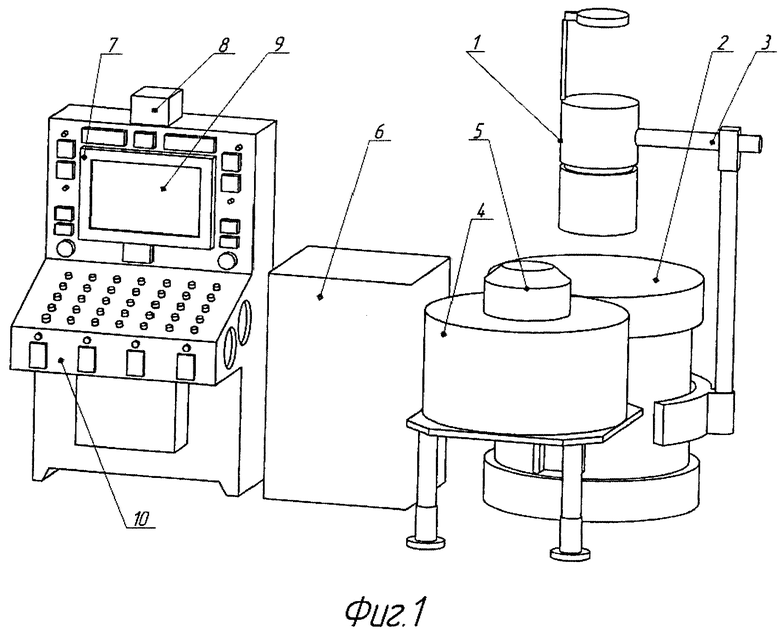
На фиг.1 иллюстрируется лабораторная установка, позволяющая проводить отработку параметров основных видов литья.
1 - корпус; А - емкость нахождения формовочной смеси; Б - зона формовки и литья; 2 - плавильная печь металла отливки; 3 - механизм перестановки корпуса; 4 - обогреваемая емкость материала модели; 5 - пресс-форма изготовления модели; 6 - блок устройств и привода, содержащий компрессор, вакуум-насос, электропривод кранами вакуума, сжатия воздуха, давления, охлаждения, соленоида, электромагнитного поля, нагрева, перемещения корпуса; 7 - шкаф, содержащий трансформатор напряжения с преобразователем тока высокой частоты; 8 - лагометр контроля за температурой расплава в емкости 4 материала модели; 9 - потенциометр контроля за температурой расплава в печи 2; 10 - блок управления процессом как оператором, так и автоматической программой процесса формовки и литья.
На фиг.1 емкость 4 материала модели входит в комплекс установки литья в форму из сыпучей смеси, уплотняется электромагнитным полем. Емкость 4 снабжена средствами вакуумирования модельного расплава из формы в корпус 1 и низким давлением сжатого воздуха для изготовления модели (частей модели), получение разрежения и сжатого воздуха выполняется насосами. Емкость 4 по диаметру внутри разделена на нижнюю и верхнюю части поворотной заслонкой из вертикального положения в горизонтальное, соединена краном с положениями: закрыто, вакуум, воздух. При закрытии нижней части верхняя часть становится вакуум-емкостью, нижняя часть с расплавом является тиглем литья модели под низким давлением. Величина давления сжатого воздуха и разрежения в форме контролируется манометрами и ограничивается действиями крана. Заслонка, кран и др. не показаны. В данном способе для изготовления моделей используются известные материалы: стеарин, парафин и др. с температурой плавления 50-80°С и выше.
Процесс изготовления модели осуществляется во взаимозаменяемых пресс-формах, ставят на крышку емкости 4, каналы формы (форм) должны совпадать с каналами, выполненными в емкости 4 почти до дна расплава модельного состава. Под действием низкого давления сжатого воздуха 0,1 атм на зеркало расплава по каналу заполняется полость водоохлаждаемой формы, где и кристаллизуется. После кристаллизации модели ее извлекают из формы, наносят слой противопригарной (антикоррозионной) краски. При необходимости легирования поверхностного слоя отливки на поверхность модели наносят легирующие элементы (теллур, хром и др.).
На фиг.2 изображена установка получения отливки по выплавляемой модели в форме из сыпучих огнеупорных материалов, которые уплотняются при помощи электромагнитного поля.
Корпус 1 формовки и литья представляет собой агрегат, может быть смонтирован на разных видах средств перемещения: на станине, раме, рельсах и т.д. На фиг.2 показана установка (вертикальный разрез), поворачивания горизонтально в стороны оси телескопического подъемника 3 с возможностью опрокидывания корпуса 1 для формовки. В полости 6 при этом используется формовочная сыпучая огнеупорная смесь II формы 12, труба 13 заменена в подине рассредоточенными каналами (не показано), 14 - труба заливки металла отливки, 15 - вместо нагревателя-холодильника А выполнен электромагнит, 16 - совместно с нагревателем-холодильником Б встроен соленоид-магнит электромагнитного поля (не показан), 17 - крышка корпуса 1,18 - выплавляемая модель отливки, 19 - стояк блока моделей, 20 - муфта соединения 14 и 21, уплотнительный манжет 22, 23 - пневмоцилиндр крышки корпуса 1, 24 - электродвигатель, 25 - печь литья под низким давлением, 26 - пробка в соединительной муфте 20 убирается, 27 - штуцеры полости формовки и формы соединения с вакуум-насосом.
Такие элементы устройства, как труба 13 заливки металла формы, нагреватель-холодильник 15 в емкости А, пробка 26, закрывающая выход расплава модели и открывающая под низким давлением заливку в форму металла, нужны при получении отливки в выплавляемой форме.
Технологический процесс изготовления отливок осуществляется на комплексной универсальной установке, представляющей собой агрегат, содержащий корпус 1 с емкостью А формовочного огнеупорного сыпучего материала II. Вверху зоны формовки и литья с возможностью ее опрокидывания смонтирована на кронштейне телескопического подъемника 3 емкость модельного материала (не показано). Печь 25 расплавленного сплава литья под низким давлением инертного газа или воздуха осуществляется следующим образом.
В первом способе корпус 1 ставят на емкость 4 модельного материала. В крышке 17 с помощью цанги подвешивают блок моделей 18, собранный на стояке 19 (литник), усилием пневмоцилиндра 23 ставят в полость формы Б, силой включенного электромагнитного поля с вакуум-разрежением втягивается из емкости А формовочная смесь в полость формовки Б. В результате воздействия электромагнитного поля достигается высокая прочность формы.
Другим способом формы изготовляют в зависимости от массы или объема из плотных (тяжелых) металлов путем опрокидывания корпуса 1, в результате происходит пересыпание смеси рассредоточенно по каналам из емкости А, разрежение в полости формовки Б, чем достигается хорошее заполнение формы, а также уплотнение электромагнитным полем. Корпус 1 ставится на емкость 4 модельного материала, включением нагревателя-холодильника проводят плавку модели, заданная температура плавления в зависимости от температуры плавления модельного состава, например, 60-90°С регулируется автоматически потенциометром 9 фиг.1. Расплав модели в вакуум-емкость втягивается разрежением в емкости 4 модельного материала, где сливается тут же в тигель для повторного использования.
Для заливки металла в водоохлаждаемую форму 12 подъемный механизм пневмоцилиндра 3 с электроприводом 24 ставит корпус 1 на печь 25, труба 14 заливки металла соединяется с трубой 21 муфтой 20, герметизируется манжетом 22. Внутри формы вакуум-насосом создается разрежение и расплавленный металл втягивается внутрь холодной формы, где и кристаллизуется. При этом в печи 25 создается давление инертного газа или воздуха, чем обеспечивается сила подъема металла, под регулируемым давлением 1,5-4 атм обеспечивается подпитка и уплотнение сплава отливки. Кристаллизация отливки происходит последовательно от холодной стенки к центру, поэтому отсутствуют раковины, пористость и хорошо удаляются газы. После кристаллизации отливки магнитное поле снимается. Форма теряет прочность и формовочный материал высыпается из полости формовки Б в емкость А, освобождая отливку. В лучшем случае на момент образования разрежения в полости изготовления формы засыпку легкой формовочной смеси несколько сдерживают, а избегания задержки высыпания смеси из зоны формовки в емкости формовочного материала осуществляют с помощью электромагнитного поля.
Для изготовления выплавляемых моделей и повышения их прочности можно применять широко используемые во многих отраслях техники, в сравнении с модельным составом, парафин с воском tпл 75-80°С, полиамид П-6 и др., у которых прочность и литейные свойства на порядок выше при температуре плавления 90-110°С. Нужно подбирать материалы многоразового использования.
Для изготовления электромагнитных форм при выборе металлических порошков с заданными стабильными магнитными свойствами учитывают текучесть, массу объема насыпного порошка в граммах на кубический сантиметр с расчетом для постоянного их использования в качестве электромагнитных форм.
Например, завышенная толщина стенок формы, в связи с чем увеличен объем насыпного порошка в измерении грамм на кубический см, а следовательно, повышены потребляемые мощности электромагнитного поля, вакуума, на нагрев формы при выплавке модели.
Текучесть металлических порошков характеризует скорость прохождения порошка через отверстия определенного диаметра. Текучесть оказывает большое влияние на равномерность заполнения полостей между внутренними поверхностями литейного корпуса и поверхностями выступов модели отливки, образующих в узких местах зазоры ~ 3 мм, В этих условиях пересыпка порошка из емкости А в емкость Б и обратно затруднена.
Способ и технология могут быть использованы для получения крупных отливок, например сложная алюминиевая отливка 6-цилиндровый V-образный блок-картер, полученная литьем в земляной форме 350 кг, а литьем в электромагнитной форме без прибылей с упрощенной литниковой системой 120 кг. При литье алюминия АЛ8, содержащего 9,5-11% Mg, температура заливки без перегрева 630-650°С.
По совокупности вакуум-давления в печи и расширения формы, нагреваемой залитым металлом, увеличивается толщина стенок, исключается возможность диспергированных пор (сжатый воздух), что имеет место в отливке, полученной как литьем высокого давления поршнем в процессе литья, так и при литье в автоклаве под давлением сжатого воздуха 5-6 атм на отливку в земляной форме без охлаждения.
Отливки в электромагнитной форме возможно получать во всех отраслях техники из черных и цветных металлов, простой и сложной конфигурации, высокого качества, кратчайшим путем повышая производительность и экологическую культуру литейного производства.
Установки и машины литья в электромагнитной форме могут изготовлять как сами предприятия, так и предприятия, выпускающие литейные машины и оборудование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2014 |
|
RU2557855C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| Способ литья под регулируемым газовым давлением в разовые формы | 1982 |
|
SU1061910A1 |
Изобретение относится к области литейного производства. Способ включает изготовление формы из сыпучего огнеупорного материала по разовой модели, удаление модели, заливку расплава металла отливки в форму, извлечение отливки путем разрушения формы. Форму изготовляют из магнитного сыпучего огнеупорного материала путем образования вакуума в литейном корпусе с разовой моделью и электромагнитного поля для уплотнения огнеупорного магнитного материала. Разовую модель выплавляют и удаляют с помощью вакуума. Форму изготавливают водоохлаждаемой. Расплавленный металл отливки заливают в полученную форму путем создания разрежения в форме и подачи давления на расплав. После кристаллизации отливку удаляют путем снятия магнитного поля и высыпания огнеупорного магнитного материала. Достигается повышение качества отливки. 4 н. и 5 з.п. ф-лы, 2 ил.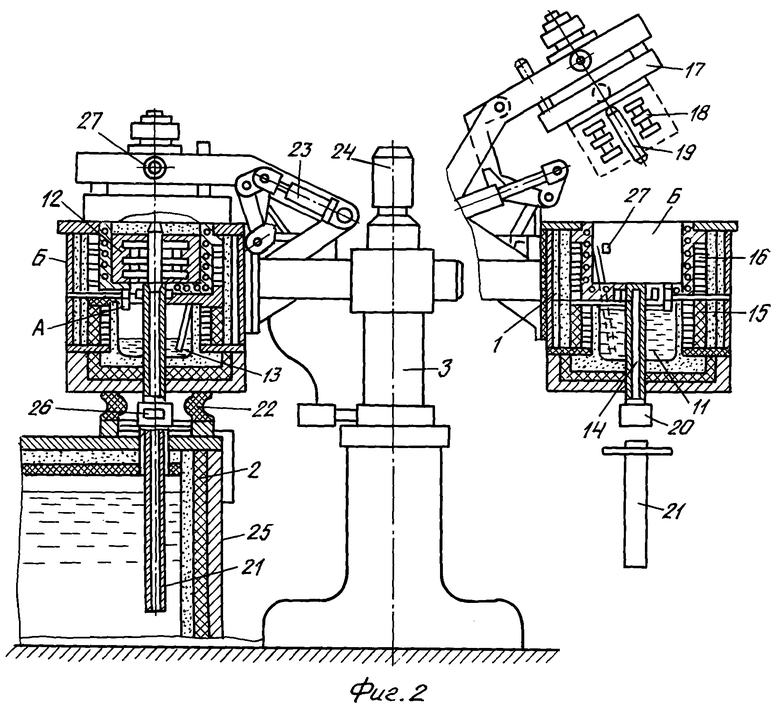
1. Способ получения отливок по выплавляемым моделям, включающий изготовление формы из сыпучего огнеупорного материала по разовой модели, удаление модели, заливку расплава металла отливки в форму, извлечение отливки путем разрушения формы, отличающийся тем, что форму изготавливают из магнитного сыпучего огнеупорного материала в литейном корпусе с разовой моделью путем воздействия вакуума и электромагнитного поля для уплотнения огнеупорного магнитного материала, разовую модель выплавляют и удаляют с помощью вакуума, форму изготавливают водоохлаждаемой, расплавленный металл отливки заливают в полученную форму путем создания разрежения в форме и подачи давления на расплав, после кристаллизации отливку удаляют путем снятия магнитного поля и высыпания огнеупорного магнитного материала.
2. Способ по п.1, отличающийся тем, что в зависимости от массы или объема отливки форму из плотного магнитного сыпучего огнеупорного материала изготавливают путем опрокидывания корпуса с плотным сыпучим магнитным материалом, пересыпки его в литейный корпус, уплотнения электромагнитным полем и вакуумом, установки корпуса на емкость для выплавки модели.
3. Способ по п.1 или 2, отличающийся тем, что расплав модельного состава, выплавляемый из разовой формы, посредством вакуумного разрежения втягивают в емкость, расположенную в зоне получения разовой модели в пресс-форме для литья под регулируемым давлением газа.
4. Способ по п.1 или 2, отличающийся тем, что разовую модель изготавливают из модельных составов, содержащих парафин с воском, а также из полимерных материалов многоразового использования, например полиамида.
5. Способ по п.1 или 2, отличающийся тем, что перед формовкой модель покрывают слоем противопригарной краски толщиной 0,2 мм, а для легирования поверхностного слоя отливки на поверхность разовой модели наносят легирующие элементы.
6. Способ по п.1 или 2, отличающийся тем, что заливку в форму алюминиевых, магниевых, цинковых, бронзовых сплавов, латуни, а также чугуна и стали осуществляют из печи без перегрева.
7. Установка для получения отливок по выплавляемым моделям, содержащая стальной разъемный литейный корпус с емкостью для сыпучего огнеупорного материала формы и полостью для изготовления формы, охлаждаемый водой индуктор, емкость для выплавки и литья разовой модели, плавильную печь с расплавом отливки, блок средств привода и управления процессом, отличающаяся тем, что она снабжена поворотно-подъемным механизмом, механически связанным с литейным корпусом с возможностью опрокидывания для пересыпки сыпучего огнеупорного материала снизу вверх и обратно, и электроприводом для установки корпуса на емкость для выплавки и литья разовой модели, при этом емкость для сыпучего огнеупорного материала формы содержит сыпучий огнеупорный магнитный материал и снабжена электромагнитным устройством.
8. Способ получения выплавляемых моделей, включающий заполнение расплавом модельного состава разъемной пресс-формы, раскрытие пресс-формы и извлечение модели после ее кристаллизации, отличающийся тем, что пресс-форму размещают вблизи или на емкости для модельного материала, соединяют их трубопроводом, а заполнение расплавом модельного состава разъемной пресс-формы осуществляют путем подачи давления в емкость для модельного материала, при этом осуществляют водяное охлаждение пресс-формы.
9. Устройство для получения выплавляемых моделей, содержащее нижнюю и верхнюю зоны, в верхней зоне расположена вакуумируемая емкость, а в нижней - емкость для расплава модельного материала, отличающееся тем, что емкость по диаметру внутри разделена поворотной заслонкой, выполненной с возможностью установки из вертикального положения в горизонтальное, при этом емкость снабжена краном переключения положений закрыто, вакуум и воздух.
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| ШКЛЕННИК Я.И и др | |||
| Литье по выплавляемым моделям | |||
| - М.: Машиностроение, 1984, с.90-168 | |||
| СПОСОБ АНТИГРАВИТАЦИОННОЙ РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2039629C1 |
| ГАЛДИН Н.М | |||
| Цветное литье// Справочник | |||
| - М.: Машиностроение, 1989, с.400-407. | |||

