Изобретение относится к способу и устройству для обработки поверхности металлического полого тела, в частности корпуса банки, за счет термического перевода сюжета,а отпечатанного на вспомогательном носителе с помощью обычных способов печати и с использованием сублимируемых органических красителей, на родственное красителю покрытие поверхности полого тела, а также к изготовленному таким образом корпусу банки.
Способ печати с помощью термического перевода находит применение при декорировании синтетического текстиля, синтетических материалов и обработанных родственным для красителя образом твердых подложек из керамики, древесины, стекла и металла. При этом подлежащий переносу сюжет сначала отпечатывают зеркально перевернутым образом с помощью традиционного способа многокрасочной печати с применением сублимируемых органических красителей на вспомогательном носителе, обычно бумаге. Вспомогательный носитель накладывают его напечатанной стороной на родственную красителю поверхность соответственно обработанной подложки и возникшее таким образом временное соединение нагревают до температуры приблизительно от 190 до 230оС.
Тепловая энергия выполняет две функции, во-первых, она переводит молекулы красителя в газообразное состояние, во-вторых, за счет термической активизации покрытия подложки обеспечивается возможность диффузии молекул красителя в покрытие подложки.
Для перевода сюжета при предварительно нагретом покрытии подложки требуется, как известно, от 1 до 300 с, при этом продолжительность определяется прежде всего температурой и видом красителей. Тесный контакт между вспомогательным носителем и покрытием подложки, обеспечиваемый обычно за счет применения внешнего давления, предотвращает диффузионный перенос переводного сюжета.
Помимо устройства для термопечати на подложках известны также устройства этого рода для декорирования металлических полых тел, в частности, для декорирования цилиндрических полых тел для производства так называемых банок из двух деталей, состоящих из закрытого со стороны дна полого тела с установленной после их заполнения крышкой второй деталью. Сегодня в виде банок из двух деталей широкое распространение получили банки из алюминия для напитков и аэрозолей. Известные устройства отличаются друг от друга в отношении вида передачи энергии на металлическое полое тело, соответственно соединения для перевода и/или вида совместного направления вспомогательного носителя и полого тела.
Из публикации британской заявки на патент N 2101530 известно устройство, при котором вспомогательный носитель наматывают в форме этикетке с помощью вспомогательного устройства вокруг полого тела. Концы этикетки с помощью растворимого в воде клея склеивают с обработанной родственным красителем поверхностью полого тела. Необходимую для термического перевода энергию образованное таким образом соединение получают при прохождении через печь горячего воздуха. После осуществленного перевода и охлаждения полого тела вспомогательный носитель удаляют с полого тела с помощью струи воды.
С помощью этого устройства печатание в зоне, в которой приклеены концы этикетки, является невозможным. Это означает, что получившее надпечатку полое тело имеет более или менее широкую свободную от печати полосу, которая портит внешний вид полого тела. Относительно продолжительное время нагрева соединения для перевода горячим окружающим воздухом и сопутствующее этому длительное время перевода благоприятствует боковой миграции молекул красителя в покрытии, следствием чего являются размытости переведенного сюжета.
В соответствии с устройством, ставшим известным благодаря немецкому описанию изобретения к выложенной заявке N 3229815, предметы цилиндрической формы, снабженные родственным красителю покрытием, непрерывно направляют последовательно друг за другом через зону нагрева и одновременно обкатывают по вспомогательному носителю, прилегающему под напряжением растяжения соответственно частично к поверхности цилиндрических предметов. Термический перевод при контакте снабженной напечатанным красителем стороны вспомогательного носителя с поверхностью цилиндрического предмета имеет место за счет того, что вспомогательный носитель нагревают до температуры выше температуры сублимации красителей. Вспомогательный носитель термически нагружают до процесса перевода, что приводит к преждевременной сублимации части красителей. Далее происходит подвод по касательной вспомогательного носителя к поверхности цилиндрического предмета. Тем самым возникает зависимая от диаметра цилиндрического предмета малая зона, в которой происходит бесконтактный перевод, снижающий качество печати. Уже переведенные участки сюжета относительно долго термически нагружены, что приводит к вызывающим размытости боковым миграциям красителя в родственном красителе покрытии поверхности.
Из немецкого описания изобретения к выложенной заявке N 3228096 известно устройство для печатания с помощью термического перевода на цилиндрических полых телах, при котором этикетки, несущие на себе сюжет, в случае перехлестывания их концов удерживают вместе склеенными друг над другом, в случае стыковки концов удерживают последние вместе с помощью клейкой ленты. При этом используют клеи и клейкие ленты, разрушающиеся при температуре выше температуры сублимации и таким образом позволяющие удалять этикетки. Сквозное декорирование полого тела в зоне стыковки концов этикетки является невозможным, так как возникающие на практике допуски на изготовление этикеток и банок исключают точную стыковку концов, также как и перекос этикетки, обусловленный в процессе перевода отводом воды. В случае склеивания друг над другом перед внутренним концом этикетки остается воздушный зазор, вызывающий неполный и диффузный перевод. Соединения, т. е. полое тело с наложенной этикеткой, проходят первую зону нагрева, в которой соединения медленно нагревают до необходимой температуры сублимации, и вслед за тем вторую зону нагрева, в которой соединения нагревают до температуры клеев. Эта термическая совокупная нагрузка приводит к боковым миграциям молекул красителей и следствием этого являются размытости переведенной печати.
Цель изобретения создание способа и устройства для обработки поверхности металлического полого тела, в частности корпуса банки, за счет термического перевода сюжета, напечатанного на вспомогательном носителе, с помощью обычных способов печати и с использованием сублимируемых органических красителей на родственное красителю покрытие поверхности полого тела, а также корпус банки.
Тем самым впервые получают отображения сюжетов на полых телах цилиндрического или многостороннего вида, качество печати которых соответствует превосходному качеству печати отображений сюжетов на подложках, т.е. на плоских предметах. Далее на поверхности предупреждаются проходящие в продольном направлении свободные от печати полосы и полосы бесконтактного перевода. Полосы этого рода до сих пор устанавливали границы термопечатанию, обусловленные эстетическими требованиями, которые теперь преодолены.
Оправки с полыми телами и вспомогательными носителями после запуска процесса перевода подвергают охлаждению, которое, например, может происходить на воздухе во время поступательных тактовых шагов, за счет чего в значительной степени подавляется боковая миграция молекул для достижения резких отображений сюжетов.
Станция нагрева может состоять из стационарно расположенных индукторов в форме стержней или чаш, с помощью которых в полое тело может вводиться средняя или высокая частота. Однако для достижения являющегося целью изобретения быстрого и интенсивного нагрева полого тела предпочтительно, когда станция нагрева состоит из индукционной катушки, проходящей через оправку с полым телом и вспомогательным носителем с помощью осевого возвратно-поступательного движения, что приводит к более равномерному качеству печати по сравнению с тем, когда оправка с трубчатым телом проходит через индукционную катушку. При использовании индукционной катушки, которая проходит через трубчатое тело, нагрев может осуществляться за счет применения высокой или средней частоты. Применение высокой частоты предпочтительно в тех случаях, когда желателен ускоренный отвод тепла из предварительно нагретого объема соединения. Если необходим более длительный отвод тепла, то следует пpедпочесть использование средней частоты.
Индукционная катушка может быть выполнена в виде концентрично охватывающей полое тело кольцевой катушки с более коротким осевым размером, проходящей через концы полого тела. Тем самым обеспечивается беспрепятственный вход полого тела в станцию нагрева для предупреждения перегрева трубчатого тела. Перегрев возникает в том случае, когда индукционная катушка без полного прохождения через полое тело совершает обратное возвратно-поступательное движение. Для обеспечения равномерного распределения температуры в стенке окружности и вдоль полого тела, закрытого с одной стороны с помощью дна, отдача энергии индукционной катушкой во время возвратно-поступательного движения выполнена автоматически управляемой в соответствии с заданной функцией мощность-время.
Именно при односторонне закрытых полых телах выявляется та проблема, что при равномерном вводе энергии от дна до отверстия полого тела устанавливается неравномерное распределение температуры в продольном направлении по стенке окружности, при этом температура на дне ниже, чем у отверстия полого тела. Это неравномерное распределение температуры преодолевается согласно изобретению за счет того, что через управление отдачей энергии катушкой при остающейся неизменной скорости прохождения на дне в полое тело вводят больше энергии, чем у отверстия. Тем самым обеспечиваются равномерные условия перевода между дном и отверстием.
Отдача энергии индукционной катушкой полому телу продолжается менее 1000 мс, преимущественно от 200 до 400 мс, что приводит к нагреву металлического полого тела до температуры 150-250оС, преимущественно 210-230оС. Достигаемый с помощью предлагаемого устройства кратковременный импульсный нагрев полого тела вместе с вспомогательным носителем до необходимых для процесса термоперевода температур предупреждает ведущие к размытостям предварительные сублимации молекул красителей и их боковые миграции в родственный красителю слой.
Для передачи контактного тепла на внутреннюю сторону полого тела предусмотрены нагреваемые и направляющие энергию оправки. Полые тела с вспомогательными носителями могут нагреваться до ввода энергии частоты и во время него до 150-250оС, преимущественно от 210 до 230оС. Эффект достигается в том случае, когда оправки выполняются теплоизолирующими. Действующие теплоизолирующим образом оправки удерживаются с этой целью в температурном диапазоне 100-150оС, преимущественно 110-130оС. Помимо сокращения времени нагрева достигается также то, что подведенная энергия частоты остается сконцентрированной на поверхности полого тела для нагрева родственного красителю слоя и вспомогательного носителя до температуры сублимации молекул красителя и не отводится в значительном количестве через стенку полого тела в оправку.
Устройство согласно изобретению выполнено так, что для кругового печатания вспомогательный носитель при напряжении растяжения накладывается вокруг окружности полого тела и зона перехлеста из концов вспомогательного носителя удерживается под давлением на поверхности. Тем самым вспомогательный носитель полностью прилегает под давлением или прижатием к поверхности окружности, которое усиливается в том случае, когда во время процесса нагрева вспомогательный носитель усаживается за счет отвода воды. Это прижатие вспомогательного носителя к полому телу достигается согласно изобретению за счет того, что удерживающий палец по меньшей мере имеет тот же осевой размер, что и оправка, и выполнен подвижным по отношению к поверхности оправки.
Удерживающий палец изготовлен частично или полностью из усиленных стекловолокон и устойчивых к высоким температурам полимеров и имеет высокую прочность на скручивание и изгиб.
Согласно изобретению предусмотрена станция загрузки, загружающая полыми телами оправки, расположенные в форме окружности и на одинаковых расстояниях друг от друга на вращающемся диске. Далее согласно изобретению предусмотрена станция для удаления вспомогательных носителей с полого тела перед станцией разгрузки. На станции разгрузки снабженные печатью полые тела удаляются с оправок и оттуда подводятся к последующей обработке. Продолжительность термического процесса перевода изображения от 1 до 10 с, преимущественно 2-4 с.
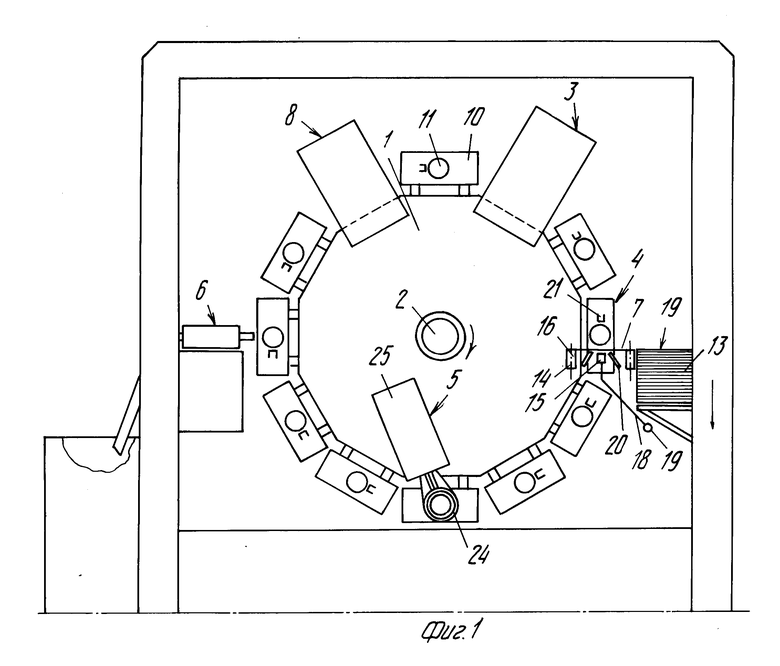
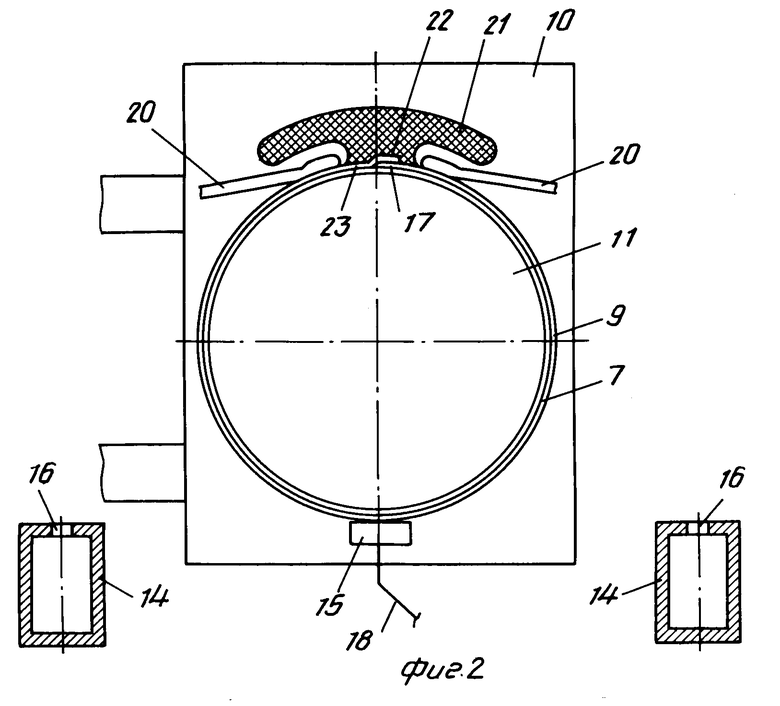
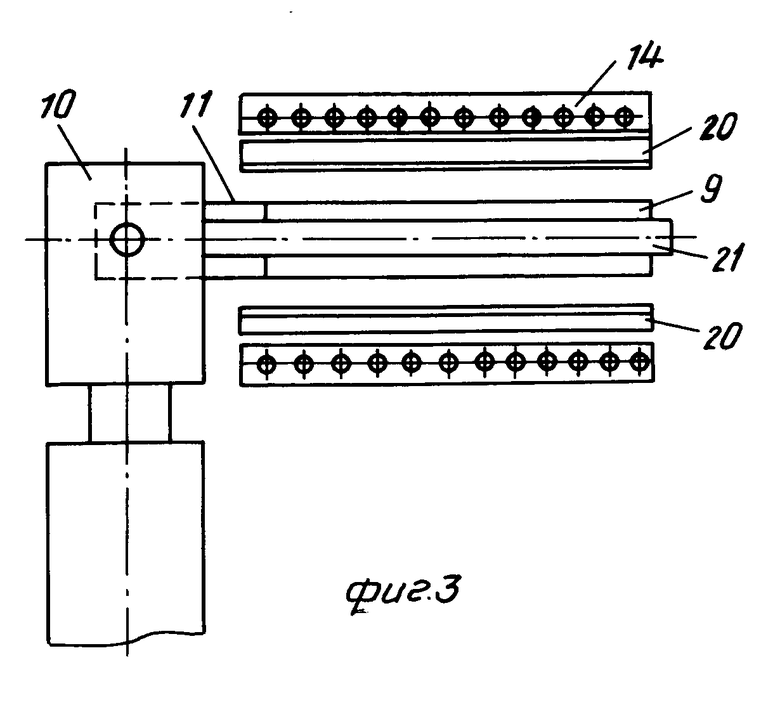
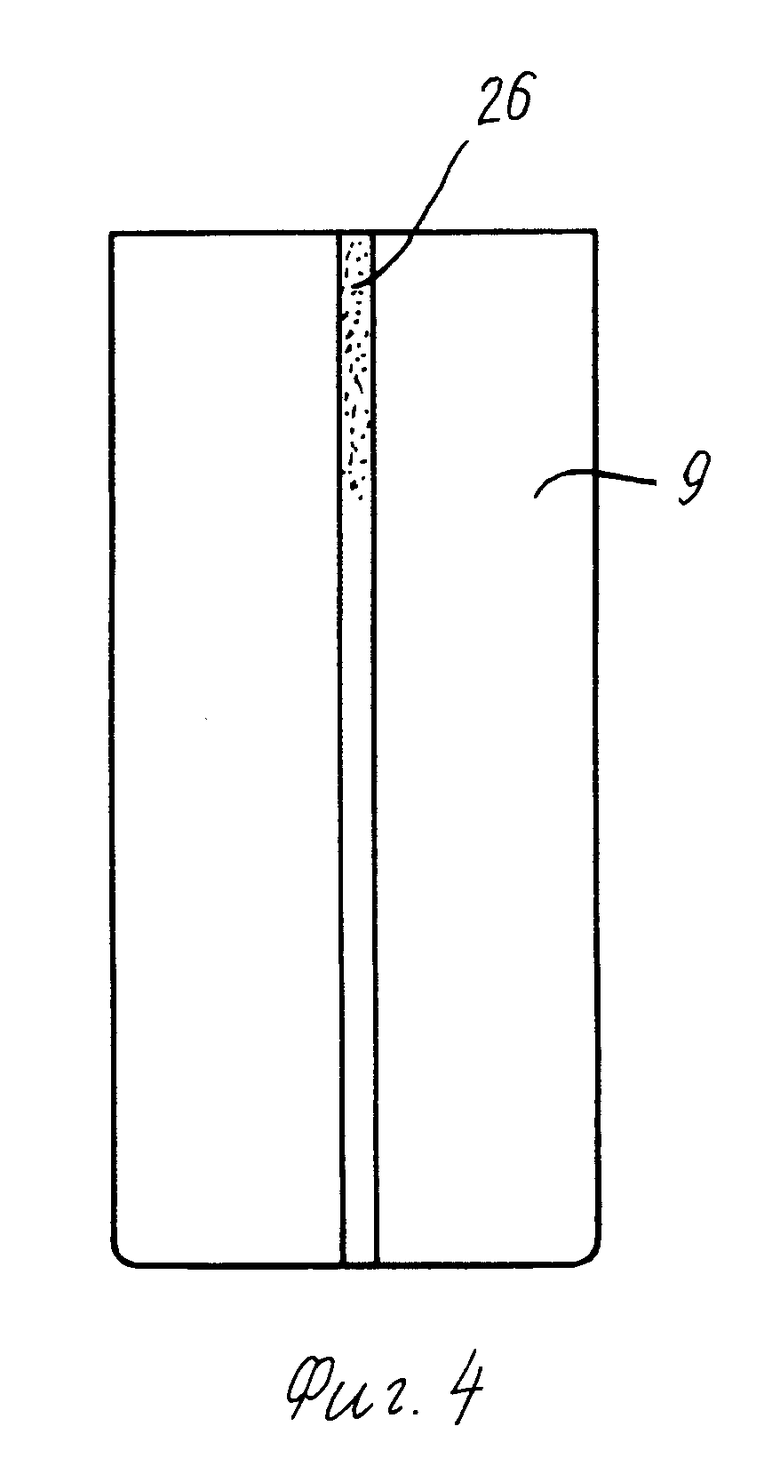
На фиг. 1 схематически изображено устройство для осуществления способа согласно изобретению в форме расположенного вертикально вращающегося диска, вид спереди; на фиг. 2 устройство для намотки с корпусом банки, вспомогательным носителем и намоточными ножами в положении окончания работы, вид спереди; на фиг. 3 то же устройство, что и на фиг. 2, вид сверху, с отведенными назад намоточными ножами; на фиг. 4 банка, вид сбоку.
Устройство согласно изобретению состоит из расположенного вертикально вращающегося диска 1, приводимого во вращение с заданным тактом вокруг оси 2. Совместно с вращающимся диском 1 работает станция загрузки, станция намотки 4, станция нагрева 5, станция 6 для удаления вспомогательных носителей 7 и станция разгрузки 8.
Станции 3,4,5,6,8 расположены в направлении вращения диска 1 друг за другом, так что корпус банки 9 проходит с заданным тактом устройство по круговой траектории в этой последовательности. На вращающемся диске 1 вдоль его окружности расположенные на одинаковых расстояниях друг от друга держатели 10, несущие на себе проходящие перпендикулярно поверхности вращающегося диска 1 оправки 11.
На станции загрузки 3 корпуса банок 9 надвигают с помощью перемещаемого параллельно оси по отношению к оправке 11 подающего устройства (не показано) на входящую в станцию загрузки 3 оправку 11 и вслед затем тактовыми шагами перемещают банки к станции намотки 4.
Согласно изобретению вращающийся диск 1 несет на себе, например, двенадцать оправок 11, расположенных по окружности и концентрично вокруг оси 2, так что нагруженной корпусом банки 9 оправке 11 при показанном расположении станции загрузки 3 и станции разгрузки 8, расположенных соответственно под углом 15оС к вертикальной оси вращающегося диска 1 и образующих между собой угол 30о, в настоящем случае требуется два тактовых шага для того, чтобы войти в станцию намотки 4.
На станции намотки 4 корпус банки 9 находит в направлении вращения вращающегося диска 1 на вспомогательный носитель 7. Вспомогательные носители 7 до входа корпуса банки в станцию намотки 4 подаются подающим устройством (не показано) в горизонтальном направлении из стопки 13 вспомогательных носителей, на два опорных бруска 14, между которыми находится фиксатор положения 15.
Опорные бруски 14 по меньшей мере такой же длины, что и оправки 11, удерживают вспомогательный носитель 7, при этом вспомогательный носитель 7 присасывается опорными брусками 14 с помощью вакуума. Для этой цели опорные бруски 14 выполнены в виде полых тел, находящихся в соединении с вакуумным насосом, при этом опорные поверхности опорных брусков 14 имеют отверстия 16, через которые вакуум становится эффективным при прилегающем вспомогательном носителе 7. Опорные бруски 14 расположены под входящей в станцию намотки 4 оправкой 11 на расстоянии, определяемом на основании половины диаметра оправки 11 с помещенным на ней корпусом банки 9 и толщины вспомогательного носителя 7. Наружное боковое расстояние опорных брусков 14 от вертикальной средней линии оправки 11 соответствует половине ширины вспомогательного носителя 7, причем под шириной вспомогательного носителя следует понимать длину стороны, соответствующую окружности корпуса банки 9, включая добавки к длине стороны для образования зоны перехлеста 17. Фиксатор положения 15 по меньшей мере такой же длины, что и оправка 11, расположен в рабочем положении в середине между опорными брусками 14, находится в контакте со стороной вспомогательного носителя 17, удаленной от корпуса банки 9, и через рычаг 18 выполнен подвижным вокруг поворотной опоры 19. Между фиксатором положения 15 и каждым из обоих опорных брусков 14 находится намоточный нож 20 с таким же продольным размером, что и опорные бруски 14.
С оправкой 11 взаимодействует далее удерживающий палец 21 по меньшей мере такой же длины, что и оправка 11. Удерживающий палец 21 расположен над оправкой 11 и в вертикальном направлении выполнен подвижным таким образом, что он может приводиться во взаимодействие с зоной перехлеста 17 вспомогательного носителя 7 при прижатии последнего к наружной окружной стенке корпуса банки 9 и освобождении его от нее.
Помещенный на оправку 11 корпус банки 9 входит в станцию намотки 4 и располагается там совместно с вспомогательным носителем 7, прилегающим к опорным брускам 14 и фиксатору положения 15. Фиксатор положения 15 прижимает вспомогательный носитель 7 к корпусу банки 9 для предотвращения перемещения вспомогательного носителя 7 во время процесса намотки по отношению к поверхности корпуса банки 9.
Намоточные ножи 20 укладывают вспомогательный носитель 7 вокруг окружности корпуса банки 9 таким образом, что вспомогательный носитель 7 находится под напряжением растяжения. Когда намоточные ножи 20 достигают конечного рабочего положения с образованием несформированного перехлеста под удерживающим пальцем 21, удерживающий палец 21 перемещается в вертикальном направлении. При этом он сжимает перехлестывающие концы вместе и таким образом образует сформированный, проходящий в осевом направлении перехлест 17, причем форма и размеры перехлеста 17 соответствуют образованной выемке 22 на внутренней поверхности удерживающего пальца 21. Одновременно примыкающие к перехлесту 17 краевые зоны вспомогательного носителя 7 за счет ограничивающих выемку 22 в продольном направлении оправки 11 стенок 23 прижимаются к корпусу банки 9, что согласно изобретению существенно способствует высококачественному переводу в зоне перехлеста.
После формирования и прижатия перехлеста 17 и краевых зон намоточные ножи 20 и фиксатор положения 15 отходят назад, а перехлест 17 и краевые зоны удерживаются с прижатием на корпусе банки 9. После обратного поворота фиксатора положения 15 и намоточных ножей 20 корпус банки 9, снабженный на станции намотки 4 вспомогательным носителем 7, в сопровождении удерживающего пальца 21 подводится к станции нагрева 5. В направлении вращения могут также предусматриваться, следуя друг за другом, несколько станций нагрева 5. Станция нагрева 5 состоит из полой цилиндрической катушки 24 с более коротким осевым размером по сравнению с корпусом банки 9, взаимодействующей с подъемным устройством 25.
При входе корпуса банки 9 в позиционное устройство станции нагрева 5 катушка 9 находится перед оправкой 11 с надвинутым корпусом банки 9, так что обеспечивается беспрепятственный вход в позиционное устройство. Затем подъемное устройство 25 осуществляет то, что катушка 24, охватывая корпус банки 9 с удерживающим пальцем 21 ее внутренней выемкой, полностью проходит в осевом направлении, осуществляя возвратно-поступательное движение, также за открытый конец корпуса банки 9, при этом катушка при завершении возвратного движения вновь находится перед корпусом банки 9, так что он может вводиться в устройство нагрева 5.
Катушка 24 индуктивным образом, т.е. бесконтактно, нагревает состоящее из корпуса банки 9 и вспомогательного носителя 7 соединение, для чего катушка соединена с непоказанным генератором высокой или средней частоты. Катушка 24 нагревает соединение во время прохождения кратковременно до необходимой для запуска процесса перевода температуры, причем для предотвращения нагрева удерживающего пальца 21 он состоит из неметаллического материала, преимущественно полиимида или керамического материала. Отдача энергии катушкой 24 может осуществляться во время возвратно-поступательного движения в соответствии с заданной функцией мощность время, причем катушкой 24 при начальном прохождении через закрытый конец корпуса банки вводится больше энергии для компенсации большего теплопоглощения дна банки в сравнении со стенкой банки во время прохождения. Теплопоглощение дна может быть снижено согласно изобретению, если дно нагревают перед входом в станцию нагрева 5, что, например, может производиться с помощью направленного в сторону дна потока теплого или горячего воздуха.
Синхронизированная с возвратно-поступательным движением катушки 24 отдача энергии продолжается меньше 1000 мс, преимущественно от 200 до 400 мс, в течение которых корпус банки 9 нагревается от окружающей температуры до 150-250оС, преимущественно 210-230оС.
Направляющие энергию оправки 11 могут нагреваться до 150-250оС, преимущественно 210-230оС, они передают эту температуру за счет контактной теплопередачи на внутреннюю сторону корпуса банки 9. Тем самым время нагрева может быть сокращено и достигнуто то, что подведенная энергия остается сконцентрированной на поверхности корпуса банки 9 для нагрева родственного красителю слоя и вспомогательного носителя 7 до температуры сублимации молекул красителя и не переходит в значительном количестве через окружные стенки корпуса банки в оправку 11. Эффект достигается тогда, когда контактная теплопередача осуществляется с помощью действующих изолирующим образом оправок 11, удерживаемых в температурном диапазоне 110-150оС, преимущественно в температурном диапазоне 110-130оС. В качестве действующих изолирующим образом оправок могут использоваться оправки из неметаллических материалов, например синтетических материалов, коэффициенты теплопроводности которых располагаются значительно ниже, чем коэффициенты теплопроводности материалов корпусов банок. Наилучшее действие оправок 11 достигается тогда, когда они удерживаются при названных температурах.
На станции нагрева 5 процесс термоперевода вводится за счет импульсного нагрева, при этом молекулы красителя, расположенные на вспомогательном носителе 7 из бумаги или пленки синтетического материала, испаряются и диффундируют в родственный красителю слой на поверхности корпуса банки 9.
В качестве родственных красителям слоев могут использоваться слои из эпоксидных смол, силиконовых смол, фенопластов, аминопластов, низко-, средне-, а также высокомолекулярных красителей. Целесообразными группами красителей являются моноазо- и азометиновые красители, молекулы которых могут быть сильно заняты амино-, алкокси-, нитро-, галогено- и циановыми группами.
Согласно изобретению процесс термического перевода после введения энергии на станции нагрева 5 отрегулирован на продолжительность процесса от 1 до 10 с, преимущественно 2-4 с, и имеет место после нагрева без дальнейшего подвода тепла при падающей температуре. Это ведение способа проявило себя особенно предпочтительным образом для высококачественных переводов.
Эта часть осуществления способа происходит между станцией нагрева 5 и устройством 6 для удаления вспомогательных носителей 7, в которое входят корпуса банок тактовыми шагами. Устройство 6 для удаления вспомогательных носителей 7 состоит из сопла направления воздуха (на чертежах не указано), проходящего в направлении входящего корпуса банки и после съема удерживающего пальца 21 с перехлеста 17 удаляющего вспомогательный носитель 7 с помощью потока воздуха с корпуса банки 9, благодаря чему заканчивается процесс перевода сублимацией. Вакуумный отсос (не указан) принимает сдутые вспомогательные носители 7 для транспортировки в сторону от устройства 6.
Окончательно снабженный теперь печатью корпус банки 9 подводится от устройства 6 к станции разгрузки 8, на которой корпус банки 9 стягивается с оправки 11 с помощью непоказанных средств и передается на следующие устройства для его транспортировки в сторону.
С помощью устройства согласно изобретению теперь стало возможным полностью снабжать печатью корпуса банок вокруг при высоком качестве печати с помощью способа печати термопереводом. Одновременно удалось выполнить качество перевода зоны перехлеста настолько высоким, что этот участок перевода больше уже не оказывает такого, как до сих пор, мешающего влияния на общий внешний вид снабженной печатью банки, что связано с тем, что частицы краски в зоне перехлеста, образующего печатную полосу 26, за счет соответствующего прижатия, нагрева и других описанных элементов осуществления способа имеют такую же или меньшую интенсивность окраски по сравнению с частицами краски вне перехлеста.
Использование: для кругового нанесения печати на металлические полые тела, в частности на корпуса банок, с помощью печати термопереводом. Корпус банки с приложенным вспомогательным носителем кратковременно нагревают, а процесс перевода затем при преимущественно подающей температуре приводят к завершению. Тем самым достигаются оптически четкие отображения на корпусе банки за счет подавления боковой миграции молекул красителя во время процесса перевода и безупречный замкнутый оттиск в зоне перехлеста вспомогательного носителя. 2 с. и 17 з.п. ф-лы, 4 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент ФРГ N 3228096, кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
