Изобретение относится к устройству для получения сверхчистого алюминия способом трехслойного электролиза, состоящему из электролитической ванны, в которую сверху погружены электроды и которая закрыта сверху для уменьшения тепловых потерь.
Электролизер для электролитического рафинирования состоит обычно из облицованной листовой сталью прямоугольной ванны, футерованной огнеупорным материалом. Во включенное в качестве анода углеродное дно заделаны токопроводящие шины из стали, а выше расположены три расплавленных слоя в следующем порядке:
- анодный металл (сплав очищаемого алюминия-сырца с содержанием около 40% меди);
- смесь криолита, а также фторида кальция, бария и алюминия в качестве среднего слоя;
- верхний слой, состоящий из рафинированного алюминия.
В катодный металл погружены графитовые электроды, которые через расположенную над ванной катодную шину присоединены к токоподводу. Копильник служит для загрузки электролизера, причем при катодной плотности тока 0,3-0,5 А/см2 рабочие температуры составляют около 750oС.
С помощью известного электролизера можно в технических условиях рафинирования получить алюминий чистотой всего 99,99%. Поэтому предпринимались попытки поиска возможностей повышения степени чистоты. При этом было обнаружено, что загрязнения частично вызваны коррозией покрытия электролизера. В других случаях установлено, что графитированные электроды закрепляли на стальном стержне и для надежного контакта между графитом и сталью катодный зажим заливали железом. Также и здесь в расплав могли попасть продукты коррозии в качестве загрязнений. Другие вещества попадали в металл с пылью (кремний).
Для надлежащего электролитического рафинирования следует соблюдать определенные циклы очистки и контроля. В качестве примера здесь следует назвать следующие типичные меры.
1. Обмер и очистка угольных катодов
Катоды каждого электролизера следует ежедневно обмерять, с тем чтобы получить данные о состоянии контактных поверхностей угольного катода и очищенного алюминия. При этом определяют напряжение на каждом отдельном катоде.
Если значение напряжения лежит ниже минимального значения, например, 4,5 мВ, то угольные катоды вытягивают, т.е. с помощью пневматического тянущего устройства угольный катод вытягивают примерно на 600 мм над крышкой печи, а затем после отделения медной штанги от токоподводящей шины транспортируют к тележке для очистки катода. Для этих работ необходимо обеспечить непосредственный доступ персоналу.
2. Удаление пены из печей
В процессе электролиза на поверхности катода, здесь очищенный алюминий, образуется слой из преимущественно оксида алюминия и частиц электролита. Этот слой необходимо регулярно снимать, причем следует избегать движений ванны и перемешивания электролита.
Часто слой пены склеивается на продольных сторонах печи с футеровкой. Тогда в этих местах слой пены следует отделить. Затем его подвигают в сторону, преимущественно к торцу печи.
Снятие пены продолжается около 30 минут и производится каждую неделю, причем пену снимают последовательно со всех сторон печи. Для этого к поверхности печи должен иметься свободный доступ.
3. Отбивка печей
В процессе электролиза на стенках печи образуются хорошо видимые отложения, преимущественно в зонах, где поверхность катода касается футеровки печи. Эти отложения обычно удаляют ломом, причем отбитый кусок отложений удаляют из печи черпаком для снятия пены или посредством горновых клещей.
Отбивку осуществляют примерно 2-4 раза в год, и она продолжается около 1 часа. При этом соответствующие поверхности печи должны иметь совершенно свободный доступ.
4. Установка новых угольных катодов
Установка и включение в работу новых угольных катодов происходит в три этапа, причем сначала угольный катод закрепляют на траверсе, так чтобы нижний конец находился примерно на 10 см над слоем металла. После 1 дня выдержки угольный катод погружают в ванну расплавленного металла, причем крышка печи остается закрытой для прохождения обслуживающего персонала.
5. Заполнение слоя расплава
Для заполнения слоя расплава электролитом печь необходимо открыть. Тогда тигель с очищенным расплавом перемещают к печи, а слив тигеля соединяют со складным желобом.
При опрокидывании тигля во избежание удара струи электролита по поверхности металла между концом желоба и поверхностью ванны расплавленного металла держат черпак для снятия пены. Для заполнения крышку каждые 2-3 недели полностью снимают и сдвигают в продольном направлении примерно на 1 м, причем время заполнения составляет около 10 минут. При этом недопустимо движение ванны расплава. Уже поверхностное волновое движение в 1-2 см может привести к негативным последствиям в отношении чистоты катодного металла.
6. Измерение температуры
Поскольку регулирование температуры имеет решающее значение для процесса очистки в электролизере, измерение осуществляют каждый час ручными приборами. Печь открывают для этого примерно на 1 минуту. Температура должна поддерживаться постоянной до ±1oС.
7. Измерение катодного слоя
Раз в неделю катодный слой измеряют во время отсоса печи. При этом в катод вертикально погружают стальной стержень и снова медленно извлекают. Процесс продолжается около 10 минут, пока на погруженном стержне не появится заметная маркировка.
8. Измерение высоты слоя расплава
Каждые две недели измеряют высоту слоя расплава у каждой печи. Время открывания печи составляет также около 10 минут.
При описанном выше обращении с устройством для получения сверхчистого алюминия возникает несколько, до сих пор неудовлетворительно решаемых проблем.
Прежде всего следует назвать проблему герметизации при высоких температурах. Речь идет при этом о горизонтальных и вертикальных уплотнениях на плоских, скругленных и неподвижных, а также подвижных поверхностях. Из-за образования корки (см. п.3 "Отбивка печей") опоры для уплотнений со временем становятся неплоскими. Также при каждом техобслуживании и при обновлении футеровки край уплотнения смещается, так что удовлетворительная герметизация представляется возможной только при эластичном выполнении уплотнения. Это, однако, до сих пор не удавалось при высоких температурах из-за конструктивных проблем.
Кроме того, крышки должны быть выполнены гибкими для осуществления соответствующих манипуляций внутри печи. Они должны легко открываться и быстро закрываться, однако, с другой стороны, должны иметь также значительную жесткость, с тем чтобы они были, в частности, пригодны для обслуживания посередине круглых графитовых катодов.
Далее материал изоляции должен иметь такой характер, чтобы можно было избежать даже мельчайших загрязнений жидкого металла.
В акцептованной заявке ФРГ 1093997 описан токоподводящий элемент для подключения к катоду из жидкого алюминия при трехслойном способе. Согласно столбцу 4, строки 59 и далее на поверхности катодного слоя следует разместить экран, состоящий из алюминиевой плиты толщиной около 1 мм. Легкая алюминиевая плита образует в остальное время работы вместе с другими экранирующими деталями составное укрытие электролизера, однако она захватывается при каждом движении электрода, например, при замене электрода.
Недостатком этого известного укрытия, согласно прошедшей экспертизу заявке ФРГ 1093997, является отсутствие возможности хождения по укрытию, которое необходимо для проведения работ по техобслуживанию в разные интервалы времени. Кроме того, из-за недостатка изоляции укрытия и имеющихся между частями укрытия щелей возникают большие потери тепла, так что тепловой баланс известного устройства нарушен.
В патенте Великобритании 583831 описано устройство для электролитического рафинирования, у которого используется укрытие из керамического материала (п. 1 формулы изобретения "heat-insulating brickwork"). Однако используемые при этом керамические камни настолько утяжеляют укрытие, что его приходится изготовлять для стабильности из прочной стали (стр. 5, строка 5). Это затрудняет обслуживание электролизера в процессе электролиза.
Задачей настоящего изобретения является разработка устройства для получения сверхчистого алюминия чистотой 99,999% и выше, которое обеспечивало бы хороший выход продукта в единицу времени на единицу объема, например, при расходе энергии менее 20000 кВт/т полученного сверхчистого алюминия, и полную герметизацию электролизеров от потерь тепла и от попадания пыли, а также от выделений фторидов и пыли.
Указанная задача решается за счет того, что в устройстве для получения сверхчистого алюминия из жидкого металла способом трехслойного электролиза, содержащем угольное дно электролитической ванны, включенное в качестве анода, графитовые катоды, погруженные в ванну сверху и включенные последовательно в продольном направлении, прямоугольное в плане укрытие для уменьшения потерь тепла, имеющее проходы для катодов, и копильник для добавки металла, установленный сбоку ванны, укрытие выполнено в виде трех крышек, расположенных параллельно друг другу в одной плоскости в продольном направлении электролитической ванны, причем центральная крышка выполнена с возможностью снятия вертикально вверх, а боковые крышки расположены с возможностью поворота посредством шарниров, и снабжено упругим керамическим материалом, размещенным по краю электролитической ванны и огибающим его и прижатым центральной крышкой для обеспечения теплоизоляции и герметизации от выхода газа, при этом графитовые катоды облицованы керамическими защитными колпаками, расположенными в проходах центральной крышки.
Согласно предпочтительным формам выполнения устройство отличается тем, что
- крышки выполнены в виде листов с выемками, в которые с геометрическим замыканием уложен керамический волокнистый материал, выступающий за периферию листов на 1-5 мм;
- центральная крышка имеет огибающую раму с отверстиями для прохода графитовых катодов, а ее узкие стороны прилегают к стойкам траверсы, расположенным на торцах электролитической ванны с возможностью регулирования их вертикального положения;
- отверстия к центральной крышке имеют задвижки, облицованные керамическим волокнистым материалом;
- каждая задвижка выполнена с полукруглым отверстием на обращенной к защитному колпаку стороне, радиус которого совпадает с внешним радиусом защитного колпака;
- центральная крышка соединена посредством подкосов с двумя несущими брусьями, прилегающими к стойкам траверсы и имеющими приводное устройство;
- несущие брусья выполнены подвижными с закрепленными на них крюкообразными шарнирами боковых крышек;
- боковые крышки имеют огибающую трубчатую раму, на которой закреплены листы с расположенными на них горизонтальными и вертикальными изолирующими плитами, причем горизонтальные изолирующие плиты закреплены на нижней стороне листов посредством керамических держателей, подвешенных на стальных штифтах, а вертикальные изолирующие плиты прилегают к краю электролитической ванны и упруго соединены между собой для восприятия давления;
- в боковых крышках выполнено, по меньшей мере, одно облицованное керамическим волокнистым материалом рабочее отверстие, закрываемое крышкой, имеющей выполненное из керамического волокнистого материала уплотнительное кольцо;
- на торцах боковых крышек расположены складные регулируемые по высоте ножки;
- изолирующие плиты выполнены из алюмосиликата, причем обращенные к наружной стороне электролитической ванны плиты имеют содержание Аl2О3, по меньшей мере, 44%, а обращенные внутрь электролитической ванны плиты имеют содержание Аl2О3, по меньшей мере, 73%.
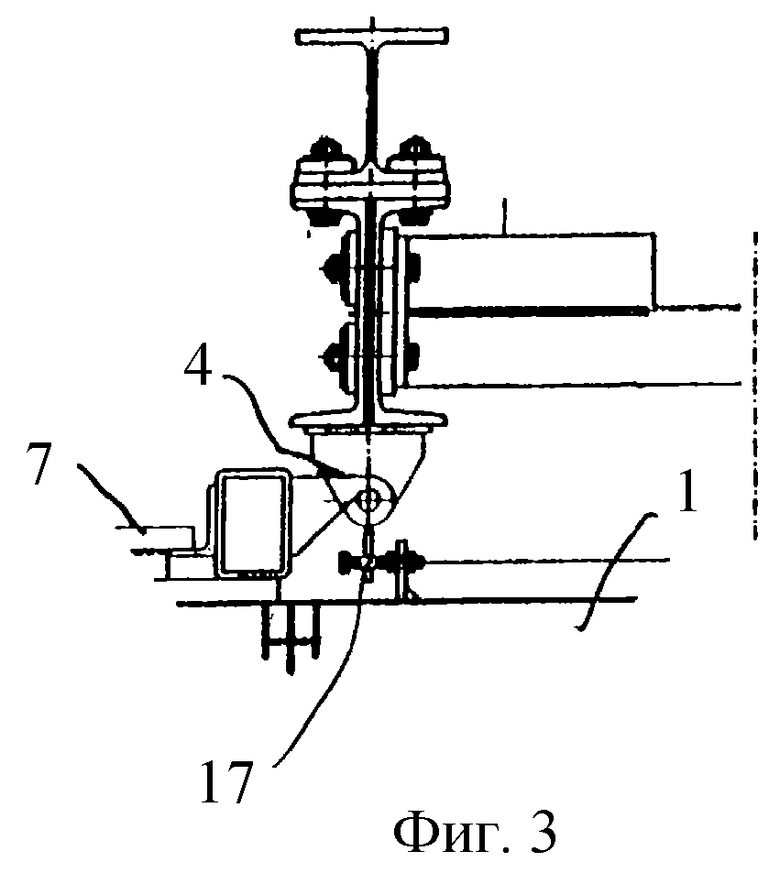
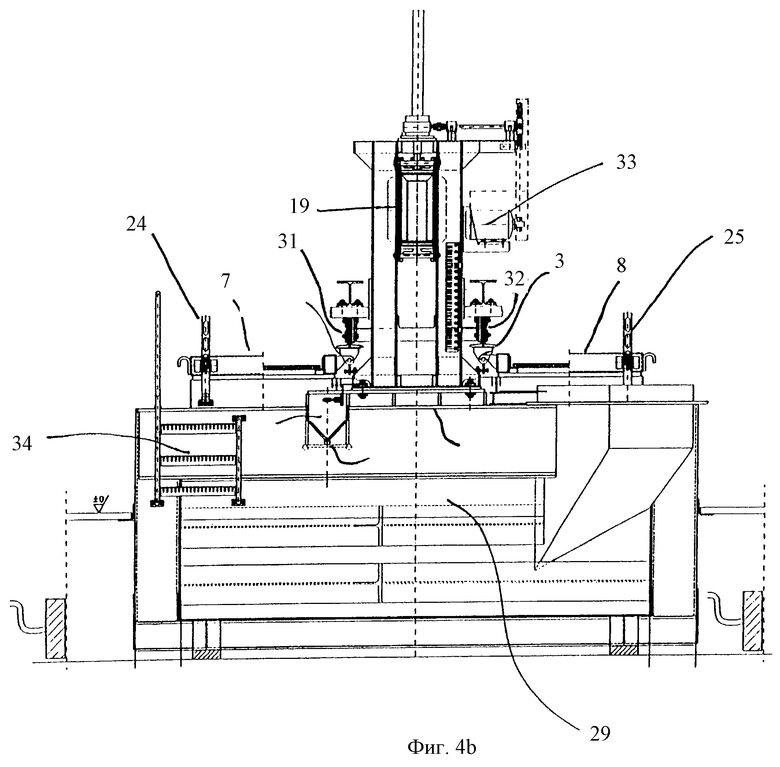
Устройство согласно изобретению для получения свехчистого алюминия из жидкого металла состоит из включенного в качестве анода угольного дна электролитической ванны, в которую сверху погружены последовательно включенные в продольном направлении графитовые электроды. Для уменьшения потерь тепла прямоугольное укрытие состоит из расположенных соответственно на продольных сторонах (по отношению к электролитической ванне) боковых частей 7, 8. В то время как центральное укрытие 1 прилегает на узких сторонах к стойкам 19, 20 траверсы, расположенным на торцах электролитической ванны 29, боковые части 7, 8 прилегают к несущим брусьям 31, 32, которые расположены в продольном направлении над центральным укрытием 1 и соединены со стойками 19,20 траверсы. Боковые части 7, 3 снабжены при этом крюкообразными шарнирами 2-4, прилегающими к многопозиционным подвескам 17, 18. Таким образом, боковые части 7,8 могут поворачиваться независимо от центрального укрытия 1.
Как в центральном укрытии 1, так и в боковых укрытиях, выполнены отверстия. Отверстия в центральном укрытии 1 выполнены с возможностью закрывания подвижными в поперечном направлении задвижками 11, 12. Задвижки состоят из жаропрочной листовой стали с керамической волокнистой облицовкой и имеют преимущественно на своей обращенной к защитному колпаку стороне полукруглую замыкающую кромку, радиус которой совпадает с внешним радиусом защитного колпака.
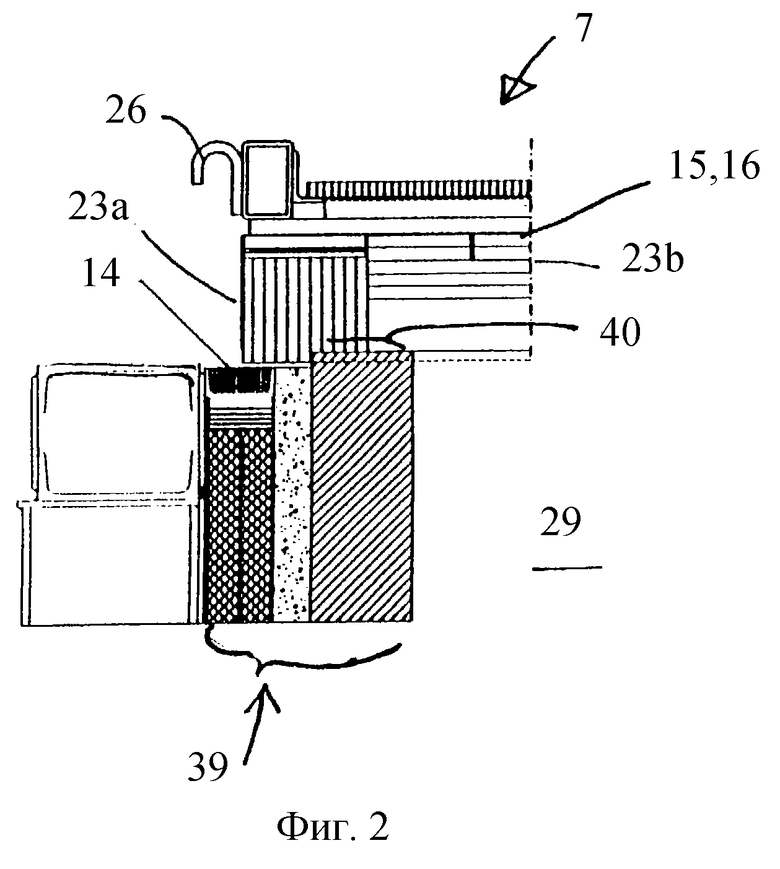
В боковых крышках 7, 8 также с возможностью закрывания крышкой 28 выполнено, по меньшей мере, одно рабочее отверстие 13. Особенностью является изоляция боковых частей 7, 8, состоящая из горизонтальных 23b и вертикальных 23а изолирующих плит. Горизонтальные изолирующие плиты 23b закреплены посредством керамических держателей 43, подвешенных на стальных штифтах 6, на нижней стороне боковых частей 7, 8, выполненных в виде листовой ванны 15, 16. Вертикальные изолирующие плиты 23а упруго соединены между собой и прилегают к краю электролитической ванны.
Другая особенность изолирующих плит 23а, 23b состоит в том, что они изготовлены из алюмосиликата, причем обращенные к наружной стороне печи плиты имеют содержание Аl2O3, по меньшей мере, 44%, а обращенные к внутреннему пространству плиты - содержание Al2O3, по меньшей мере, 73%.
Для кратковременных инспекций и контрольных измерений в боковых частях 7,8 помимо рабочего отверстия 13 находится еще запорная плита 35, также герметизированная керамическим изоляционным материалом. Необходимое для уплотнительной функции прижимное усилие достигается у запорной плиты 35 за счет стреловидного в направлении силы тяжести выполнения запорной плоскости. Крышка 28 и рабочее отверстие 13 в боковых частях 7, 8 соответственно снабжены конически сходящимся керамическим уплотнительным кольцом для одновременного повышения прижимного усилия.
Изобретение более подробно поясняется ниже с помощью примера выполнения. При этом
на фиг. 1 изображен фрагмент выполненного согласно изобретению укрытия, состоящего из отдельных крышек (вид сверху);
на фиг.2 - частичное сечение боковой крышки согласно изобретению в краевой зоне;
на фиг.3 - частичное сечение крышки в зоне подвижных несущих брусьев 31 с сочлененной с возможностью вращения боковой частью 7;
на фиг. 4a, b - виды сбоку (в качестве частичного сечения) устройства согласно изобретению для получения сверхчистого алюминия;
на фиг.5 - сечение боковой крышки согласно изобретению;
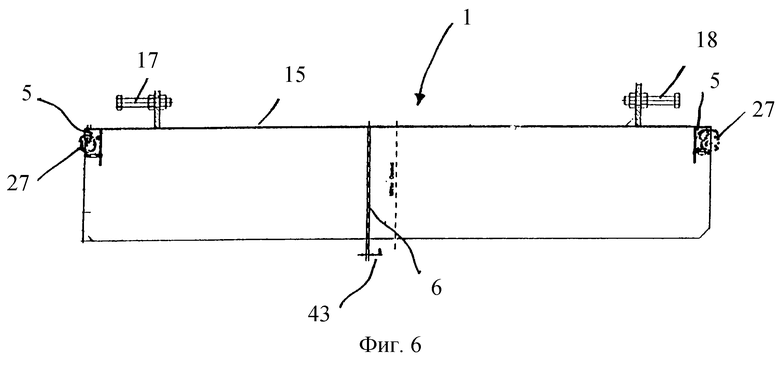
на фиг.6 - сечение центрального укрытия согласно изобретению;
на фиг.7a, b - виды сбоку запорной плиты;
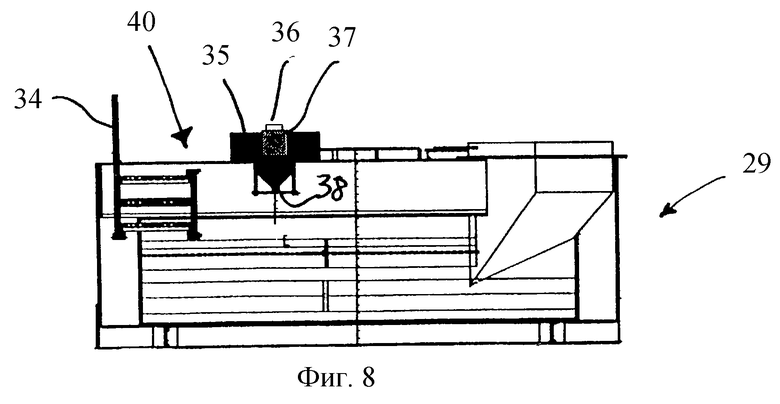
на фиг.8 - вид сбоку электролитической ванны согласно изобретению.
На фиг. 1 крышка, согласно изобретению, состоит из средней части 1, на которой слева и справа расположены подвижные посредством шарниров 2-6 боковые части 7, 8.
Средняя часть имеет соответствующее числу электродов число отверстий 9, 10, которые могут быть герметизированы каждое двумя задвижками 11, 12, снабженными полукруглыми выемками.
В одной боковой части крышки находится рабочее отверстие 13 для проведения измерений и инспекций во время трехслойного электролиза. Также это рабочее отверстие выполнено с возможностью закрывания отдельно расположенной крышкой.
Сечение на фиг.2 еще раз показывает устройство крышки в краевой зоне и расположение заполненной криолитом водяной чаши в качестве уплотнения 14 в зоне электролитической ванны. В щелях между частями 1, 7, 8 крышки могут быть расположены сплющиваемые уплотнения из расположенного в несколько слоев изолирующего коврика, так что каждая крышка изолирована как на поверхности прилегания, так и в боковой зоне.
Устройство изоляции в наружной части крышки приведено на фиг.2. На краю крышки видны вертикально стоящие изолирующие плиты 23а, которые воспринимают давление крышки на край ванны электролизера 29. В средней части 1 крышки горизонтальными слоями расположены изолирующие плиты 23b, поскольку здесь на переднем плане стоит изолирующее действие, а не воспринятие давления.
Преимущества выполненной согласно изобретению крышки состоят в высокой теплоизоляции за счет полной герметизации, в применении инертных материалов, которые имеют уменьшенную газопроницаемость, а также в повышении выхода продукта на единицу объема в единицу времени за счет гибкого доступа внутрь печи во время электролиза.
Крышки представляют собой, в основном, конструкцию из усиленных коробчатых листов 15, 16, которые в зоне отгиба из верхней стороны в боковины имеют выемки 5 для размещения боковой герметизации крышки в виде керамического волокнистого уплотнения 27 (фиг.6). За счет многопозиционной подвески 17, 18 и опирания средней части 1 на подкосы 30 она может быть выполнена при малой собственной массе очень жесткой, так что на торцах печи достаточно лишь небольших приводных усилий, чтобы поднять или опустить крышку. Кроме того, боковые крышки выполнены с возможностью хождения по ним во время электролиза. Также при кратковременных температурных ударах они не имеют деформаций, трещин и изломов. Они представляют собой, таким образом, оптимизацию различных требований к теплоизоляции, выходу продукта на единицу объема в единицу времени и защите окружающей среды.
Согласно предпочтительной форме выполнения, средняя часть прилегает к стойкам 19, 20 траверсы, изображенным на фиг.4а, 4b. Каждая стойка траверсы находится на торце печи. На ней расположены установочные устройства (катодные брусья) 21 для подъема и опускания электродов.
Далее из фиг.5 видны крюкообразно выполненные шарниры, с помощью которых боковые части крышки установлены с возможностью вращения вокруг центральной части или - после расцепления - также полного подъема от поверхности ванны.
На фиг.5 боковые части снабжены огибающей трубчатой рамой 22, на которой размещена листовая облицовка 16 для приема изолирующих плит. Для того чтобы боковые части после открывания можно было удерживать на определенном расстоянии от верхней кромки ванны, по меньшей мере, на торцах боковых частей находятся откидные ножки 24, 25. Они выполнены с возможностью регулирования по высоте, так что можно устанавливать различный угол открывания боковых крышек.
Для открывания боковых частей на фиг.5 и 6 на средней части 1 укрытия предусмотрены крюкообразные удлинения в виде захвата 26. За счет большого угла открывания захвата 26 боковые крышки 7, 8 могут быть легко извлечены из зоны поворота. В случае использования для этой цели крана этот процесс можно ограничить подъемом и опусканием, поскольку ножки 24, 25 обеспечивают фиксацию в открытом положении.
На фиг. 7а, 7b изображены виды сбоку запорной плиты 35. Они показывают помимо запорной плиты 35 ручку 36 для нее и держатель 37, например листовую деталь, которая прочно соединена с запорной плитой из силиката кальция болтами, зажимным устройством и т.п. Силикат кальция очень температуростоек и имеет высокое сопротивление разрушению, так что его можно подвергать высокой механической нагрузке.
На фиг. 8 изображен вид сбоку электролитической ванны 29 согласно изобретению. Из нее видно также расположение запорной плиты 35. Она закрывает перелив 38, а именно таким образом, что выделения не могут улетучиваться даже при открывании запорной плиты 35.
Электролитическая ванна 29 имеет кладку (край 40 печи), которая на фиг.8 проходит горизонтально до запорной плиты 35, а затем V-образно. К кладке (край 40 печи) прилегает V-образный камень из силиката кальция, причем поверхности 35а, 35b прилегания закрывают горизонтальное укрытие, а V-образная вершина - зону открывания.
Сбоку в наружной зоне электролитической ванны 29 находится лестница 34, по которой можно подняться на укрытие электролитической ванны 29. Для этого на боковых частях 7, 8 расположена решетка 41, прилегающая в зоне трубчатой рамы 22 (фиг.5).
Обслуживающий персонал может отсюда открыть как крышку 28 на рабочем отверстии 13 (фиг.1), так и задвижки 11, 12 для контроля электродов 42 (фиг. 4а).
Благодаря конструкции и огнеупорной облицовке укрытия из трех частей достигаются следующие особенности.
1. Герметизация ванны/электролизеров от потерь тепла.
2. Герметизация ванны/электролизеров от попадания пыли.
3. Уменьшение выделений фторидов и пыли примерно на 50%.
4. Боковые крышки образуют рабочую платформу для обслуживающего персонала при очистке и замене угольных катодов.
5. Сплошная конструкция без центральных подкосов обеспечивает хороший доступ при работах на поверхности ванны и короткое время открывания.
6. Опора боковых крышек 7,8 с возможностью вращения посредством крюкообразных профилей/шарниров.
7. За счет инертной огнеупорной облицовки внутренней стороны крышек в ванну не могут попасть металлические загрязнения в качестве продуктов реакции материала - основы крышек.
8. Комбинируемая конструкция огнеупорной облицовки.
9. Предотвращение продолжительных процессов открывания при отсосе электролизеров за счет рабочих отверстий в боковой крышке с запорной крышкой 28.
10. Полная подвижность боковых крышек (снятие возможно, особенно во время процессов включения и выключения и добавки электролита).
11. Применение жаропрочной стали в нагреваемых местах.
12. Точное регулирование температуры печи (±1oС) за счет крышек угольных катодов или задвижек 11, 12 и V-образной запорной плиты 35 на переливе 38 (образование минимальных отверстий).
Точное регулирование температуры печи на ±1oС обеспечивается за счет открывания запорной плиты 35 на переливе 38. Запорная плита 35 состоит для этого из держателя 37, на котором закреплена ручка 36. Материал запорной плиты 35 состоит из силиката кальция и является, таким образом, высокожаростойким и в то же время достаточно прочным, чтобы выдерживать без повреждения механическую нагрузку при открывании и закрывании перелива 38.
Предпочтительным образом запорная плита 35 закреплена сбоку на электролизере 29. За счет этого можно в значительной степени предотвратить выход печных газов, так что выброс при обслуживании печи согласно изобретению поддерживается на очень низком уровне. Особенно предпочтительным является боковое размещение запорной плиты 35 на торце печи, поскольку здесь восходящий поток тепла препятствует выходу газообразных загрязнений. В качестве дополнительной меры запорная плита 35 V-образно заострена в направлении перелива 38, благодаря чему образуется относительно длинное щелевое отверстие, посредством которого может происходить точное регулирование температуры при одновременно минимальной степени выбросов.
Особенно предпочтительным образом камень из силиката кальция запорной плиты 35 выполнен Т-образным, причем вершина Т своими поверхностями 35а, 35b прилегает к футеровке 39 края 40 печи (кладка). Это обеспечивает надежное запирание электролизера 29 посредством запорной плиты 35.
Сбоку на краю 40 печи (кладка) закреплена лестница 34, которая позволяет обслуживающему персоналу подниматься на укрытие печи. Предпочтительным является закрепление лестницы 34 вблизи рабочего отверстия 13, так что все действия могут быть произведены коротким путем. Для улучшения возможности хождения на верхней стороне боковых частей 7, 8 в зоне трубчатой рамы 22 закреплена решетка 41. Боковые крышки являются, таким образом, рабочей платформой для очистки и замены угольных электродов или катодов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2041975C1 |
| ЗАПОРНАЯ СИСТЕМА ДЛЯ ЭЛЕКТРОЛИЗЕРА | 2015 |
|
RU2682498C2 |
| КАТОДЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ПЕНОГРАФИТОВОЙ ОБЛИЦОВКОЙ | 2006 |
|
RU2389826C2 |
| ЭЛЕКТРОЛИЗЕР | 2009 |
|
RU2400569C1 |
| Способ получения алюминия электролизом раствора глинозема в криолите | 2022 |
|
RU2812159C1 |
| УСТРОЙСТВО ДЛЯ СБОРА ГАЗОВ В ЭЛЕКТРОЛИЗЕРАХ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1990 |
|
RU2023760C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С ИНЕРТНЫМ АНОДОМ ВЕРТИКАЛЬНОЙ КОНСТРУКЦИИ | 2023 |
|
RU2836402C2 |
| ЭЛЕКТРОЛИЗЕР С САМОСПЕКАЮЩИМСЯ ЭЛЕКТРОДОМ | 1995 |
|
RU2121014C1 |
| УСТРОЙСТВО ХРАНЕНИЯ ГРУЗА НАД ЭЛЕКТРОЛИЗЕРОМ | 2015 |
|
RU2686184C2 |
| ПОРИСТЫЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ, СМАЧИВАЕМЫЙ АЛЮМИНИЕМ | 2002 |
|
RU2281987C2 |



Изобретение относится к цветной металлургии и может быть использовано для получения сверхчистого алюминия способом трехслойного электролиза. Техническим результатом изобретения является полная герметизация электролизера от потерь тепла и от попадания пыли, а также от выделения фторидов и пыли. Устройство содержит угольное дно электролитической ванны, включенное в качестве анода, графитовые катоды, погруженные в ванну сверху и включенные последовательно в продольном направлении, прямоугольное в плане укрытие для уменьшения потерь тепла, имеющее проходы для катодов, и копильник для добавки металла, установленный сбоку ванны. Укрытие выполнено в виде трех крышек, расположенных параллельно друг другу в одной плоскости в продольном направлении электролитической ванны, причем центральная крышка выполнена с возможностью снятия вертикально вверх, а боковые крышки расположены с возможностью поворота посредством шарниров, и снабжено упругим керамическим волокнистым материалом, размещенным по краю электролитической ванны и огибающим его, и прижатым центральной крышкой для обеспечения теплоизоляции и герметизации от выхода газа. Графитовые катоды облицованы керамическими защитными колпаками, расположенными в проходах центральной крышки. 10 з.п. ф-лы, 10 ил.
| Заготовка для экструдирования труднодеформируемых материалов | 1976 |
|
SU583831A1 |
| DE 4329732 C1, 04.08.1994 | |||
| DE 2951720 A1, 03.07.1980 | |||
| Электролизер для получения алюминия | 1936 |
|
SU53265A1 |
| 0 |
|
SU360397A1 | |
