Изобретение относится к машиностроению, а именно к винтами для изготовления гладких и резьбовых отверстий, диаметром приблизительно до 6 мм путем ввинчивания в металлический лист толщиной 1 мм, с головкой для ввода инструмента и резьбовым хвостовиком с примыкающей к нему цилиндрической частью, имеющей диаметр меньше, чем средний диаметр резьбового хвостовика, переходящей в конусный элемент, образующий отверстие.
Известно выполнение винтов для изготовления гладких и резьбовых отверстий с заостренным на переднем конце откалиброванным коническим острием, который для получения отверстия забивается в листовой материал по типу гвоздя [1]
Однако при этом имеется опасность образования разрывов в зоне отверстия при приложении ударной нагрузки, вследствие чего пи ввинчивании резьбовой части винта получающаяся резьба может также иметь разрывы, что уменьшает усилие крепления винтов в листе.
Известен саморежущий винт для листа. У этого винта элемент для образования отверстия служит для того, чтобы винт мог просверлить отверстие путем снатия стружки, для чего элемент, образующий отверстие, переходит в откалиброванное острие, выполненное в виде острия пирамиды, кромки которой служат для снятия стружки с соответствующего листа.
Элемент этого винта, образующий отверстие, снабжен однозаходной резьбой с большим шагом, с помощью которой при дальнейшем внедрении винта в материал листа должна осуществляться раздача направляющего канала, выполненного с заостренным концом, который раскрывается в форме конуса. Резьба резьбового хвостовика в этом винте переходит непосредственно в участок, выполняющий отверстие.
Снятие материала листа в виде тонкой стружки при ввинчивании известных винтов создает ряд недостатков. Тонкие стружки остаются в полости детали и, в случаях, когда речь идет, например, об электрических приборах, могут образовывать в них нежелательные и представляющие опасность контактные мостики. Кроме того, такие тонкие стружки трудно удалить и они могут приводить, особенно в случае образования влаги или поступления сырого воздуха, к нежелательной коррозии.
Задача изобретения выполнить винты таким образом, чтобы исключить проблемы, связанные с образованием стружки, и получить особенно прочную посадку завинчиваемых в лист винтов.
Это обеспечивается тем, что имеющаяся на резьбовом хвостовике в качестве составной части нарезка на коническом участке длиной, равной приблизительно четырем виткам, переходит в цилиндрический участок, длина которого равна приблизительно четырехкратной толщине листа, элемент, выполняющий отверстие, заканчивается поверхностью трения, размягчающей лист при вращении и имеющей выпуклую форму с радиусом приблизительно равным 0,5 мм, причем весь винт выполнен за одно целое из улучшенной стали с пределом прочности на растяжение около 1400 Н/мм2 или из закаленной стали.
Винт согласно изобретению выполняет отверстие в металлическом листе путем трения выпуклой поверхности о металлический лист, который при этом разогревается настолько, что материал переходит в пластическое состояние, при этом он прогибается в радиальном направлении таким образом, что отверстие раздается в нужном размере с вытеснением материала в виде сопла. При этом при радиусе около 0,5 мм выпуклость на поверхности трения создает благоприятную центровку, обеспечивает достаточно быстрое выделение тепла при высокой скорости внедрения в материал и хороший отвод через винт.
Затем при дальнейшем вращении винта в образовавшееся сопло входит его цилиндрическая часть, за счет чего заканчивается формирование отверстия с соплом. Затем в отверстие входит конический резьбовой хвостовик, с помощью которого образуется резьба в отверстии, что облегчается за счет того, что этот участок имеет коническую форму. При этом цилиндрическая часть вращающегося винта получает другое число оборотов, так как для осуществляемого в начале процесса формования отверстия под действием трения необходимо значительно более высокое число оборотов, чем при формовании резьбы. Благодаря этому удается предотвратить в конце процесса формования отверстия вхождение витков резьбы на конусной части резьбового хвостовика в зацепление.
Разогрев металлического листа за счет трения выпуклой поверхности зависит от силы прижима, с которой поверхность трения прижимается к металлическому листу. Давление, необходимое для достаточного разогрева, снижается за счет того, что металлический лист в месте формования отверстия имеет коническую форму. В этом случае и при таком отверстии конической оболочки, при котором зона контакта с выпуклой поверхностью трения имеется только в зоне конической оболочки, выпуклая поверхность трения выполнена таким образом, что она соответствует радиусу от 0,5 до 1 мм.
При обработке металлического листа его требуется сначала разрезать до определяемых размеров, причем зачастую предусматривается также разметка отверстий, которые необходимо выполнить. Нанесение конических углублений в рамках такой подготовки не требует особых затрат, так как под коническими углублениями не подразумеваются сплошные отверстия, т.е. не требуется штамповка с образованием отходов.
Благодаря коническому углублению значительно облегчается установка винта его выпуклой поверхностью трения на плоский лист металла и увеличивается зона контакта, необходимая для разогревания, в частности, в форме кольца на участке конической оболочки, что по сравнению с установкой винта на гладкую металлическую поверхность позволяет снизить силу прижима винта к листу. На это уменьшение силы прижима благоприятно влияет также увеличение радиуса выпуклой поверхности трения, так как при этом соответственно увеличивается радиус кольцеобразной зоны контакта и вместе с тем ее длина.
Вследствие такого выполнения винта согласно изобретению создается особенно большой момент расцепления, так как разогретое сопло в конце процесса внедрения застывает вокруг более холодного резьбового хвостовика. За счет этого получают особенно желательный эффект предохранения ввинчиваемого винта.
Известны инструменты для формирования отверстия в металлическом листе, которые за счет силы трения разогревают лист и благодаря коническому выполнению их передней части выполняют отверстие с соплообразным выступом [2]
Эти инструменты состоят из оправки, быстро вращающейся вокруг своей оси, которая устанавливается своим центрирующим острием или острием оправки на лист и под действием силы трения так пластифицирует материал листа, что примыкающая к острию конусная часть инструмента может обеспечить раздачу отверстия до максимального диаметра конуса, к которому примыкает цилиндрический участок оправки.
Известно выполнение такого конуса с закруглением спереди [3]
Целесообразно выполнить элемент, формующий отверстие в виде конуса. Благодаря своей геометрии конус обеспечивает непрерывную подачу материала листа, что осуществляется за счет того, что конус имеет несколько симметрично расположенных продольных плоских граней, которые в поперечном сечении конически закругленными переходят друг в друга. За счет этого облегчается деформация листового материала.
Далее деформация материала облегчается за счет того, что конус и плоские грани переходят в цилиндрическую часть. Вследствие осевого закругления вплоть до цилиндрического участка создается равномерная раздача деформируемого материала и вместе с тем благоприятное течение его. Поэтому винт на участке элемента, формирующего отверстие, целесообразно выполнить таким образом, чтобы угол конуса лежал приблизительно в диапазоне от 30 до 40о.
Выполнение сопла, образованного пластическим деформированием, позволяет отформовать в сопле витки резьбы с шагом, значительно меньшим, чем обычный шаг в известных винтах для листового материала.
Поэтому целесообразно выполнять винт таким образом, чтобы соотношение между шагом Р резьбы и его наружным диаметром было равно Р 0,15 до 0,20 α.
Если желательно при затягивании винта не нажимать на эту закраину, целесообразно выполнить головку винта таким образом, чтобы она на своей нижней стороне, обращенной к резьбе, имела круговой паз, внутренняя стенка которого имеет радиус, в основном соответствующий радиусу по среднему диаметру резьбы, и воспринимает торцовую сторону сопла, отформованного при внедрении винта в металлический лист, т.е. упомянутую закраину.
При прижимании закраины винта с гладкой нижней стороной его головки часто приводит к тому, что при этом с закраины в определенном объеме снимается стружка. Такая металлическая стружка нежелательна, так как она может привести к загрязнению или появлению коррозии, особенно в случае применения винтов для электрических приборов. Металлическая стружка может также приводить к возникновению определенных проблем, например, коротким замыканиям.
Кольцевой паз может иметь прямоугольное поперечное сечение. Для этого при изготовлении инструмента кольцевой паз может быть отштампован в головке винта.
Можно также проложить наружную стенку кольцевого паза от его основания наклонно наружу. В этом случае наклонный кольцевой паз может прижать закраину внутрь при насаживании ее на резьбу. Благодаря такому выполнению закраина прижимается к резьбе, для чего кольцевой паз имеет такую глубину, чтобы торец сопла при затягивании винта прижимался в направлении резьбового хвостовика.
За счет этого, с одной стороны, получают особенно хорошее уплотнение между соплом и резьбой винта, а, с другой стороны, и хорошее зажатие винта, за счет которого значительно повышается его момент расцепления.
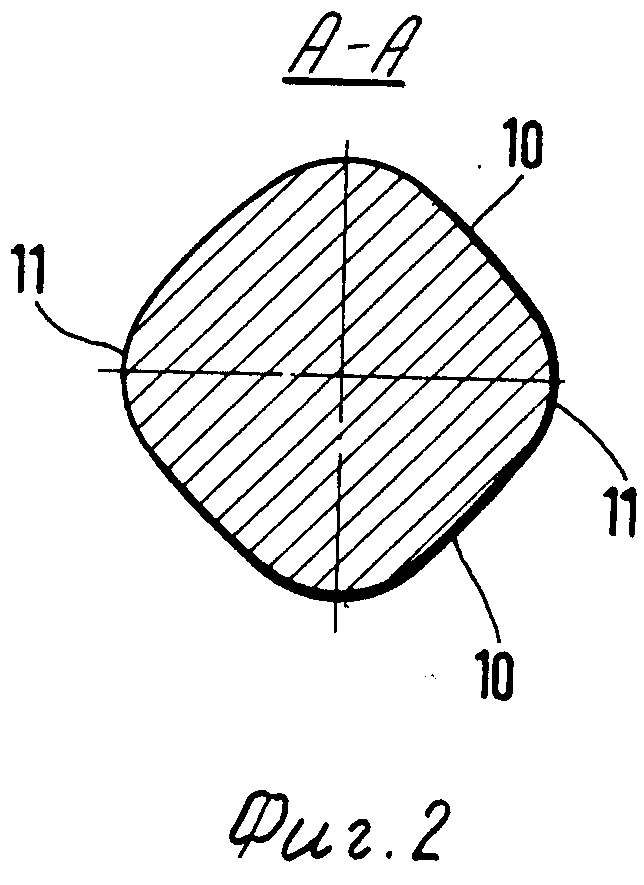
На фиг. 1 показан предлагаемый винт, вид сбоку; на фиг. 2 сечение линии А-А на фиг. 1; на фиг. 3-5 отдельные фазы формирования отверстия в металлическом листе; на фиг. 6 винт с прямоугольным кольцевым пазом в головке, вид сбоку; на фиг. 7 сечение Б-Б на фиг. 1; на фиг. 8 винт, внедренный лист; на фиг. 9 винт, внедренный в лист с торцом сопла, прижатым к резьбе; на фиг. 10 и 11 взаимное расположение винта и металлического листа, снабженного коническим углублением; на фиг. 12 взаимодействие винта с коническим углублением; на фиг. 13 коническое углубление в середине углубления.
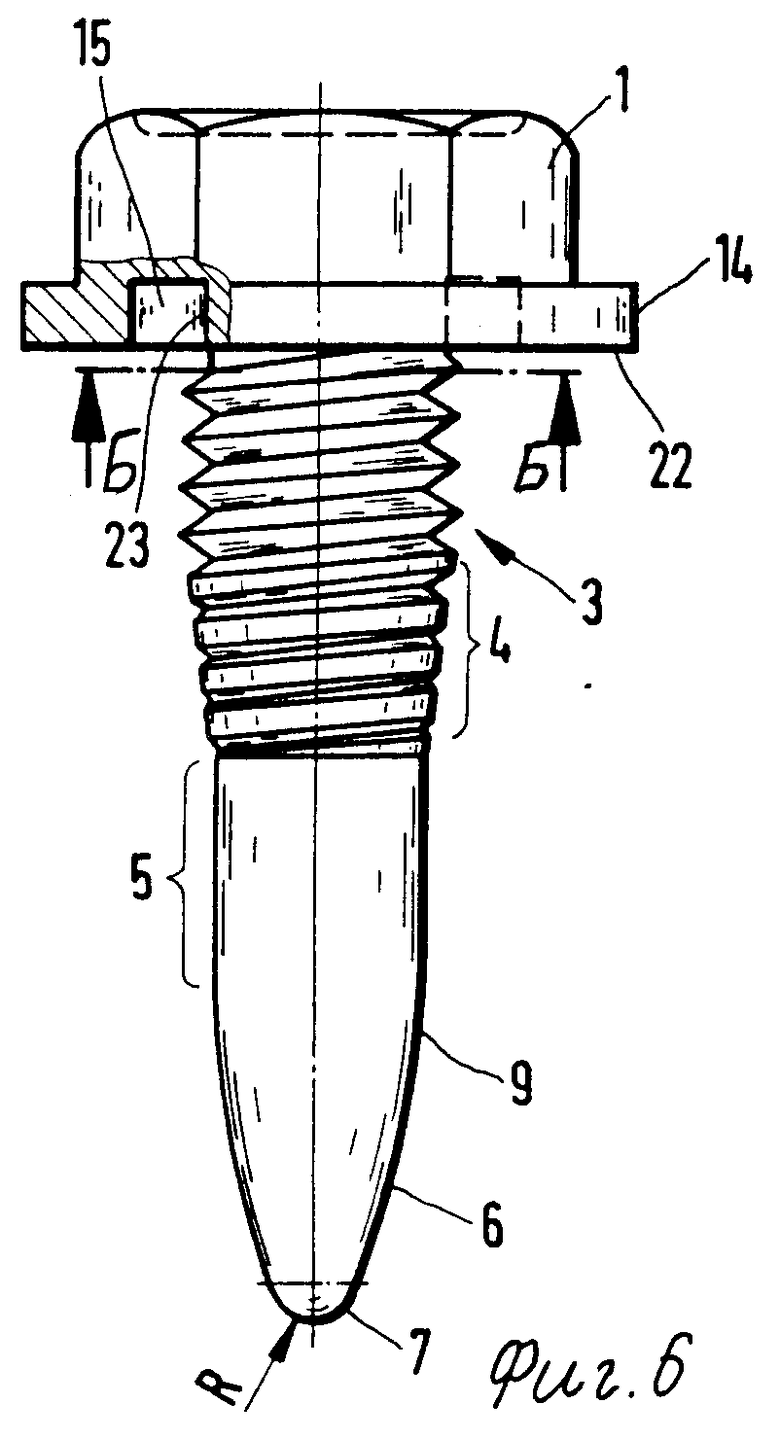
Винт (фиг. 1) имеет головку 1, выполненную с крестообразным пазом 2 для инструмента. К головке примыкает хвостовик 3, имеющий со стороны, противоположной головке, коническую часть длиной, равной четырем виткам резьбы. Количество витков резьбы может быть незначительно повышено или снижено. Коническая часть получается за счет того, что соответствующие витки резьбы уменьшаются по своему наружному диаметру. Резьба резьбового хвостовика 3 может быть получена накаткой.
К резьбовому хвостовику с конической частью 4 примыкает цилиндрический участок 5, диаметр которого соответствует диаметру сердечника. Он может быть также немного больше или меньше, однако должен быть ниже среднего диаметра резьбового хвостовика 3. Длина цилиндрического участка 5 по оси приблизительно соответствует четырехкратной толщине листа, если исходить из того, что винт должен входить в два листа, толщина каждого из которых составляет 1 мм, причем при этом еще следует учесть, что на каждом листе осуществляется формообразование сопла, длина которого также лежит в диапазоне 1 мм.
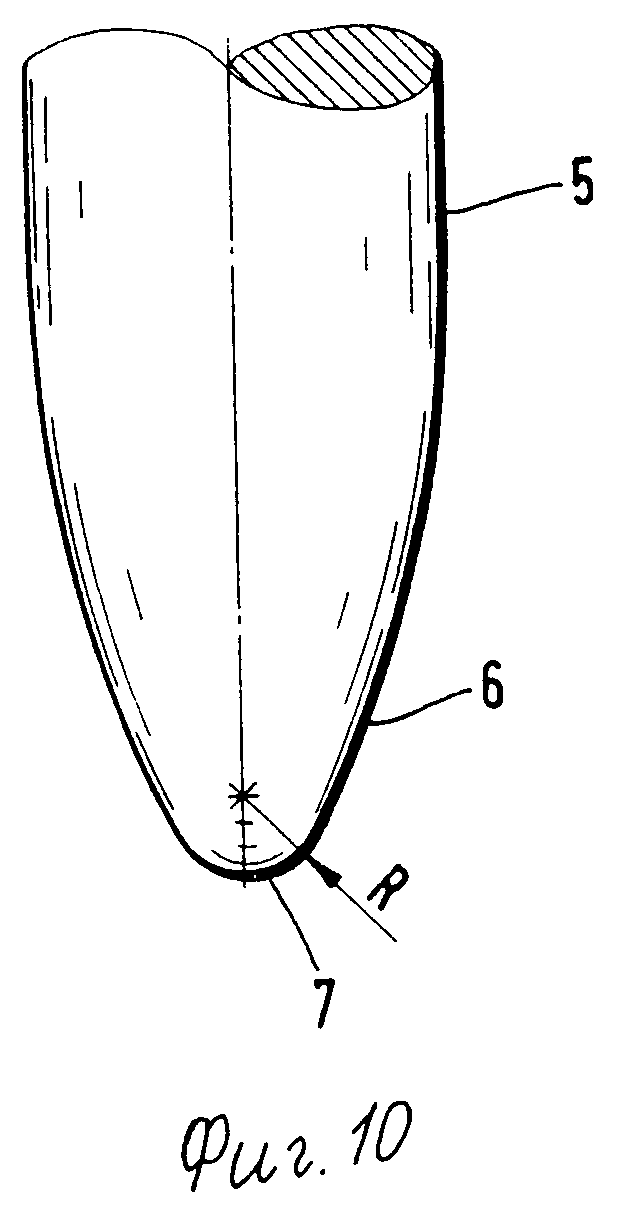
К цилиндрическому участку 5 примыкает конусообразный элемент 6, формирующий отверстие, который заканчивается выпуклой поверхностью трения 7, имеющей радиус R около 0,5 мм.
Элемент 6, формирующий отвеpстие, выполнен в виде конуса, переходящего через осевое закругление 9 в цилиндрический участок 5 (фиг. 1).
Вдоль элемента 6, формирующего отверстие, проходят четыре симметричные плоские грани 10, благодаря чему образуются заостренные скругления 11, создаваемые гранями 1, которые при вращении элемента 6, формирующего отверстие, и внедрении его в металлический лист 12 (на фиг. 3-5) вытесняют этот материал как радиальном, так и в осевом направлении.
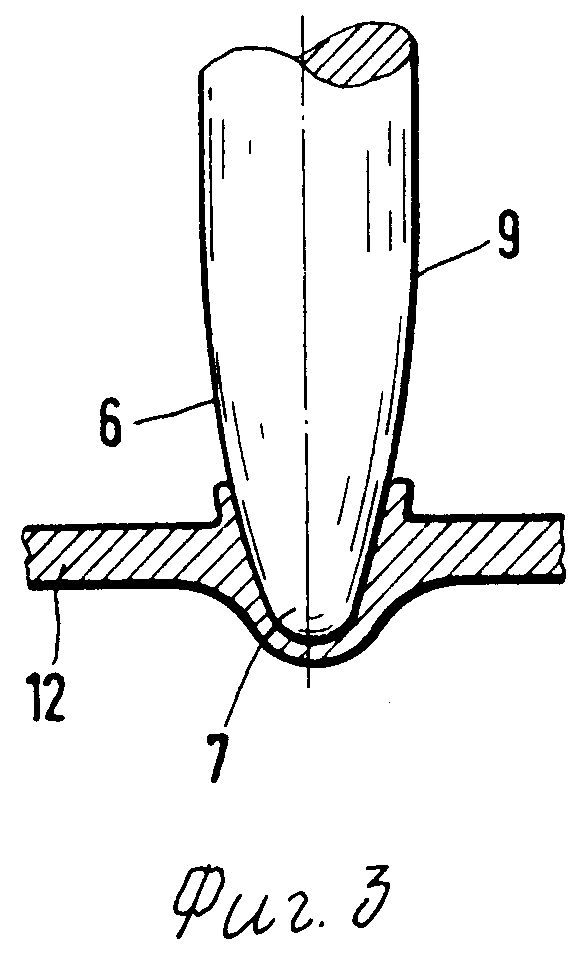
На фиг. 3-5 поясняется процесс внедрения винта в металлический лист 12, например стальной.
Сначала элемент 6, формирующий отверстие, прижимается своей поверхностью трения 7 к листу 12 и приводится во вращение с числом оборотов, приблизительно, 400 об/мин. При этом используют металлический лист 12 толщиной 1 мм и винт с цилиндрическим участком диаметром 5 мм. Под действием прижима поверхности трения 7 к листу 12 и высокого числа оборотов между поверхностью трения и находящейся с ней в контакте поверхностью листа создается такое количество теплоты трения, что материал листа размягчается, причем он размягчается как в направлении к винту, так и от него и образуется сопло 13 (фиг. 4), которое распространяется как сверху, так и снизу листа 12.
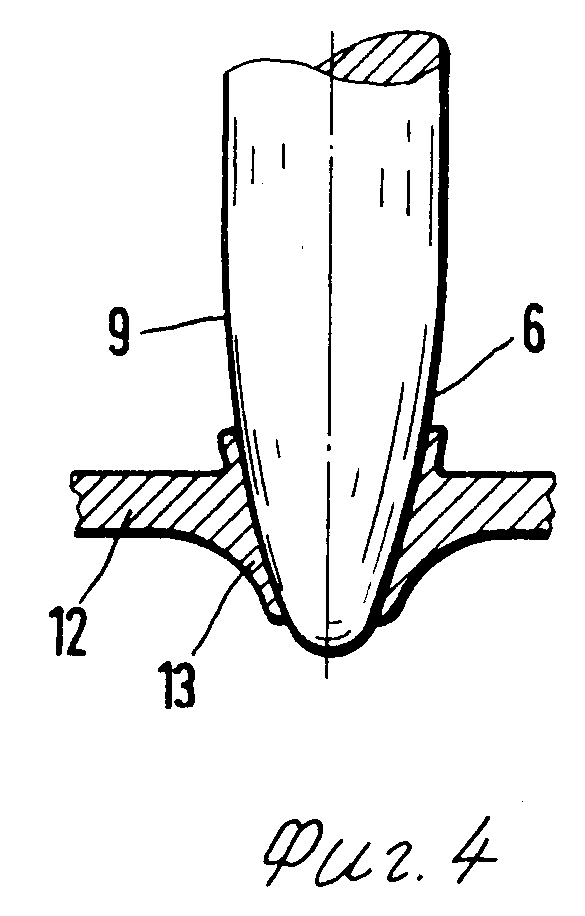
Угол конуса элемента 6, формирующего отверстие, составляет в этом случае 35о. При таком угле длина сопла 13 выше и ниже листа отличаются друг от друга тем, что длина ниже листа составляет приблизительно двойную длину выше листа. При уменьшающемся угле конуса длина сопла выше листа еще более увеличивается по сравнению с длиной ниже листа.
Процесс пластической деформации листа с соплом продолжается до тех пор, пока сопло не дойдет до цилиндрического участка 5, где затем в сопло начинает внедряться коническая часть 4 резьбового хвостовика 3. Уже в зоне осевого закругления 9 для дальнейшего внедрения винта требуется значительно увеличенный момент трения, в связи с чем при соответствующих размерах приводного органа для инструмента его число оборотов уменьшается в момент внедрения конической части 4 резьбового хвостовика в сопло 13 и образование в нем соответствующей резьбы.
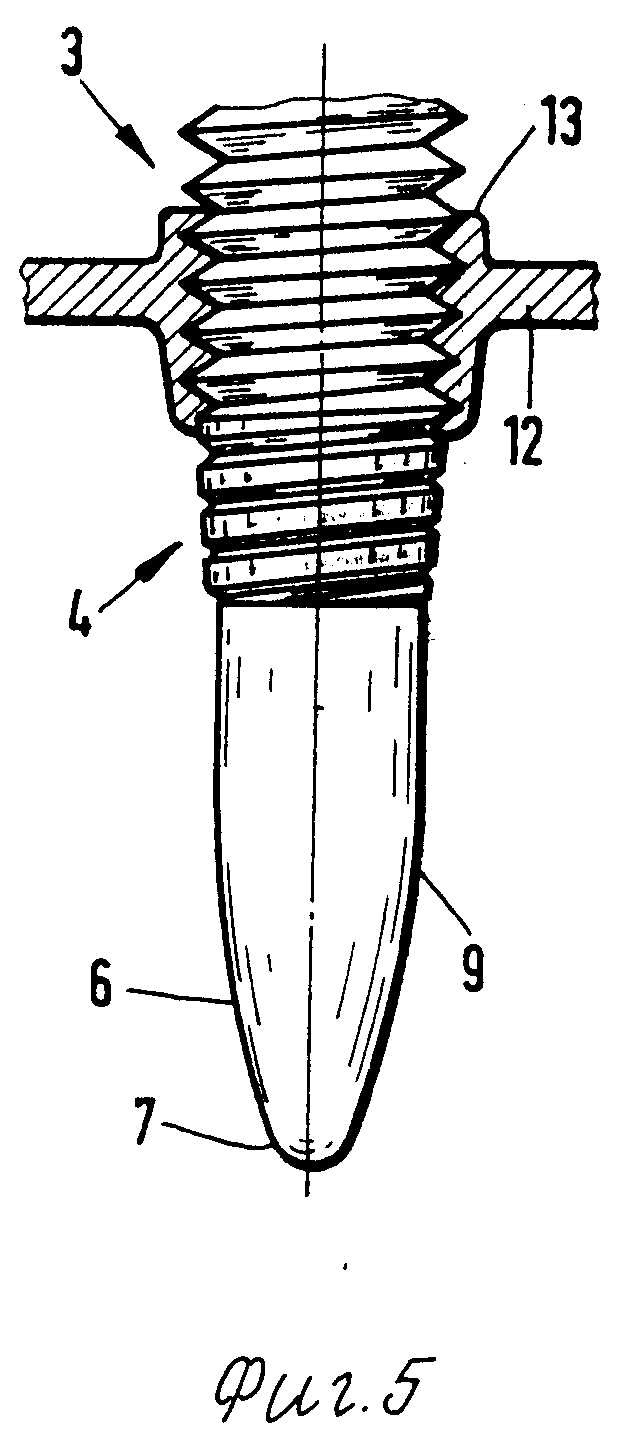
Этот процесс ведет к дальнейшему внедрению резьбового хвостовика 3 в сопло 13 (фиг. 5) до тех пор, пока наконец сопло не приблизится к головке. Таким образом, винт оказывается полностью введенным в лист с его соплом. При этом головка прижимается сверху к соплу, деформируя его сверху и подгоняя по форме к поверхности головки.
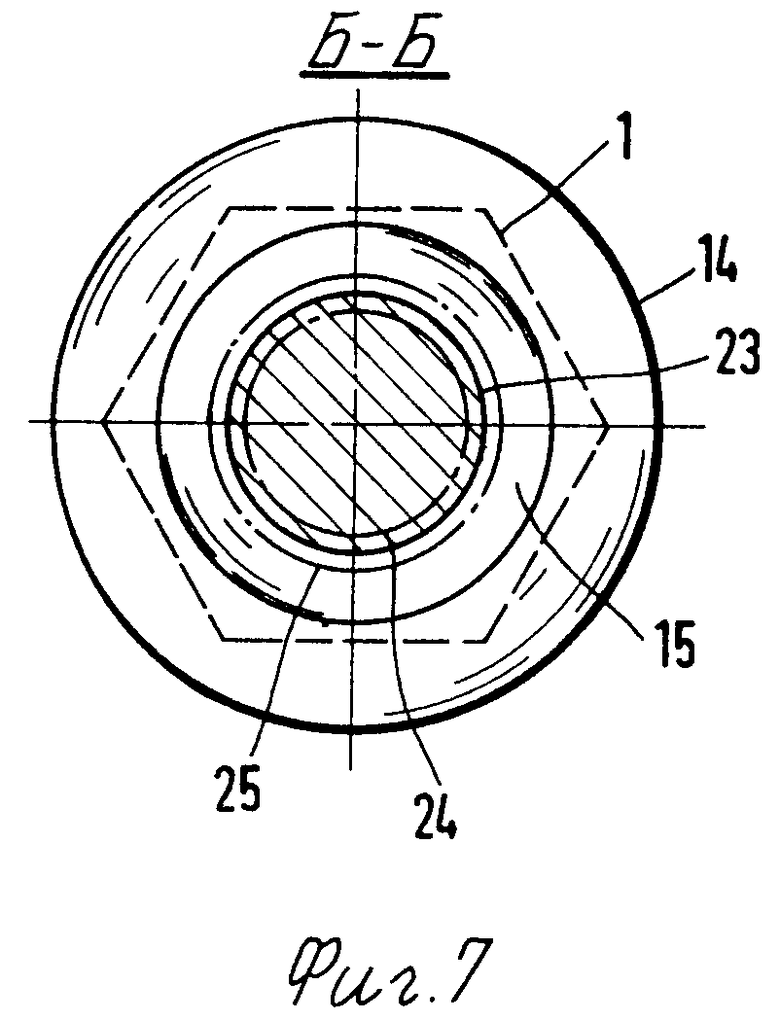
Винт, показанный на фиг. 6, имеет головку 1, которая здесь выполнена шестигранной. В этих примерах исполнения головка 1 имеет заплечик 14, на нижней стороне 22 которого выполнен кольцевой паз 15. Целесообразно, чтобы кольцевой паз входил в заплечик. Он имеет здесь прямоугольное поперечное сечение. К заплечику 14 примыкает резьба хвостовика 3, за которой следуют остальные составные части винта.
Внутренняя стенка 23 кольцевого паза 15 имеет радиус, который лежит между радиусами внутреннего диаметра 24 и наружного диаметра 25 резьбы хвостовика 3 (на фиг. 7 штрихпунктирная линия), т.е. радиусу среднего диаметра резьбы.
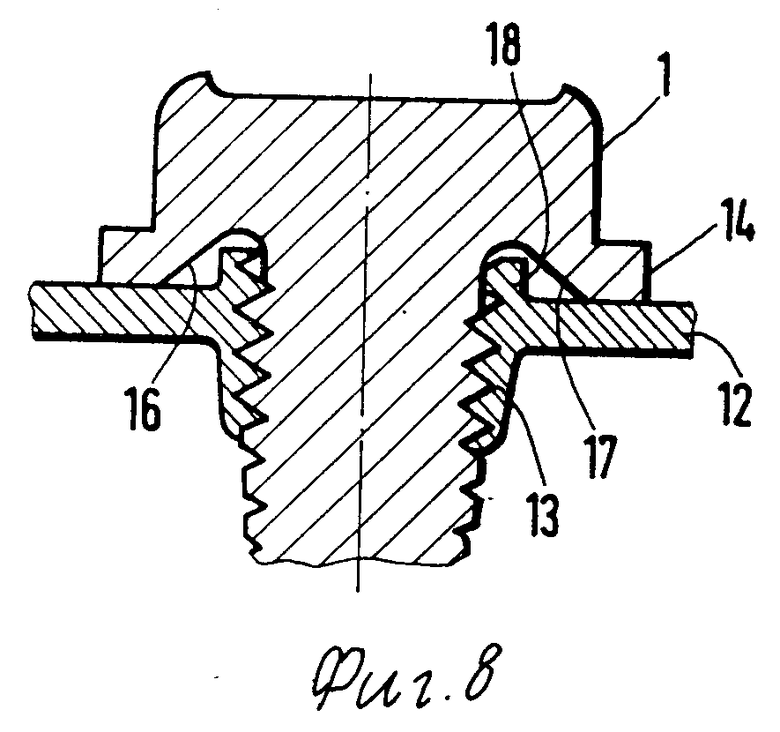
На фиг. 8 показан винт с завинченной до прилегания головки 1 к листу 12, причем торец 18 сопла 13 полностью входит в кольцевой паз 16. Таким образом, при завинчивании винта торец 18 входит в головку. Кольцевой паз 16 имеет проходящую под углом наружу от его основания стенку 17. Такое прохождение стенки 17 в случае контакта торца со стенкой дает возможность прижима торца внутрь в направлении к резьбе.
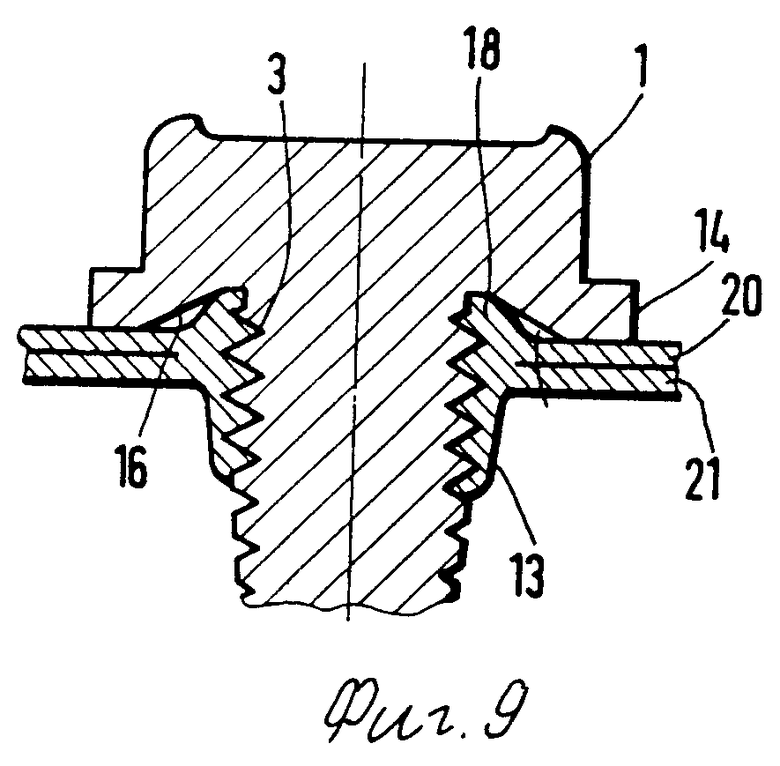
Этот эффект представлен на фиг. 9, где кольцевой паз 16 выполнен в головке 1 не очень глубоко, благодаря чему при завинчивании головки торец 18 сопла 13 контактирует с наклонной стенкой 17 и при этом поджимается радиально внутрь к резьбе, за счет чего торец плотно охватывает резьбу, что создает некоторое уплотнение и, кроме того, зажимает винт в сопле 13.
В примере выполнения, показанном на фиг. 9, речь идет о сплошном листе, состоящем из двух слоев 20 и 21, которые при внедрении винта прилегают друг к другу, и в котором выполняется проходящее насквозь сопло 13 с торцом 18, в которое переходит материал обоих слоев 20 и 21. В случае формования отверстия в расположенных друг на друге листах можно намного повысить общую толщину по сравнению с толщиной единственного листа, например до 1,8 мм.
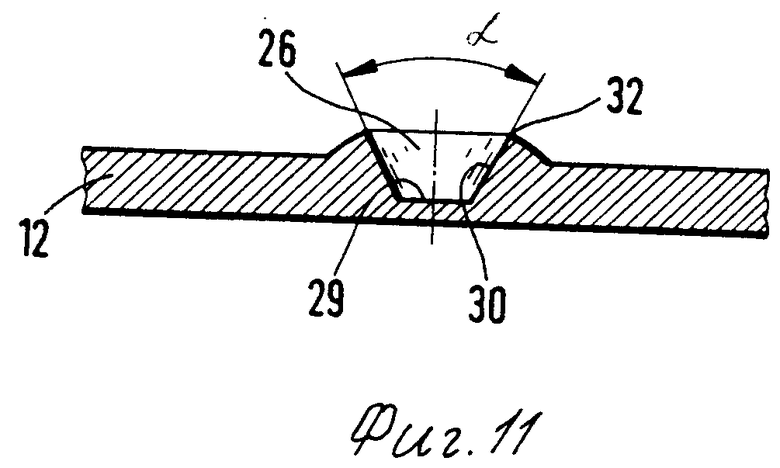
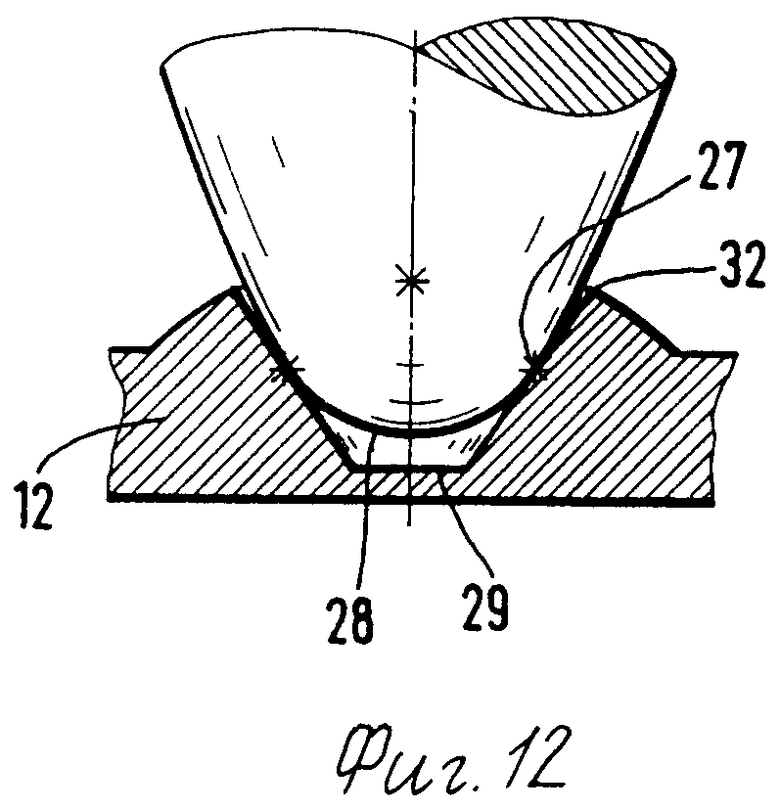
На фиг. 10 показан цилиндрический участок 5 с примыкающим к нему конусообразным элементом 6, формирующим отверстие, и выпуклой поверхностью трения 7 резьбонарезающего винта, у которого радиус R лежит в диапазоне от 0,5 до 1 мм. Этот винт взаимодействует с конусным углублением 26, имеющимся на металлическом листе 12 (фиг. 11). Угол конуса α углубления 26 составляет 54о. В этом углубление входит выпуклая поверхность трения 7 и образует в нем зону 27 контакта (фиг. 12), которая кольцеобразно обхватывает выпуклую поверхность трения 7. Передний конец 28 (фиг. 12) выпуклой поверхности трения находится при этом на небольшом расстоянии от основания 29 углубления 26, вследствие чего контакт с металлическим листом имеется только в зоне конусной оболочки 30 углубления 26, в частности согласно фиг. 12, ниже кромки 32 конической оболочки 30. Можно также установить выпуклую поверхность трения 7 на край 32.
Сила прижима, действующая на винт, создает трение только в зоне 27 контакта, которое вследствие значительного плоскостного удлинения зоны контакта уже при небольшой силе прижима создает необходимый разогрев материала металлического листа 12. На винте, снабженном резьбой М5, при этом создается сила прижима около 150 Н.
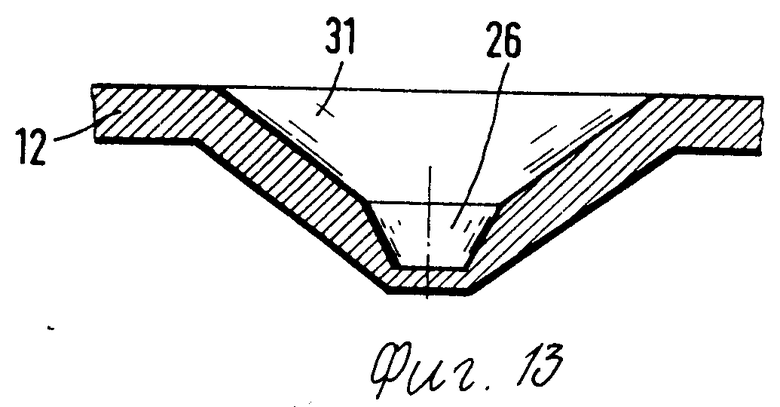
У небольших винтов, например, с резьбой М3 большой диаметр конусного углубления 26 составляет около 1 мм. Такое маленькое конусное углубление при определенных обстоятельствах трудно найти винтом, который должен внедряться в соответствующий лист. В металлическом листе 12 (фиг. 13) выполняется углубление 31 и концентрично с ним в его основании отформовывается углубление 26, не проходящее насквозь через металлический лист 12. Винт, вводимый в направлении углубления 31, автоматически направляется стенкой углубления 31 в углубление 26, где действует аналогично тому, как это показано на фиг. 12.
Вследствие разогревания материала металлического листа, создаваемого в зоне 27 контакта, получается деформирование, показанное на фиг. 3, 4 и 6.
Использование: изготовление гладких и резьбовых отверстий с диаметром резьбы до 6 мм в металлическом листе толщиной около 1 мм. Сущность изобретения: винт содержит головку 1 с пазом 2 под инструмент и резьбовой хвостовик 3, к которому прилегает цилиндрический участок 5. Диаметр участка меньше среднего диаметра резьбы хвостовика. Участок 5 переходит в конический элемент 6 для формирования отверстия. Хвостовик 3 имеет коническую часть 4 длиной около четырех витков резьбы. Длина участка 5 равна, приблизительно четырехкратной толщине листа. Элемент 6 заканчивается выпуклой поверхностью трения 7 с радиусом R, равным около 0,5 мм. Винт выполнен за одно целое из улучшенной стали с пределом прочности на расстояние около 1400 Н/мм2 или из закаленной стали. Винт внедряется в металлический лист при вращении. Образующаяся между поверхностями трения 7 и листа теплота размягчает лист и способствует получению отверстия. 9 з.п. ф-лы, 13 ил.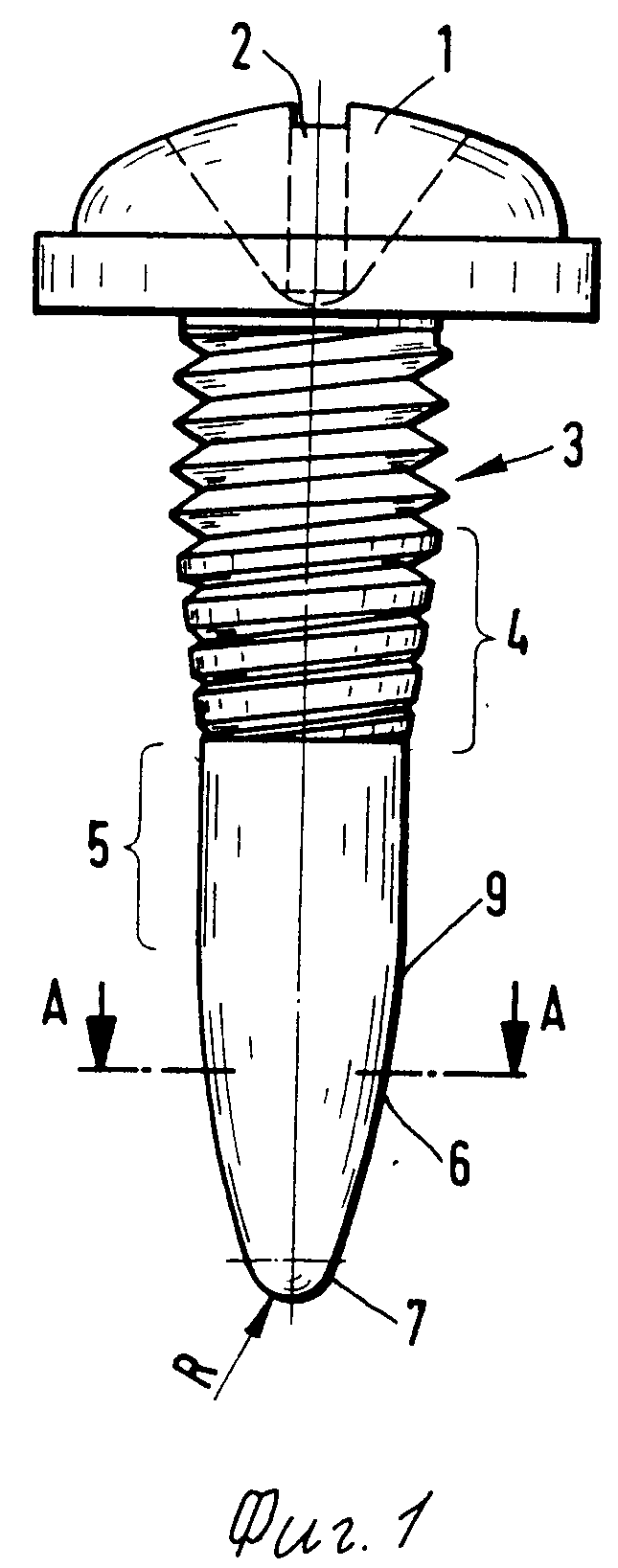
P (0,15 0,20)d.
Приоритет по пунктам:
23.03.89 по п.1 для гладких металлических листов;
23.03.90 по п.1 для металлических листов с конусным углублением;
23.03.89 по пп.2 7;
10.07.89 по пп.8 11.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ ФИЛЬТРАЦИИ ПЛАСТОВЫХ ФЛЮИДОВ | 2013 |
|
RU2537446C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
