Изобретение относится к металлообработке и штамповке и может быть использовано для получения деталей с криволинейной поверхностью, например, для отражающей поверхности концентраторов гелиоустановок, отражателей фар автомобилей и т.п.
Известен способ формирования нежестких деталей с криволинейной поверхностью, включающий обработку детали по толщине со стороны формообразуемой криволинейной поверхности, формообразование и выравнивание криволинейной поверхности до плоской.
Однако известное техническое решение при создании криволинейной поверхности отражения требует специального сложного оборудования, расчета специальной программы для криволинейной траектории перемещения резца, специального оборудования для таких расчетов (компьютерной техники) и программирующих устройств для введения программы в станок. При обработке криволинейной поверхности быстро изнашивается режущий инструмент в результате повышенных нагрузок, что приводит к преждевременному выходу его из строя. Известный способ является трудоемким и неэкономичным.
Цель изобретения повышение технологичности процесса при изготовлении нежестких деталей с криволинейной поверхностью.
Цель достигается тем, что в способе формирования нежестких деталей с криволинейной поверхностью, включающем обработку детали по толщине со стороны формообразуемой криволинейной поверхности, формообразование и выравнивание до плоской криволинейной поверхности, первоначально осуществляют формообразование путем пластической деформации, выравнивание до плоской поверхности производят в пределах упругих деформаций путем приложения нагрузки, противоположно направленной формообразованию, затем производят обработку по толщине в нагруженном состоянии, после этого осуществляют восстановление полученной при формообразовании формы путем снятия нагрузки, а перед выравниванием повышают предел упругости детали до возможности выравнивания криволинейной поверхности до плоской в пределах упругой деформации детали посредством термообработки. После обработки плоской поверхности ей возвращают форму криволинейной поверхности посредством снятия упругой деформации.
Способ формирования нежестких деталей с криволинейной поверхностью реализуют следующим образом.
Формообразуют криволинейную поверхность детали формообразующим устройством. Для чего плоскую деталь, например, в виде диска диаметром 250 мм из углеродистой стали У10А и толщиной, например, 5 мм помещают в формообразующее устройство, например, между пуансоном и матрицей с формой их рабочих поверхностей, соответствующей форме заданной криволинейной поверхности детали, например, по форме, соответствующей параболической поверхности
W= W 1
1  где W прогиб, например, рабочей поверхности матрицы, в точке с радиусом r;
где W прогиб, например, рабочей поверхности матрицы, в точке с радиусом r;
r текущее значение радиуса;
Wmax прогиб в центре;
а внешний радиус рабочей поверхности, для формообразования криволинейной поверхности детали параболоидальной формы  .
.
Осуществляют деформацию путем ее осесимметричного нагружения с помощью пуансона формообразующего устройства до пластического деформирования детали и производят формообразование криволинейной параболоидальной формы поверхности  посредством вытяжки детали пуансоном в матрицу.
посредством вытяжки детали пуансоном в матрицу.
После формообразования криволинейной (параболоидальной) формы поверхности детали снимают нагрузку с детали посредством отвода вверх пуансона от матрицы. Затем извлекают из формообразующего устройства формообразованную деталь с параболоидальной формой ее поверхности.
После снятия нагрузки повышают предел упругости детали до возможности выравнивания ее криволинейной поверхности параболоидальной формы до плоской в пределах упругой деформации посредством термической обработки, например, путем осуществления отпуска детали в две стадии при 150-270оС и 280-400оС.
Затем выравнивают криволинейную (параболоидальную) поверхность детали до плоской поверхности. Для этого формообразованную деталь закрепляют по периферии в технологической оправе и нагружают с тыльной стороны, например, пуансоном, избыточным давлением сжатого воздуха и т.д. Выравнивание криволинейной поверхности до плоской поверхности контролируют, например, с помощью сферометра марки ИЗС-8.
После выравнивания рабочей поверхности детали до плоской осуществляют обработку детали по толщине в упругодеформированном состоянии, например ее закрепляют в упругодеформированном состоянии на шипе вертикального шпинделя станка МК-6513 и подвергают лезвийной обработке резанием алмазным инструментом, рабочая часть которого образована алмазосодержащим на металлической связке материалом. Шпинделю сообщают вращение со скоростью n 700-3000 об/мин. Инструмент перемещают продольно относительно детали по прямолинейной или криволинейной траектории. Одноточечный инструмент в процессе точения детали срезает с ее поверхности слой, соответствующий траектории движения резца. Проточки выполняют несколько раз и на финишной стадии точения задают глубину резания не более 3 мкм до получения, например, оптической поверхности со следующими оптическими параметрами: оптическая чистота Р V, шероховатость Rz 0,025 мкм.
Обработка по толщине может быть осуществлена также с помощью шлифования, фрезерования и т.д.
После обработки плоской поверхности детали ее снимают со станка и возвращают ранее формообразованную форму криволинейной (параболоидальной) поверхности путем снятия нагрузки, например, за счет удаления пуансона. После чего снимают технологическую оправу.
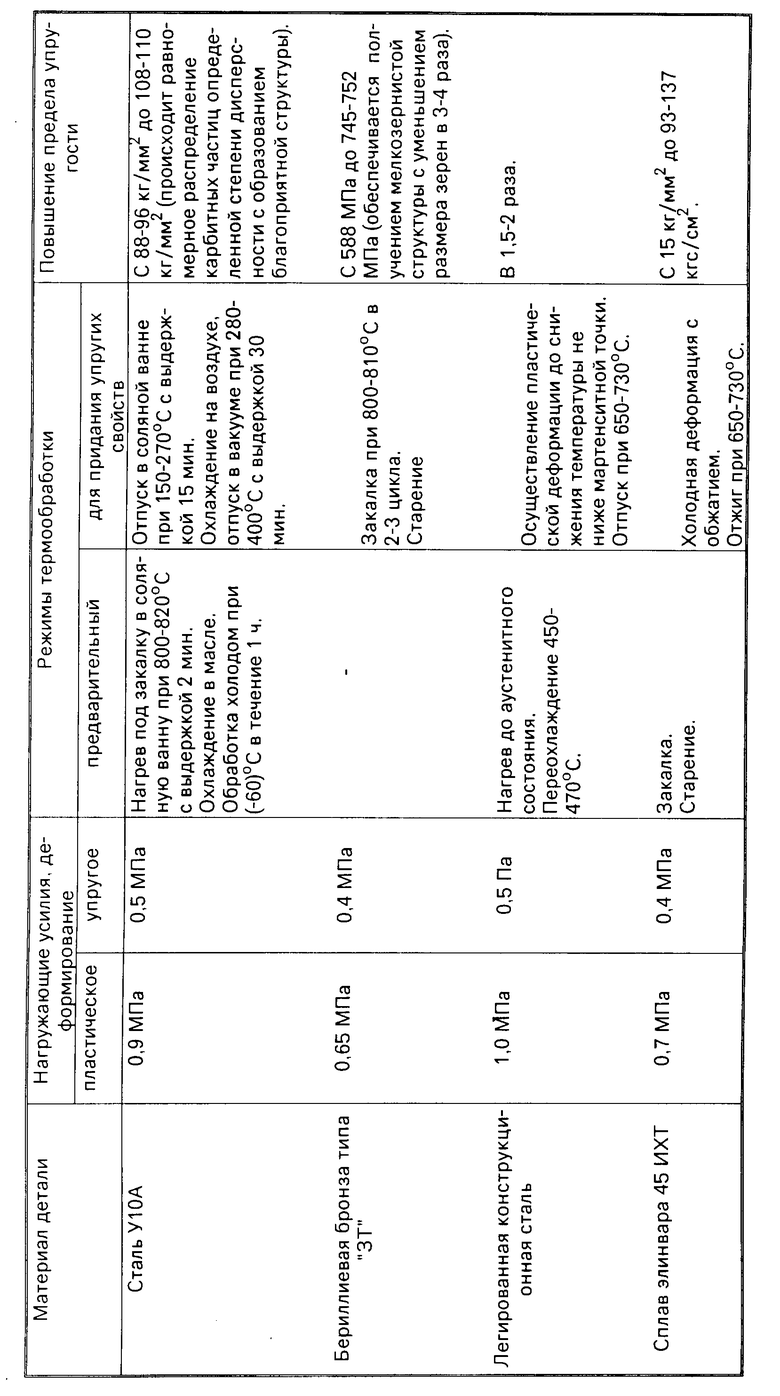
Результаты испытаний предлагаемого способа формообразования нежестких деталей с криволинейной (параболоидальной) поверхностью, например, отражателей для автомобильных фар и концентратов гелиоустановок, представлены в таблице.
Результаты испытаний показывают, что за счет повышения при термообработке упругих свойств материала обрабатываемой детали обеспечивается возможность обратного деформирования формообразованной детали на ту же величину (до плоской рабочей поверхности), но уже не в пределах пластической деформации, а в пределах упругой деформации, обеспечивающей после оптической обработки плоской поверхности возвращение первоначальной формы криволинейной (параболической) поверхности.
В предлагаемом способе целесообразно использовать материалы, позволяющие в результате термообработки заметно повышать свои упругие свойства, типа материалов с пружинными свойствами, конструкционных легированных сталей и т. п. Причем первоначальное формообразование криволинейной поверхности целесообразно проводить в начальной области пластических деформаций с относительно высоким радиусом кривизны формообразуемой поверхности (0,25 м и более). Форма криволинейной поверхности может быть также сфероидной, эллипсоидной и т. п.
Основным преимуществом предлагаемого технического решения является возможность при формообразовании криволинейной формы поверхности высокой чистовой обработки, например, оптической поверхности, обрабатывать не криволинейную, как в прототипе, а плоскую поверхность детали. Это значительно облегчает и упрощает как сам процесс формообразования (нет необходимости формообразовывать оптическую поверхность, что сопряжено с чрезвычайно большими трудностями), так и используемое для этой цели оборудование и инструменты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ОТРАЖАЮЩЕЙ ПОВЕРХНОСТИ | 1993 |
|
RU2065616C1 |
| СПОСОБ ПОДГОТОВКИ ОПТИЧЕСКОЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ПОД ГЛУБОКУЮ ВЫТЯЖКУ | 1993 |
|
RU2042456C1 |
| ОТРАЖАТЕЛЬ | 1998 |
|
RU2147758C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ЛУЧОМ ЛАЗЕРА | 1991 |
|
RU2027570C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОСВЕТЛЯЮЩЕГО ПОКРЫТИЯ | 1986 |
|
RU2037474C1 |
| УСТРОЙСТВО ДЛЯ ОБЛУЧЕНИЯ | 1993 |
|
RU2040286C1 |
| СВЕТОВОЗВРАЩАЮЩИЙ МАТЕРИАЛ ДЛЯ ИЗМЕНЯЮЩИХСЯ УГЛОВ ПАДЕНИЯ СВЕТОВЫХ ЛУЧЕЙ | 1993 |
|
RU2065193C1 |
| СВЕТОВОЗВРАЩАЮЩИЙ ЭКРАН (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2063057C1 |
| ГЕЛИОУСТАНОВКА | 1993 |
|
RU2061933C1 |
| УСТРОЙСТВО ДЛЯ ОБЛУЧЕНИЯ (ЕГО ВАРИАНТЫ) | 1993 |
|
RU2045971C1 |
Использование: для получения деталей с криволинейной поверхностью, например, концентраторов гелиоустановок, отражателей фар автомобилей методом штамповки. Сущность изобретения: заготовку в виде плоского диска пластически деформируют до заданной криволинейной поверхности. Снимают нагрузку и термообрабатывают полуфабрикат, повышая предел упругости материала. Затем выравнивают криволинейную поверхность до плоской, производят обработку по толщине в нагруженном состоянии, например, шлифованием, фрезерованием. В заключении снимают нагрузку и деталь приобретают требуемую форму. 1 табл.
СПОСОБ ФОРМИРОВАНИЯ НЕЖЕСТКИХ ДЕТАЛЕЙ с криволинейной поверхностью, включающий обработку детали по толщине со стороны формообразуемой криволинейной поверхности, формообразование и выравнивание криволинейной поверхности до плоской, отличающийся тем, что первоначально осуществляют формообразование путем пластической деформации, выравнивание до плоской поверхности производят в пределах упругих деформаций путем приложения нагрузки, противоположно направленной формообразованию, затем производят обработку по толщине в нагруженном состоянии, после этого осуществляют восстановление полученной при формообразовании формы путем снятия нагрузки, а перед выравниванием повышают предел упругости детали до возможности выравнивания криволинейной поверхности до плоской в пределах упругой деформации детали посредством термообработки.
| Способ формообразования деталей | 1980 |
|
SU1039609A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
