/Л7
СО
ф ф о се
Фat.f Изобретение относится к листовой штамповке и может быть использовано для получения деталей с поверхностью двойной кривизны, например, для отражающих поверхностей зефл кторов. Известен с.пособ формообразования деталей с поверхностью двойной кривизны, реализуемый с помощью штампов, содержащих пуансоны и матрицы со сложной формообразующей поверхностью l J, . Однако изготовление металлических рабочих инструментов -с формробразую« щей поверхностью двойной кривизны является дорогостоящим и трудоемким процессом,, требующим больших затрат металла. Известен способ формообразования деталей с поверхностью двойной, кривизны, осуществляемый с помощью штампов, имеющих неметаллические упругие рабочие инструменты 2. Данный способ не позволяет изго тавливать детали сложной криволинейной поверхности с высокой точностью Наиболее близким к изобретению по технической сущности и достигаемому эффекту, является способ формообразования деталей с криволинейной поверхностью из.-1листовых заготовок, при котором 3ai;oTOBKy предварительно обрабатывают по толщине, создава на ней утолщенные и утоненные участки. СЗ. Однако известный способ неэкономичен и трудоемок. Цель изобретения - унрощёние процесса при ; изготовлении: деталей с поверхностьюдвойной кривизны. Цель достигается тем, что согласно способу формообразования деталей; с криволинейной поверхностью из листовых заготовок, при котором заготовку предварительно обрабатывают по толщине, создавая на ней утолщенные и утоненные участки, в процессе предварительной обработки двум противоположным поверхностям заготовки придают параболическую форму, рриентируя образующие параболических поверхностей ортогонально одна относительно другой, а в процессе Формообразования из параболических повЪрхкостей выравнивают до плоской. На фиг. 1-5 изображена последовательнйсть изготовления детали с по верхностью двойной кривизны на примере рефлектора; на фиг. б - готовая деталь с поверхностью двойной кривизны. Отражающую поверхность изготавливают из листового материала, обладаю ttieiO хорошими пластическими свойствами. В процессе предварительной обработки из листового материала двум противоположным поверхностям заготовки придают параболическую-форму, при этом образующие параболических поверхностей ориентированы друг отно- . сительно друга ортогонально. Параболические поверхности можно выполнить с помощью различных технических средств, например с помощью фрезерного станка или штампов, содержащих цилиндрические рабочие инструменты. В случае крупносерийного производства детали (матрицы сложной формы, зеркала и т.п.) выгоднее не. выфрезеровывать противоположные стороны заготов1 и, а выштамповать их. Затем в процессе формообразования одну из параболических поверхностей выравнивают до плоской. П.р и мер. Изготовляют отраженную поверхность рефлектора с двойной Кривизной из меди марки МБ по ГОСТ 10988-75. На одной из сторон заготовки из меди с толциной 19 MMJJ размером 1501.15 0мм, /например/при помощи фрезерного станка ВЫПОЛНЯЮТ поверхность с радиусомР(мм) На противоположной стороне заготовки - пс верхность с радицсом RZ« Образующие обеих цилиндрических поверхностей ориентированы ортогонально. Затем заготовку устанавливают на матрицу .ручного винтового пресса и с усилием 15-17 т произво1дят выравнивание стороны заготовки, обращенной к матрице. Этот способ можно использовать для изготовления не только поверх-ности с двойной кривизной, а также для изготовления поверхности с более сложной кривизной, причем более , сложную крийизну получают в несколько этапов: на плоской стороне заготовки, выполняют поверхность требуемой кривизны и затем вновь выравнивают эту сторону. В результате на противоположной сторо.не заготовки, имеющей до выравнивания поверхность с двойной кривизной, образуется поверхность с более сложной кривизной. Таким образом, способ характеризуется Простой тех.нологией и может реализоваться с помощью стандартного оборудования. Кроме того, предлагаемый способ обладает возможностью . обеспечения точного контроля в процессе изготовления деталей.
tptft.i
0t№.3
fpl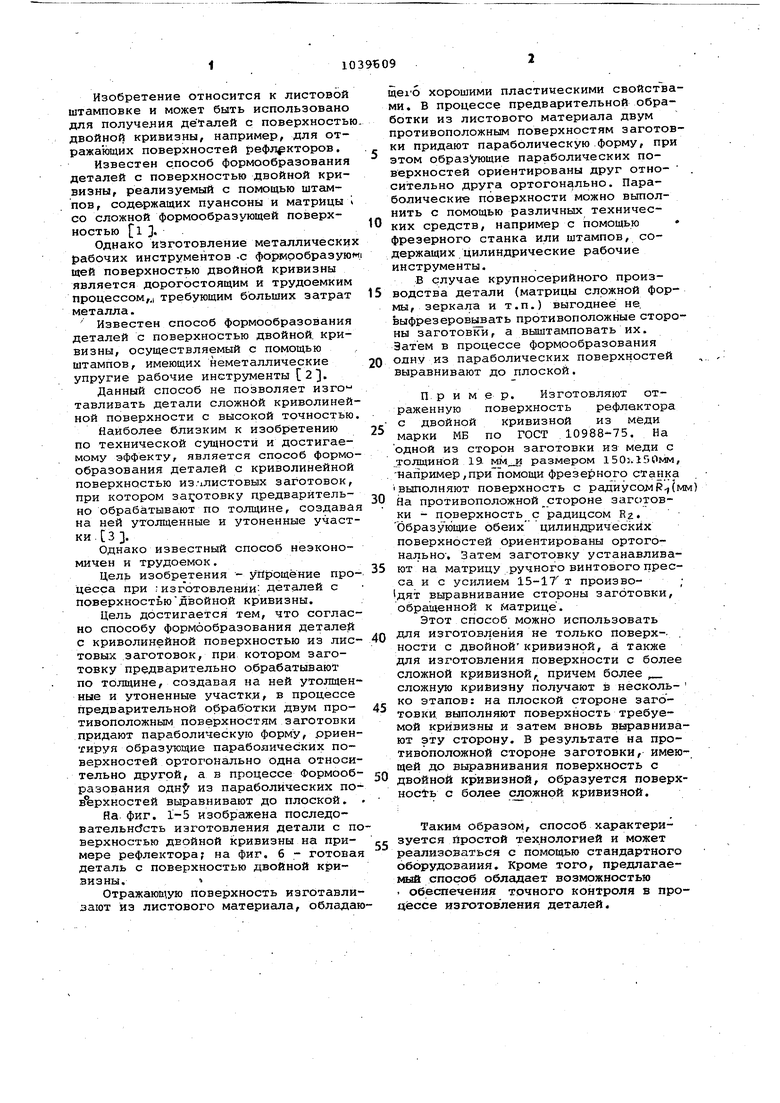
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОТОРОИДАЛЬНЫХ ИЛИ ЭЛЛИПТИЧЕСКИХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397836C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2429928C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ И ТРУБЧАТЫХ ДЕТАЛЕЙ С ВЫСТУПАМИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397832C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194587C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194588C2 |
| УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ | 2013 |
|
RU2522973C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2199407C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ШТАМПОСВАРНЫХ ОБОЛОЧЕК ТОРОСФЕРИЧЕСКОЙ И ЭЛЛИПТИЧЕСКОЙ ФОРМЫ | 2010 |
|
RU2443488C2 |
| СПОСОБ ФОРМИРОВАНИЯ НЕЖЕСТКИХ ДЕТАЛЕЙ | 1993 |
|
RU2042451C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ И УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323795C2 |
СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ с криволинейной поверхность-ю SU.,,.l 039609 А 3
v,
fpuf.ff
| I | |||
| Штамп для вытяжки эластичным пуансоном | 1973 |
|
SU479531A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
