Изобретение относится к обработке металлов давлением, а именно к способам изготовления арматурных элементов, предназначенных для дисперсного армирования бетона.
Известны способы получения композиции из стальных фибр [1,2] разной длины и диаметра с отношением l/d 80, 100, 120, заключающиеся в том, что фибры с разными геометрическими характеристиками, заготовленные по отдельности, смешивают в требуемой пропорции и вводят в бетонную смесь.
Существенным недостатком этих способов является сложность получения необходимого сортамента фибр для обеспечения высокого армирующего эффекта, т.е. изготавливают отдельно каждый тип фибры с определенными геометрическими характеристиками, а затем в определенной пропорции их смешивают и подают в бетонную смесь.
Известен способ получения стальной фибры [3] при котором лист, разрезанный на полоски заданной ширины, рубят одним цельным ножом, установленным на фрезе. Этот способ позволяет получать фибры разных длин, но при этом усложняется технологический процесс, не соблюдается условие отношения длины фибр l к условному диаметру d, т.е.  ≃ const и тем самым снижается армирующий эффект композиции.
≃ const и тем самым снижается армирующий эффект композиции.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ получения композиции из стальных фибр [4] при котором стальной лист рубят одновременно в продольном и поперечном направлениях на отдельные фибры заданной длины и поперечного сечения, скрученные по спирали. При этом ножи размещают на фрезе таким образом, что врезание каждого ножа нижним торцом начинают до завершения реза предыдущим, в результате чего получают фибры только одной длины с требуемым отношением  .
.
Недостаток известного способа заключается в том, что он не обеспечивает широкого сортамента получаемых фибр, за счет чего их армирующий эффект остается невысоким. Это объясняется тем, что рубку стального листа на фибры ведут закрепленными на фрезе ножами, имеющими одинаковые размеры и расположенными по окружности фрезы в несколько рядов, с одинаковым количеством ножей в каждой фрезе. Таким образом, при реализации известного способа получают фибры только одного заданного размера длины l и поперечного сечения d. Известно, что армирование бетона фибрами только одного размера не приводит к существенному повышению прочностных характеристик.
Цель изобретения расширение сортамента фибр, составляющих композицию, и повышение ее армирующего эффекта путем одновременной рубки стального листа на фибры различной длины и поперечного сечения.
Цель достигается тем, что в известном способе получения композиции из стальных фибр, заключающемся в одновременной рубке стального листа в продольном и поперечном направлениях блоком фрез одного диаметра, этот стальной лист одновременно рубят на фибры различной длины и поперечного сечения с таким расчетом, чтобы размеры получаемых фибр соответствовали условию  ≃ const а количественное соотношение в композиции фибр разных длин l и поперечных сечений d определяют конструкцией и количеством ножей и длиной их режущей кромки в каждой фрезе, входящей в соответствующую группу, причем стальной лист подают в зону рубки с постоянной скоростью, блок фрез одного диаметра вращают с постоянной скоростью.
≃ const а количественное соотношение в композиции фибр разных длин l и поперечных сечений d определяют конструкцией и количеством ножей и длиной их режущей кромки в каждой фрезе, входящей в соответствующую группу, причем стальной лист подают в зону рубки с постоянной скоростью, блок фрез одного диаметра вращают с постоянной скоростью.
Равномерную изотропию по всей массе бетона дает армирование фибрами. Причем, если фибры имеют одинаковые размеры по длине и диаметру, то, как указывалось в характеристиках аналогов [1,2,3] и прототипе [4] бетон обладает недостаточно высокими прочностными характеристиками из-за образования микротрещин в объеме бетона, не пронизанном фибрами. Поэтому однородное заполнение бетона и повышение армирующего эффекта обеспечивается использованием в качестве арматуры стальных фибр различной длины и поперечного сечения. При этом фибры равномерно распределяются в бетоне, более мелкие из них заполняют пространство между фибрами более крупного размера. Такую композицию из стальных фибр, имеющих различные длины и поперечное сечение и отвечающих условию  ≃ const получают путем одновременной рубки стального листа в продольном и поперечном направлениях ножами, закрепленными на фрезах и имеющих различную конструкцию и количество.
≃ const получают путем одновременной рубки стального листа в продольном и поперечном направлениях ножами, закрепленными на фрезах и имеющих различную конструкцию и количество.
Кроме того, использование в качестве армирующего элемента стальных фибр различных длин и поперечных сечений сокращает расход металла.
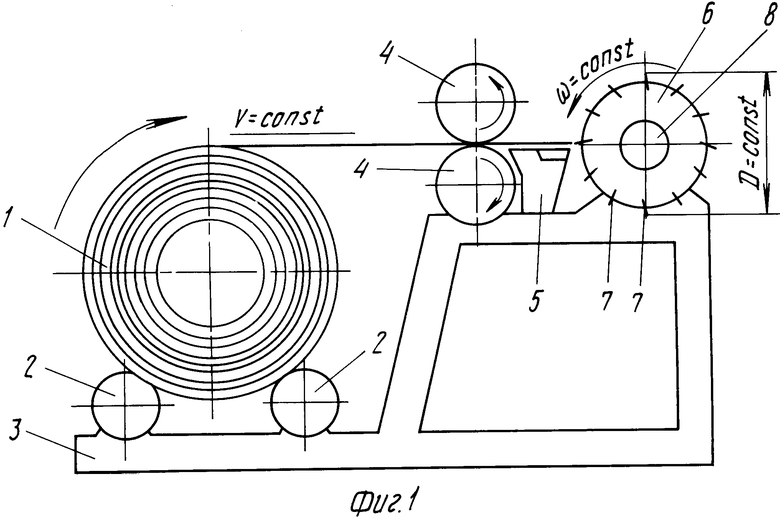
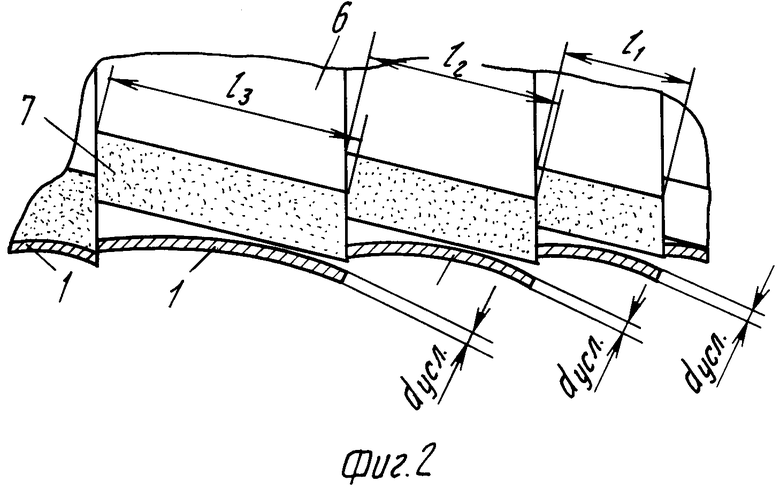
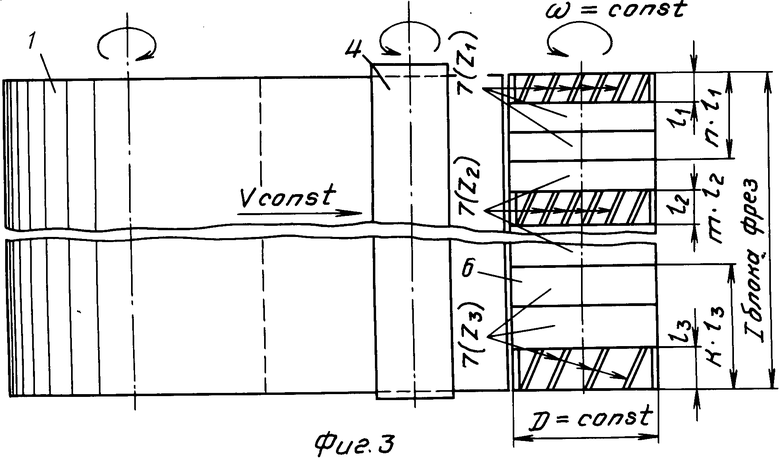
На фиг. 1 изображено устройство для реализации способа, где взаимное расположение стального листа, подающих роликов, неподвижного и подвижного ножей аналогично прототипу; на фиг.2 схема получения композиции из стальных фибр; на фиг. 3 ножи, размещенные на фрезах, установленных на одном валу и скомпонованных в единый блок.
Способ получения композиции из стальных фибр реализован следующим образом.
Стальной лист 1, смотанный в рулон, устанавливают на опорных роликах 2, закрепленных на станине 3, подают с постоянной скоростью при помощи подающих валков 4 по верхней плоскости неподвижного ножа 5 в сторону блока фрез 6, на котором закрепляют ножи 7.
Блок фрез 6 установлен на валу 8 (фиг.1). При этом блок фрез 6 вращают с постоянной угловой скоростью ω Ножи 7 размещают на фрезах 6 (фиг.2) таким образом, чтобы нижний торец каждого ножа 7 в процессе рубки врезался в стальной лист по ходу вращения со смещением от края листа, равным ширине фибры, а затем делал продольный рез всей режущей кромкой, причем врезание каждого ножа 7 нижним торцом начинают до завершения реза предыдущим ножом.
Как видно из схемы (фиг.3), для получения композиции из стальных фибр на фрезах 6 одинакового диаметра, скомпонованных в группы n.l1, m.l2, k.l3, размещают комплект подвижных ножей в количестве Z1, Z2, Z3на фрезах каждой группы. На схеме (фиг.3) показаны фрезы, объединенные в группы n.l1, m.l2, k.l3, составляющие блок фрез 6, условно изображены фрезы с условным количеством ножей Z1, Z2, Z3. Конструкция и количество ножей на фрезах каждой группы обеспечивают оптимальное соотношение в композиции фибр заданных размеров (длины и поперечного сечения).
Как было отмечено ранее, стальной лист подают в зону рубки с постоянной скоростью, фрезы с ножами вращают с постоянной угловой скоростью. Отсюда следует, что необходимое поперечное сечение фибр каждой длины обеспечивают определенным числом ножей на фрезах каждой группы. Фрезами с большим числом ножей Z1 совершают большее число резов за один оборот фрезы, а так как скорость подачи листа в зону рубки постоянна и угловая скорость вращения фрез с ножами постоянна, то меняется размер поперечного сечения фибр.
Например, для получения одновременно композиции из фибр длиной 40, 30 и 20 мм и соответствующих этим длинам поперечных сечений при выполнении условия  ≃ const число ножей на фрезах устанавливают, ориентировочно, 14, 20 и 22 соответственно.
≃ const число ножей на фрезах устанавливают, ориентировочно, 14, 20 и 22 соответственно.
Использование предлагаемого способа наиболее эффективно в производстве покрытий автодорог, аэродромов, тяжелонагруженных фундаментов, при изготовлении свай, труб, стеновых панелей и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ФИБР | 2006 |
|
RU2344904C2 |
| Способ получения прорезиненной стальной фибры | 2017 |
|
RU2671607C1 |
| ШАХТНАЯ ЗАТЯЖКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124637C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2181669C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ В БРУС И ТЕХНОЛОГИЧЕСКУЮ ЩЕПУ ИЛИ СТРУЖКУ | 1995 |
|
RU2146609C1 |
| СПОСОБ ИЗМЕРЕНИЯ РАСХОДА ТРАНСПОРТИРУЕМОГО ВЕЩЕСТВА И РАСХОДОМЕР | 1995 |
|
RU2085856C1 |
| УЛЬЕВАЯ ГНЕЗДОВАЯ РАМКА | 1993 |
|
RU2060652C1 |
| ЭЖЕКТОРНЫЙ УСИЛИТЕЛЬ ТЯГИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1999 |
|
RU2150593C1 |
| СПОСОБ СООРУЖЕНИЯ ТОННЕЛЕЙ ГЛУБОКОГО ЗАЛОЖЕНИЯ В СЛАБОУСТОЙЧИВЫХ ГРУНТАХ | 1996 |
|
RU2096621C1 |
| МЕХАНИЗМ ОБРУБКИ ПРОВОЛОКИ ПРУЖИНОНАВИВОЧНОГО АВТОМАТА | 1993 |
|
RU2090293C1 |
Использование: обработка металлов давлением, в частности изготовление резкой арматурных элементов, предназначенных для дисперсного армирования бетона. Сущность изобретения: способ получения композиции из стальных фибр заключается в одновременной рубке стального листа в продольном и поперечном направлениях на фибры различной длины и поперечного сечения. Размеры получаемых фибр соответствуют условию l/d ≃ const. Количественное отношение в композиции фибр разных длин l и поперечных сечений d определяют конструкцией и количеством фрез в блоке. При этом стальной лист подают в зону рубки с постоянной скоростью. Блок фрез одного диаметра вращают с постоянной скоростью. Каждую фазу, входящую в блок, оснащают заданным количеством ножей с заданной длиной режущей кромки. 1 з.п.ф-лы, 3 ил.
 а количественное соотношение в композиции фибр различных длин и поперечных сечений определяют количеством и конструкцией ножей и длиной их режущей кромки в каждой фрезе, входящей в соответствующую группу фрез блока.
а количественное соотношение в композиции фибр различных длин и поперечных сечений определяют количеством и конструкцией ножей и длиной их режущей кромки в каждой фрезе, входящей в соответствующую группу фрез блока.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для резки листового материала | 1985 |
|
SU1214347A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
