Изобретение относится к текстильному производству и может быть использовано в чесальных машинах при изготовлении кордоленты с игольчатой гарнитурой и гибким неметаллическим основанием.
Из уровня техники известная игольчатая лента для шерсточесальных машин, содержащая основание из соединенных между собой слоев хлопчатобумажной ткани и амортизатора, и закрепленную в основании игольчатую гарнитуру, иглы которой выполнены в виде скоб с образованием верхнего и нижнего колена, с заточенными концевыми участками верхних колен, имеющими в сечении прямоугольную форму, скобы установлены в основании с образованием острого угла между ними и нижними коленами скоб с их выпуклой стороны, место изгиба скоб при этом расположено над основанием (см. патент США N 1685658, кл. D 01 G 15/86 за 1928), которая является наиболее близким аналогом относительно заявленного.
Недостатком известного аналога является низкое качество прочеса шерсти.
В изобретении решается задача повышения качества обработки шерсти.
Указанный технический результат достигается за счет того, что игольчатая лента, содержит основание из соединенных между собой слоев ткани и амортизатора и закрепленную в основании игольчатую гарнитуру, иглы которой выполнены в виде скоб с образованием верхнего и нижнего колена с заточенными концевыми участками верхних колен, имеющими в сечении прямоугольную форму, ширина которого находится в пределах от 0,1 до 0,2 мм, а скобы установлены в основании с образованием острого угла между ним и нижними коленами с их выпуклой стороны находящегося в пределах от 62 до 68о, при этом величина расстояния от места изгиба скоб до основания ленты находится в пределах от 0,5 до 1,0 мм.
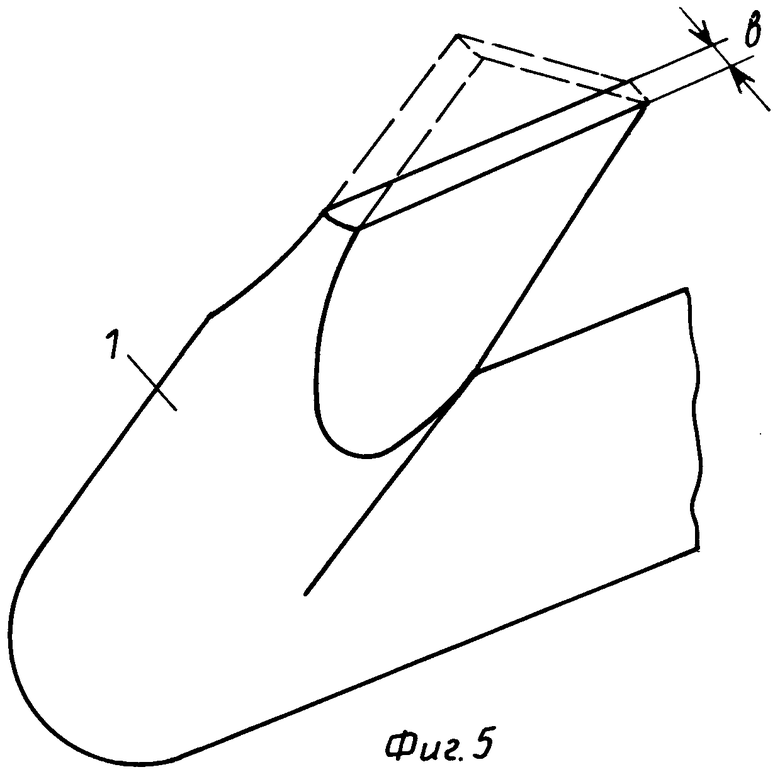
Изобретение поясняется чертежами, где на фиг. 1 предствалена игольчатая лента в сборе; на фиг. 2 вид А на фиг. 1; на фиг. 3 игла игольчатой ленты с заточенными концевыми участками; на фиг. 4 то же, вид сверху; на фиг. 5 игла в изометрии.
Кардолента содержит игольчатую гарнитуру в виде скобок 1, образованных нижним коленом 2 и верхним коленом 3, закрепленных в основании 4. Основание 4 выполнено из соединенных между собой слоев хлопчатобумажной ткани 5, амортизатора 6, например, пористой резины или войлока. Между слоями хлопчатобумажной ткани имеется хотя бы один слой полульняной ткани 7.
Скобки 1 гарнитуры закреплены в основании 4 под определенным углом β находящимся в пределах 62-68о. Расстояние h от изгиба скобы до поверхности основания 4 находится в пределах 0,5-1,0 мм. Угол β постоянный и равен 66 ± 2о. Ширина заточенного концевого участка игл, имеющего в поперечном сечении форму прямоугольника, находится в пределах в 0,1-0,2 мм.
При прочесе шерсти лентой наличие хотя бы одного полульняного слоя в основании значительно увеличивает воспринимаемую лентой разрывную нагрузку. Тканевая основа из 5-6 слоев хлопчатобумажной ткани и 1 слоя полульняной ткани воспринимает разрывную нагрузку до 1000 кг, допуская относительное удлинение до 34%
Лента же из 6-8 слоев хлопчатобумажной ткани воспринимает разрывную нагрузку только до 560 кг, при максимальном относительном удлинении до 19%
Величина угла β посадки в пределах 62-68о обеспечивает оптимальную нагрузку на иглы гарнитуры при прочесе шерсти кардолентой. Оптимальность указанного интервала угла посадки игл подтверждена экспериментально.
При углах посадки β больше 68о (на ныне эксплуатируемых лентах угол посадки равен 75 ± 2о) повышения вероятность обратного загиба (деформации) скобок при работе.
При углах посадки меньше 62о иглы будут выходить из основания (со стороны седла скобок) при заточке гарнитуры, т.е. лента будет портиться.
Кроме того, технические возможности станка АКН-72-00 не позволяют набивать гарнитуры с углами посадки меньше 60о.
Таким образом, уменьшение угла посадки до 62-68о по сравнению с ныне имеющимся (75о) позволит уменьшить деформацию скобок, снизить вероятность их обратного загиба.
Выполнение конфигурации скобок и размещение их в основании таким образом, что расстояние h от колена игл скобок до поверхности основания находится в пределах 0,5-1,0 мм, обеспечивает улучшенное качество прочеса шерсти. При существующем параметрре h 1,5-2 мм во время прочеса шерсти на поверхности кардоленты (на всей высоте h до колена игл), скапливаются посторонние механические примеси (обрывки нити и т.д.), которые трудно удалить с ленты. Их наличие ухудшает качество прочеса шерсти и снижают срок службы ленты.
Выполнение же скобок и размещение их в ленте таким образом, что h 0,5-1,0 мм практически позволяет значительно уменьшить скапливание на поверхности кардоленты посторонних механических примесей, что улучшает качество прочеса шерсти.
Границы интервала h 0,5-1,0 мм обусловлены, с одной стороны, технической возможностью станка АКН-72-00 (невозможно согнуть скобки так, чтобы колена игл были на высоте h от поверхности ленты, меньшей 0,5 мм). С другой стороны, при h 1,0 мм как указано выше, ухудшается качество прочеса ввиду скапливания на поверхности ленты посторонних механических примесей. Оптимальность указанного интервала h 0,5-1,0 мм также подтверждается актом испытаний.
Боковая заточка концов игл ранее (по ТУ 17-40-995-89, с. 16) производилась на величину не более 10% от диаметра проволоки. Такое выполнение концов игл (практически незаостренными по боковой поверхности) ухудшало качество прочеса шерсти лентой, увеличивало количество посторонних механических примесей (смушек), приводило к обрывности прочесываемых нитей шерсти. В предлагаемом техническом решении при заточке до величины меньше 0,2 мм резко улучшается качество прочеса шерсти, появляется возможность прочеса шерсти до более высоких номеров. В то же время заточка острия до величины, меньшей 0,1 приводит к образованию заусенцев и/или сгоранию концов игл при их шлифовке ввиду уменьшения толщины иглы до критической величины, а также к оплавлению концов игл при закалке.
Таким образом, оптимальная ширина заточенных концевых участков игл, имеющих в поперечном сечении форму прямоугольника, находится в пределах 0,1-0,2 мм.
Использование изобретения позволит улучшить физико-механические свойства ленты: уменьшить деформацию скобок, увеличить воспринимаемую разрывную нагрузку и относительное удлинение, а также значительно уменьшить количество посторонних механических примесей на поверхности ленты и, как следствие, улучшить качество шерсти.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТОЧКИ ИГОЛЬЧАТОЙ ЛЕНТЫ ЧЕСАЛЬНОЙ МАШИНЫ | 1992 |
|
RU2024383C1 |
| СПОСОБ ЗАТОЧКИ ГАРНИТУРЫ ВОРСОВАЛЬНОЙ ЛЕНТЫ | 1993 |
|
RU2042492C1 |




Сущность изобретения: игольчатая лента для кардочесальных машин содержит основание, закрепленную на нем игольчатую гарнитуру. Иглы гарнитуры выполнены в виде скоб с образованием верхнего и нижнего колена, концевые участки которых имеют заточенные концевые участки, в поперечном сечении выполненные по форме прямоугольника, ширина которого находится в пределах от 0,1 до 5,2 мм. Скобы установлены в основании с образованием острого угла между ним и нижними коленами с их выпуклой стороны, находящегося в пределах от 62 до 68. Величина расстояния от места изгиба скоб до основания ленты находится в пределах от 0,5 до 1,00 мм. 5 ил.
ЛЕНТА ИГОЛЬЧАТАЯ ДЛЯ ШЕРСТОЧЕСАЛЬНЫХ МАШИН, содержащая основание, включающее соединенные между собой слои ткани и амортизатор, и закрепленную в основании игольчатую гарнитуру, иглы которой выполнены в виде скоб с образованием нижнего и верхнего колен с заточенными концевыми участками последних, имеющими в сечении прямоугольную форму, нижние колена образуют с основанием острый угол с их выпуклой стороны, а место изгиба скоб расположено над основанием, отличающаяся тем, что, острый угол, образованный основанием ленты и нижним коленом игл находится в пределах от 62o до 68o, а величина расстояния от места изгиба скоб до основания ленты находится в пределах от 0,5 мм до 1,0 мм, причем ширина концевых участков игл находится в пределах от 0,1 мм до 0,2 мм.
| Способ электронно-лучевой сварки | 1989 |
|
SU1685658A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
